1.本发明涉及增材制造技术领域,尤其涉及一种增材制造高温合金的热处理方法、系统及终端设备。
背景技术:
2.高温合金是以铁、镍、钴为基体的金属材料,具有耐高温、组织稳定、抗氧化等优点,在航空航天领域应用非常广泛,主要用于制造导向叶片、火焰筒、热交换器、涡轮盘等热端零部件。传统的高温合金制造工艺流程长,其热处理一般是在空气气氛中进行,且成本高,难度大,制造周期长。因此,目前常用增材制造技术来制造高温合金构件。
3.由于增材制造为近净高温合金的热处理工艺,机械加工余量较小,通常需采用真空热处理工艺进行处理。又由于真空热处理工艺的冷却介质及冷却机理与空气炉不同,加之高温合金的强度、塑性、蠕变等力学性能对热处理过程的冷速非常敏感,且现有的制造手册上可查到的为空气炉热处理工艺,因此,在现有技术中,需要将空气炉的热处理工艺转化为与真空炉特性匹配、且满足力学性能要求的真空热处理工艺。现有的方法的工作量大,研发成本高,且周期长,通用性不强。因此,如何降低将空气炉的热处理工艺转化为与真空炉特性匹配、且满足力学性能要求的真空热处理工艺的工作量、工作周期、研发成本,以及提高通用性是摆在增材制造材料工程师面前的重要课题。
技术实现要素:
4.本发明的目的在于提供一种增材制造高温合金的热处理方法、系统及终端设备,用于降低增材制造高温合金热处理工艺的成本,缩短周期,提高通用性。
5.为了实现上述目的,本发明提供一种增材制造高温合金的热处理方法,高温合金的热处理方法应用于高温合金的真空热处理工艺中,高温合金的热处理方法包括:
6.确定高温合金的真空热处理工艺所使用的真空炉内装有标准试验料的情况下,对真空炉进行抽真空处理。
7.根据真空炉的加热要求,对抽真空处理后的真空炉进行阶梯式加热处理。真空炉的加热要求包括控制升温速率v和确定加热目标温度t1。
8.根据真空炉的冷却要求,向真空炉内充入冷却介质对加热处理后的真空炉内的标准试验料进行冷却处理,得到真空炉的炉温曲线。真空炉的冷却要求包括向真空炉内充入的冷却介质的压力为正整数倍的大气压,且小于真空炉的最大冷却介质压力。
9.根据真空炉的炉温曲线,确定真空炉的冷却时间。
10.更新目标温度t1或更新向真空炉内充入的冷却介质的压力,进行单一变量试验,得到多组试验结果。
11.根据多组试验结果,得到高温合金的空气炉热处理工艺和高温合金的真空炉热处理工艺的映射关系。
12.与现有技术相比,本发明提供的增材制造高温合金的热处理方法中,通过对调试
好的装有标准试验料的真空炉进行抽真空处理,达到真空条件后,再根据真空炉的加热要求,对抽真空处理后的真空炉进行阶梯式加热处理,然后,再根据真空炉的冷却要求,向真空炉内充入冷却介质对加热处理后的真空炉内的标准试验料进行冷却处理,得到真空炉的炉温曲线,从而得到冷却时间,最后,通过更新目标温度t1或更新向真空炉内充入的冷却介质的压力后,进行单一变量实验,得到多组试验结果,通过对该多组试验结果进行分析,确定向真空炉内充入的冷却介质的压力、目标温度t1和冷却时间的表格,从而得到该真空炉的“使用手册”。然后,通过与空气炉的冷却方式对应后,得到高温合金的空气炉热处理工艺和高温合金的真空炉热处理工艺的映射关系。在实际应用中,例如,需要热处理的高温合金为a,对a进行空气炉实验,确定a的空气炉热处理工艺后,对应高温合金的空气炉热处理工艺和高温合金的真空炉热处理工艺的映射关系即可确定a的真空炉热处理工艺的冷却介质的压力、目标温度t1和冷却时间。在此基础上,由于真空状态传热不太好,因此,本发明的增材制造高温合金的热处理方法中通过控制升温速率和阶梯式升温的方法减慢升温速度,使得炉料内部和表层温度均匀。
13.综上,通过本发明中的增材制造高温合金的热处理方法,可以形成一种检索式、手册式的技术数据,从而降低增材制造高温合金的真空热处理方法的探索及优化的成本,缩短周期,且通用性较强。
14.本发明还提供一种终端设备,包括:处理器和通信接口,通信接口和处理器耦合,处理器用于运行计算机程序或指令,以实现上述增材制造高温合金的热处理方法。
15.与现有技术相比,本发明提供的终端设备的有益效果与上述技术方案增材制造高温合金的热处理方法的有益效果相同,此处不做赘述。
16.本发明还提供一种增材制造高温合金的热处理系统,包括:
17.上述终端设备。
18.与终端设备通信的真空炉;
19.以及与终端设备通信的冷却介质存储装置。
20.与现有技术相比,本发明提供的增材制造高温合金的热处理系统的有益效果与上述技术方案增材制造高温合金的热处理方法的有益效果相同,此处不做赘述。
21.本发明还提供一种计算机存储介质,其特征在于,计算机存储介质中存储有指令,当指令被运行时,使得上述增材制造高温合金的热处理方法被执行。
22.与现有技术相比,本发明提供的计算机存储介质的有益效果与上述技术方案增材制造高温合金的热处理方法的有益效果相同,此处不做赘述。
附图说明
23.此处所说明的附图用来提供对本发明的进一步理解,构成本发明的一部分,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
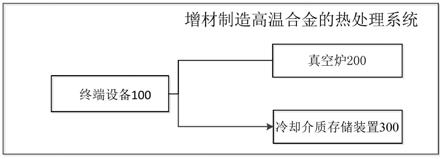
24.图1为本发明实施例中的增材制造高温合金的热处理系统的结构示意图;
25.图2为本发明实施例中的增材制造高温合金的热处理方法的流程框图;
26.图3为本发明实施例中的增材制造高温合金的热处理控制装置的结构示意图;
27.图4为本发明实施例中的终端设备的硬件结构示意图;
28.图5为本发明实施例中的芯片的结构示意图。
具体实施方式
29.为了便于清楚描述本发明实施例的技术方案,在本发明的实施例中,采用了“第一”、“第二”等字样对功能和作用基本相同的相同项或相似项进行区分。例如,第一阈值和第二阈值仅仅是为了区分不同的阈值,并不对其先后顺序进行限定。本领域技术人员可以理解“第一”、“第二”等字样并不对数量和执行次序进行限定,并且“第一”、“第二”等字样也并不限定一定不同。
30.需要说明的是,本发明中,“示例性的”或者“例如”等词用于表示作例子、例证或说明。本发明中被描述为“示例性的”或者“例如”的任何实施例或设计方案不应被解释为比其他实施例或设计方案更优选或更具优势。确切而言,使用“示例性的”或者“例如”等词旨在以具体方式呈现相关概念。
31.本发明中,“至少一个”是指一个或者多个,“多个”是指两个或两个以上。“和/或”,描述关联对象的关联关系,表示可以存在三种关系,例如,a和/或b,可以表示:单独存在a,同时存在a和b,单独存在b的情况,其中a,b可以是单数或者复数。字符“/”一般表示前后关联对象是一种“或”的关系。“以下至少一项(个)”或其类似表达,是指的这些项中的任意组合,包括单项(个)或复数项(个)的任意组合。例如,a,b或c中的至少一项(个),可以表示:a,b,c,a和b的结合,a和c的结合,b和c的结合,或a、b和c的结合,其中a,b,c可以是单个,也可以是多个。
32.高温合金是以铁、镍、钴为基体的金属材料,具有耐高温、组织稳定、抗氧化等优点,在航空航天领域应用非常广泛,主要用于制造导向叶片、火焰筒、热交换器、涡轮盘等热端零部件。传统制造工艺为冶炼-锻造-热处理-机械加工,热处理一般是在空气气氛中进行,这种工艺的特点是:
①
制造周期长,
②
工装模具成本高,
③
复杂结构零件制造难度大,尺寸精度低,合格率低,
④
热处理成本低,但氧化严重。作为一种近净成形、柔性制造技术,激光增材制造技术具备诸多优势,可以实现复杂结构零件的无模具制造。
33.目前gh4169、gh3625、gh3536等高温合金的激光增材制造工艺已经成熟并产业化,由于激光增材制造为近净成形工艺,机械加工余量较小,通常需采用真空热处理方法,目前手册可查到的大多为空气炉的热处理方法,由于真空热处理方法的冷却介质及冷却机理与空气炉热处理方法不同,加之高温合金的强度、塑性、蠕变等力学性能对热处理过程的冷速非常敏感。因此如何将空气炉的热处理工艺转化为与真空炉特性匹配、且满足力学性能要求的真空热处理工艺是摆在增材制造材料工程师面前的重要课题。目前常用的方法是:
34.第一步:先进行一系列空气炉实验,结合金相组织和力学性能,确定最佳的热处理温度、保温时间和冷却方式(冷速);
35.第二步:根据真空炉的设备特性,保持热处理温度和保温时间不变(沿用空气炉的),通过调整气淬压力和风机参数控制冷速,结合金相组织和力学性能,确定最佳的真空炉冷速(气淬压力和风机参数)。
36.这种方法的缺点是:1)真空热处理实验工作量大,研发成本高,周期长。且由于真空炉的冷速未知,需进行多组实验,真空炉热处理实验、金相分析和力学性能测试的费用较高,周期长,尤其是真空炉热处理费用是空气炉实验的8~15倍;2)通用性不强。每研发一种材料,就要重复进行多组真空炉热处理实验,通用性不强。
37.为了克服上述问题,对真空炉的热处理工艺形成一种检索式、手册式的技术数据,
本发明实施例提供了一种增材制造高温合金的热处理方法,该方法可适用于各种高温合金构件的真空炉的热处理工艺中。应理解,这里的高温合金构件可以为铁基变形高温合金构件、镍基变形高温合金构件和钴基高温合金构件。该增材制造高温合金的热处理方法应用于增材制造高温合金的热处理系统中。
38.图1示出本发明实施例提供的增材制造高温合金的热处理系统的结构示意图。如图1所示,该增材制造高温合金的热处理系统包括:终端设备100、真空炉200和冷却介质存储装置300,真空炉200、冷却介质存储装置300分别与该终端设备100通信连接。
39.如图1所示,上述终端设备100可以生成并更新目标温度t1和生成并更新向真空炉内充入的冷却介质的压力,使得真空炉200在终端设备100的控制下,按照不同的目标温度t1或者不同的向真空炉内充入的冷却介质的压力条件进行单一变量试验,得到多数试验结果,从而实现自动化控制,节省了加工周期。同时,根据该终端设备100生成并更新的向真空炉200内充入的冷却介质的压力,该终端设备100还可以控制冷却介质存储装置300向真空炉200内充入冷却介质对加热处理后的真空炉200内的标准试验料进行冷却处理,得到真空炉200的炉温曲线。应理解,这里的终端设备100可以为台式电脑、笔记本电脑、平板电脑等终端设备100。
40.在实际应用中,终端设备100可以控制真空炉200按照不同的目标温度t1或者不同的向真空炉200内充入的冷却介质的压力进行单一变量试验。此时,需要说明的是,先针对目标温度t1为变量进行试验,或者先针对不同的向真空炉200内充入的冷却介质的压力变量进行试验都是可以的,试验顺序对结果没有影响,在此不做限定。例如,此处以针对目标温度t1为变量进行试验,保证每次试验中向真空炉200内充入的冷却介质的压力恒定。此时,由终端设备100向真空炉200发送抽真空处理的信号,真空炉200内的抽真空装置接收到终端设备100发送的抽真空处理的信号后,对真空炉200进行抽真空处理,并将抽真空结果发送给终端设备100。终端设备100接收到抽真空结果并确定抽真空结果符合要求时,终端设备100按照加热要求向真空炉200发送加热处理的信号,真空炉200接收到终端设备100发送的加热处理的信号后,按照加热要求对抽真空处理后的真空炉200进行阶梯式加热处理,并将加热结果发送给终端设备100,终端设备100接收到加热结果的信号并确定加热结果符合要求时,终端设备100按照冷却要求,向冷却介质存储装置300发送冷却处理的信号,冷却介质存储装置300接收到终端设备100发送的冷却处理的信号后,按照冷却要求向加热处理后的真空炉200内充入的冷却介质,对加热处理后的真空炉200内的标准试验料进行冷却处理,并将冷却处理的结果发送给终端设备100,终端设备100接收到冷却处理的结果并确定冷却处理的结果符合要求时,终端设备100对该真空炉200的加热处理和冷却处理的过程进行分析得到本次试验的真空炉200的炉温曲线。然后,由终端设备100更新目标温度t1后,重复上述步骤,直至终端设备100确定多个目标温度t1已经全部得到试验结果,终端设备100停止更新目标温度t1。接着,以针对向真空炉200内充入的冷却介质的压力为变量进行试验,保证每次试验中目标温度t1恒定。重复上述步骤,在得到本次试验的真空炉200的炉温曲线后,由终端设备100更新向真空炉200内充入的冷却介质的压力后,重复上述步骤,直至终端设备100确定多个向真空炉200内充入的冷却介质的压力已经全部得到试验结果,终端设备100停止更新向真空炉200内充入的冷却介质的压力。
41.本发明实施例中的通信连接方式可以是无线通信,也可以是有线通信。无线通信
可以基于wifi、zigbee等联网技术进行通信。有线通信可以基于数据线或电力线载波实现通信连接。通信接口可以为标准通信接口。该标准通信接口可以为串行接口,也可以为并行接口。例如,终端设备100可以采用i2c(inter-integrated circuit)总线通信,也可以采用电力线载波通信技术实现与真空炉200通信连接。
42.基于上述增材制造高温合金的热处理系统,本发明实施例还提供一种增材制造高温合金的热处理方法,该增材制造高温合金的热处理方法可以由终端设备100或应用于终端设备100的芯片执行。下面实施例以终端设备100为主要执行主体进行描述。
43.图2示出了本发明实施例提供的增材制造高温合金的热处理方法的示意图,本发明实施例提供的增材制造高温合金的热处理方法应用于图1所示的增材制造高温合金的热处理系统。如图2所示,本发明实施例提供的增材制造高温合金的热处理方法应用于高温合金的真空热处理工艺中,应理解,这里的高温合金的真空热处理工艺可以根据实际情况进行选择,例如,该真空热处理工艺可以为高温合金的真空固溶热处理、高温合金的真空均匀化处理或高温合金的真空去应力热处理工艺等。具体的,该高温合金的热处理方法包括:
44.s110:终端设备确定高温合金的真空热处理工艺所使用的真空炉内装有标准试验料的情况下,对真空炉进行抽真空处理。应理解,这里的真空炉为真空高压气淬炉,且该真空高压气淬炉的炉体内部配置有冷却风机。该标准试验料的装料标准为:标准试验料的总重量为真空炉的最大装炉量的30%~70%。标准试验料的材质为铁基变形高温合金、镍基变形高温合金和钴基高温合金中的一种。例如,该标试验料的材质可以为铁基变形高温合金、可以镍基变形高温合金,也可以为钴基高温合金。通常,常用的标试验料的材质可以选用gh3625、gh4169或者gh3536等常见的高温合金材料。同时,为了方便热处理且提高热处理的效果,提高试验结果的准确性,标准试验料形态可以为20mm~30mm厚的板材或直径为20mm~30mm的棒材等。此处需要注意的是,相邻的标试试验料之间要留有空隙,不能堆垛,以保证在加热和冷却处理时,每个标准试验料之间的升温速率和冷却速率几乎不存在差异,从而减小对试验结果的影响。
45.在实际应用中,终端设备确定高温合金的真空热处理工艺所使用的真空炉内装有标准试验料的情况下,由终端设备控制真空炉的真空泵组启动,对真空炉进行抽真空处理,使得真空炉内压强低于0.1pa。
46.s120:终端设备根据真空炉的加热要求,对抽真空处理后的真空炉进行阶梯式加热处理。真空炉的加热要求包括控制升温速率v和确定加热目标温度t1。其中,升温速率v≤10℃/min,目标温度t1的范围为900℃≤t1≤1300℃,且为了便于分析向所述真空炉内充入的冷却介质的压力和目标温度之间的关系,不同的目标温度t1之间的差值相同。例如,目标温度t1的取值可以为900℃、1000℃、1100℃、1200℃;也可以为950℃、1050℃、1150℃、1250℃等,并不限于此。
47.作为一种可能的实现方式,上述根据真空炉的加热要求,对抽真空处理后的真空炉进行阶梯式加热处理具体包括:根据真空炉的加热要求,将抽真空处理后的真空炉的温度由室温升温至400℃~600℃后,保温20min~40min;继续升温至700℃~900℃后,保温20min~40min,再继续升温至目标温度t1,保温100min~140min。由于真空状态传热不太好,因此,本发明实施例提供的增材制造高温合金的热处理方法中,通过采用阶梯式升温的方法可以减慢升温速度,使得炉料内的标准试验料的内部和表层温度更加均匀,使得试验
结果更加准确。
48.s130:终端设备根据真空炉的冷却要求,向真空炉内充入冷却介质对加热处理后的真空炉内的标准试验料进行冷却处理,得到真空炉的炉温曲线。这里的冷却介质可以为惰性气体或氮气。真空炉的冷却要求包括向真空炉内充入的冷却介质的压力为正整数倍的大气压力,且小于或等于真空炉的最大冷却介质压力。
49.在实际应用中,终端设备根据真空炉的冷却要求,可以控制冷却介质存储装置向真空炉内充入冷却介质对加热处理后的真空炉内的标准试验料进行冷却处理,得到真空炉的炉温曲线。应理解,这里的冷却介质存储装置是独立于真空炉存在的装置。
50.作为一种可能的实现方式,为了提高冷却效果,提高工作效率,该真空炉的冷却要求还包括控制冷却风机启动。具体的,终端设备100根据真空炉的冷却要求,可以控制冷却介质存储装置向炉内充入冷却气体,并控制冷却风机启动,进行强制循环,直至炉内温度低于冷却温度。
51.s140:终端设备根据真空炉的炉温曲线,确定真空炉的冷却时间。
52.作为一种可能的实现方式,上述根据真空炉的炉温曲线,确定真空炉的冷却时间具体包括:确定真空炉的温度小于或等于冷却温度t2的情况下,终端设备根据真空炉的炉温曲线,确定真空炉的冷却时间。其中,冷却温度t2为80℃。
53.s150:终端设备更新目标温度t1或向真空炉内充入的冷却介质的压力,进行单一变量试验,得到多组试验结果。此处需要注意的是,目标温度t1应遍历900℃~1300℃,且形成一个等差数列。例如,目标温度t1可以为900℃、1000℃、1100℃、1200℃,或者950℃、1050℃、1150℃、1250℃等,并不限于此。同时,为了提高操作的安全性,同时提高结果的准确性,向真空炉内充入的冷却介质的压力应遍历1atm~[q]的所有正整数,[q]表示炉子最大冷却介质压力(单位为atm)。例如,当q为5atm时,向真空炉内充入的冷却介质的压力可以为1atm、2atm、3atm、4atm、5atm。
[0054]
s160:终端设备根据多组试验结果,得到高温合金的空气炉热处理工艺和高温合金的真空炉热处理工艺的映射关系。
[0055]
在实际应用中,终端设备可以根据多组试验结果中的冷却时间绘制出向真空炉内充入的冷却介质的压力、目标温度和冷却时间的表格。然后,通过技术人员分析确定,若在某一向真空炉内充入的冷却介质的压力下,目标温度900℃~1300℃的冷却时间数据中有至少75%的数据落在(0,30]min,则对应的空气炉的冷却方式为水冷。若在某一向真空炉内充入的冷却介质的压力下,目标温度900℃~1300℃的冷却时间数据中有至少75%的数据落在(30,45]min,则对应空气炉的冷却方式为空冷。若在某一向真空炉内充入的冷却介质的压力下,目标温度900℃~1300℃的冷却时间数据中有至少75%的数据落在(45,120]min,则对应的空气炉的冷却方式为炉冷。至此,建立了空气炉热处理工艺与真空炉的热处理工艺的映射关系。
[0056]
下面结合实例对本发明实施例中的增材制造高温合金的热处理方法进行进一步的说明。
[0057]
实施例1
[0058]
在本实施例中,采用的真空高压气淬炉的最大冷却介质压力为6atm,最大装炉量为500kg。采用的冷却介质为氩气,采用的标准试验料为厚度为20mm板材状的gh4169标准试
验料。目标温度的取值为900℃、1000℃、1100℃、1200℃,向真空炉内充入的冷却介质的压力(即气淬压力)取值为1atm、2atm、3atm、4atm、5atm、6atm。本发明实施例提供的增材制造高温合金的热处理方法的具体实施过程如下:
[0059]
步骤一:根据最大装炉量,向炉内装入150kg、厚度为20mm板材状的gh4169标准试验料,且标准试验料之间留有空隙,不能堆垛。
[0060]
步骤二:关闭炉门,启动真空泵组,对真空高压气淬炉进行抽真空处理,使炉内压强低于0.1pa。
[0061]
步骤三:对抽真空处理后的真空高压气淬炉进行阶梯式加热处理。具体的,从室温升温至500℃,并在500℃保温30min,继续升温至800℃,并保温30min,继续升温至目标温度900℃,并保温120min。其中,升温速率v≤10℃/min。
[0062]
步骤四:向炉内充入1atm氩气,并启动风机进行强制循环,直至炉内温度低于80℃。
[0063]
步骤五:根据真空炉的炉温曲线,计算出从目标温度降温至80℃所用的时间。
[0064]
步骤六:重复步骤一~步骤五,分别改变目标温度的取值和向真空炉内充入的冷却介质的压力的取值,进行单一变量试验。
[0065]
步骤七:根据试验结果,绘制出向真空炉内充入的冷却介质的压力、目标温度和冷却时间的表格,若在某一向真空炉内充入的冷却介质的压力下,目标温度900℃~1300℃的冷却时间数据中有至少75%的数据落在(0,30]min,则对应的空气炉的冷却方式为水冷。若在某一向真空炉内充入的冷却介质的压力下,目标温度900℃~1300℃的冷却时间数据中有至少75%的数据落在(30,45]min,则对应空气炉的冷却方式为空冷。若在某一向真空炉内充入的冷却介质的压力下,目标温度900℃~1300℃的冷却时间数据中有至少75%的数据落在(45,120]min,则对应的空气炉的冷却方式为炉冷。至此,建立了空气炉热处理工艺与真空炉的热处理工艺的映射关系,如表1所示。
[0066]
表1映射关系图
[0067][0068]
由表1可知,向真空炉内充入的冷却介质的压力(即气淬压力)为1atm的冷却效果等效于高温合金的炉冷效果,向真空炉内充入的冷却介质的压力(即气淬压力)为2atm的冷却效果等效于高温合金的空冷效果,向真空炉内充入的冷却介质的压力(即气淬压力)大于2atm的冷却效果等效于高温合金的水冷效果。反之,也可以根据空气炉的实验结果,对比表1,快速的确定相应的真空炉的热处理工艺参数。
[0069]
实施例2
[0070]
在本实施例中,采用的真空高压气淬炉的最大冷却介质压力为6atm,最大装炉量为500kg。采用的冷却介质为氮气,采用的标准试验料为厚度为25mm板材状的gh3625标准试
验料。目标温度的取值为950℃、1050℃、1150℃、1250℃,向真空炉内充入的冷却介质的压力(即气淬压力)取值为1atm、2atm、3atm、4atm、5atm、6atm。本发明实施例提供的增材制造高温合金的热处理方法的具体实施过程如下:
[0071]
步骤一:根据最大装炉量,向炉内装入150kg、厚度为25mm板材状的gh3625标准试验料,且标准试验料之间留有空隙,不能堆垛。
[0072]
步骤二:关闭炉门,启动真空泵组,对真空高压气淬炉进行抽真空处理,使炉内压强低于0.1pa。
[0073]
步骤三:对抽真空处理后的真空高压气淬炉进行阶梯式加热处理。具体的,从室温升温至400℃,并在400℃保温40min,继续升温至700℃,并保温40min,继续升温至目标温度950℃,并保温140min。其中,升温速率v≤10℃/min。
[0074]
步骤四:向炉内充入1atm氮气,并启动风机进行强制循环,直至炉内温度低于80℃。
[0075]
步骤五:根据真空炉的炉温曲线,计算出从目标温度降温至80℃所用的时间。
[0076]
步骤六:重复步骤一~步骤五,分别改变目标温度的取值和向真空炉内充入的冷却介质的压力的取值,进行单一变量试验。
[0077]
步骤七:根据试验结果,绘制出向真空炉内充入的冷却介质的压力、目标温度和冷却时间的表格,若在某一向真空炉内充入的冷却介质的压力下,目标温度900℃~1300℃的冷却时间数据中有至少75%的数据落在(0,30]min,则对应的空气炉的冷却方式为水冷。若在某一向真空炉内充入的冷却介质的压力下,目标温度900℃~1300℃的冷却时间数据中有至少75%的数据落在(30,45]min,则对应空气炉的冷却方式为空冷。若在某一向真空炉内充入的冷却介质的压力下,目标温度900℃~1300℃的冷却时间数据中有至少75%的数据落在(45,120]min,则对应的空气炉的冷却方式为炉冷。至此,建立了空气炉热处理工艺与真空炉的热处理工艺的映射关系,如表2所示。
[0078]
表2映射关系图
[0079][0080]
由表2可知,向真空炉内充入的冷却介质的压力(即气淬压力)为1atm的冷却效果等效于高温合金的炉冷效果,向真空炉内充入的冷却介质的压力(即气淬压力)为2atm的冷却效果等效于高温合金的空冷效果,向真空炉内充入的冷却介质的压力(即气淬压力)大于2atm的冷却效果等效于高温合金的水冷效果。反之,也可以根据空气炉的实验结果,对比表2,快速的确定相应的真空炉的热处理工艺参数。
[0081]
实施例3
[0082]
在本实施例中,采用的真空高压气淬炉的最大冷却介质压力为6atm,最大装炉量为500kg。采用的冷却介质为氩气,采用的标准试验料为厚度为30mm棒材状的gh3536标准试
验料。目标温度的取值为970℃、1070℃、1170℃、1270℃,向真空炉内充入的冷却介质的压力(即气淬压力)取值为1atm、2atm、3atm、4atm、5atm、6atm。本发明实施例提供的增材制造高温合金的热处理方法的具体实施过程如下:
[0083]
步骤一:根据最大装炉量,向炉内装入150kg、厚度为30mm棒材状的gh3536标准试验料,且标准试验料之间留有空隙,不能堆垛。
[0084]
步骤二:关闭炉门,启动真空泵组,对真空高压气淬炉进行抽真空处理,使炉内压强低于0.1pa。
[0085]
步骤三:对抽真空处理后的真空高压气淬炉进行阶梯式加热处理。具体的,从室温升温至600℃,并在600℃保温20min,继续升温至900℃,并保温20min,继续升温至目标温度970℃,并保温100min。其中,升温速率v≤10℃/min。
[0086]
步骤四:向炉内充入1atm氩气,并启动风机进行强制循环,直至炉内温度低于80℃。
[0087]
步骤五:根据真空炉的炉温曲线,计算出从目标温度降温至80℃所用的时间。
[0088]
步骤六:重复步骤一~步骤五,分别改变目标温度的取值和向真空炉内充入的冷却介质的压力的取值,进行单一变量试验。
[0089]
步骤七:根据试验结果,绘制出向真空炉内充入的冷却介质的压力、目标温度和冷却时间的表格,若在某一向真空炉内充入的冷却介质的压力下,目标温度900℃~1300℃的冷却时间数据中有至少75%的数据落在(0,30]min,则对应的空气炉的冷却方式为水冷。若在某一向真空炉内充入的冷却介质的压力下,目标温度900℃~1300℃的冷却时间数据中有至少75%的数据落在(30,45]min,则对应空气炉的冷却方式为空冷。若在某一向真空炉内充入的冷却介质的压力下,目标温度900℃~1300℃的冷却时间数据中有至少75%的数据落在(45,120]min,则对应的空气炉的冷却方式为炉冷。至此,建立了空气炉热处理工艺与真空炉的热处理工艺的映射关系,如表3所示。
[0090]
表3映射关系图
[0091][0092]
由表3可知,向真空炉内充入的冷却介质的压力(即气淬压力)为1atm的冷却效果等效于高温合金的炉冷效果,向真空炉内充入的冷却介质的压力(即气淬压力)为2atm的冷却效果等效于高温合金的空冷效果,向真空炉内充入的冷却介质的压力(即气淬压力)大于2atm的冷却效果等效于高温合金的水冷效果。反之,也可以根据空气炉的实验结果,对比表3,快速的确定相应的真空炉的热处理工艺参数。
[0093]
综上,本发明提供的增材制造高温合金的热处理方法中,通过对调试好的装有标准试验料的真空炉进行抽真空处理,达到真空条件后,再根据真空炉的加热要求,对抽真空处理后的真空炉进行阶梯式加热处理,然后,再根据真空炉的冷却要求,向真空炉内充入冷
却介质对加热处理后的真空炉内的标准试验料进行冷却处理,得到真空炉的炉温曲线,从而得到冷却时间,最后,通过更新目标温度t1或向真空炉内充入的冷却介质的压力后,进行单一变量实验,得到多组试验结果,通过对该多组试验结果进行分析,确定向真空炉内充入的冷却介质的压力、目标温度t1和冷却时间的表格,从而得到该真空炉的“使用手册”。然后,通过与空气炉的冷却方式对应后,得到高温合金的空气炉热处理工艺和高温合金的真空炉热处理工艺的映射关系。在实际应用中,例如,需要热处理的高温合金为a,对a进行空气炉实验,确定a的空气炉热处理工艺后,对应即可确定a的真空炉热处理工艺的冷却介质的压力、目标温度t1和冷却时间。在此基础上,由于真空状态传热不太好,因此,本发明的增材制造高温合金的热处理方法中通过控制升温速率和阶梯式升温的方法减慢升温速度,使得炉料内部和表层温度均匀。
[0094]
因此,通过本发明中的增材制造高温合金的热处理方法,通用性较强,工程化程度高,同时,可以形成一种检索式、手册式的技术数据,有限减少了真空热处理的实验次数,降低了生产成本,缩短了周期,尤其对新材料的研发非常友好。
[0095]
上述主要从终端设备100的角度对本发明实施例提供的方案进行了介绍。可以理解的是,终端设备100为了实现上述功能,其包含了执行各个功能相应的硬件结构和/或软件模块。本领域技术人员应该很容易意识到,结合本文中所公开的实施例描述的各示例的单元及算法步骤,本发明能够以硬件或硬件和计算机软件的结合形式来实现。某个功能究竟以硬件还是计算机软件驱动硬件的方式来执行,取决于技术方案的特定应用和设计约束条件。专业技术人员可以对每个特定的应用来使用不同方法来实现所描述的功能,但是这种实现不应认为超出本发明的范围。
[0096]
本发明实施例可以根据上述方法示例对终端设备100进行功能模块的划分,例如,可以对应各个功能划分各个功能模块,也可以将两个或两个以上的功能集成在一个处理模块中。上述集成的模块既可以采用硬件的形式实现,也可以采用软件功能模块的形式实现。需要说明的是,本发明实施例中对模块的划分是示意性的,仅仅为一种逻辑功能划分,实际实现时可以有另外的划分方式。
[0097]
在采用对应集成单元的情况下,图3示出本发明实施例提供的增材制造高温合金的热处理控制装置300的结构框图。该增材制造高温合金的热处理控制装置300可以为图1所示终端设备100,也可以为应用于图1所示终端设备100的芯片。
[0098]
如图3所示,该增材制造高温合金的热处理控制装置300包括:通信单元301和处理单元302。可选的,该增材制造高温合金的热处理控制装置300还可以包括存储单元303,用于存储增材制造高温合金的热处理控制装置300的程序代码和数据。
[0099]
在一种示例中,如图3所示,上述处理单元302用于支持增材制造高温合金的热处理控制装置300执行上述实施例中由图1所示终端设备100执行的步骤110-步骤160。
[0100]
其中,处理单元302可以是处理器或控制器,例如可以是中央处理器(central processing unit,cpu),通用处理器,数字信号处理器(digital signal processor,dsp),专用集成电路(application-specific integrated circuit,asic),现场可编程门阵列(field programmable gate array,fpga)或者其他可编程逻辑器件、晶体管逻辑器件、硬件部件或者其任意组合。其可以实现或执行结合本发明公开内容所描述的各种示例性的逻辑方框,模块和电路。处理器也可以是实现计算功能的组合,例如包含一个或多个微处理器
组合,dsp和微处理器的组合等等。通信单元301可以是收发器、收发电路或通信接口等。存储单元303可以是存储器。
[0101]
当处理单元302为处理器,通信单元301为收发器,存储单元303为存储器时,本发明实施例所涉及的增材制造高温合金的热处理装置300可以为图4所示的终端设备的硬件结构示意图。
[0102]
图4示出了本发明实施例提供的终端设备100的硬件结构示意图。如图4所示,该终端设备100包括处理器110和通信接口130。
[0103]
如图4所示,上述处理器110可以是一个通用中央处理器(central processing unit,cpu),微处理器,专用集成电路(application-specific integrated circuit,asic),或一个或多个用于控制本发明方案程序执行的集成电路。上述通信接口可以为一个或多个。通信接口130可使用任何收发器一类的装置,用于与其他设备或通信网络通信。
[0104]
如图4所示,上述终端设备100还可以包括通信线路140。通信线路140可包括一通路,在上述组件之间传送信息。
[0105]
可选的,如图4所示,该终端设备100还可以包括存储器120。存储器120用于存储执行本发明方案的计算机执行指令,并由处理器110来控制执行。处理器110用于执行存储器120中存储的计算机执行指令,从而实现本发明实施例提供的方法。
[0106]
如图4所示,存储器120可以是只读存储器(read-only memory,rom)或可存储静态信息和指令的其他类型的静态存储设备,随机存取存储器(random access memory,ram)或者可存储信息和指令的其他类型的动态存储设备,也可以是电可擦可编程只读存储器(electrically erasable programmable read-only memory,eeprom)、只读光盘(compact disc read-only memory,cd-rom)或其他光盘存储、光碟存储(包括压缩光碟、激光碟、光碟、数字通用光碟、蓝光光碟等)、磁盘存储介质或者其他磁存储设备、或者能够用于携带或存储具有指令或数据结构形式的期望的程序代码并能够由计算机存取的任何其他介质,但不限于此。存储器120可以是独立存在,通过通信线路140与处理器110相连接。存储器120也可以和处理器集成在一起。
[0107]
可选的,本发明实施例中的计算机执行指令也可以称之为应用程序代码,本发明实施例对此不作具体限定。
[0108]
在具体实现中,作为一种实施例,如图4所示,处理器110可以包括一个或多个cpu,如图4中的cpu0和cpu1。
[0109]
在具体实现中,作为一种实施例,如图4所示,终端设备100可以包括多个处理器,如图4中的处理器110和处理器150。这些处理器中的每一个可以是一个单核处理器,也可以是一个多核处理器。
[0110]
图5是本发明实施例提供的芯片700的结构示意图。如图5所示,该芯片700包括一个或两个以上(包括两个)处理器710和通信接口720。
[0111]
可选的,如图5所示,该芯片700还包括存储器730,存储器730可以包括只读存储器730和随机存取存储器730,并向处理器710提供操作指令和数据。存储器的一部分还可以包括非易失性随机存取存储器(non-volatile random access memory,nvram)。
[0112]
在一些实施方式中,如图5所示,存储器730存储了如下的元素,执行模块或者数据结构,或者他们的子集,或者他们的扩展集。
[0113]
在本发明实施例中,如图5所示,通过调用存储器730存储的操作指令(该操作指令可存储在操作系统中),执行相应的操作。
[0114]
如图5所示,处理器710控制终端设备100中任一个的处理操作,处理器710还可以称为中央处理单元(central processing unit,cpu)。
[0115]
如图5所示,存储器730可以包括只读存储器和随机存取存储器,并向处理器710提供指令和数据。存储器730的一部分还可以包括nvram。例如应用中存储器730、通信接口720以及存储器730通过总线系统耦合在一起,其中总线系统除包括数据总线之外,还可以包括电源总线、控制总线和状态信号总线等。但是为了清楚说明起见,在图5中将各种总线都标为总线系统740。
[0116]
如图5所示,上述本发明实施例揭示的方法可以应用于处理器710中,或者由处理器710实现。处理器710可能是一种集成电路芯片700,具有信号的处理能力。在实现过程中,上述方法的各步骤可以通过处理器710中的硬件的集成逻辑电路或者软件形式的指令完成。上述的处理器710可以是通用处理器、数字信号处理器(digital signal processing,dsp)、asic、现成可编程门阵列(field-programmable gate array,fpga)或者其他可编程逻辑器件、分立门或者晶体管逻辑器件、分立硬件组件。可以实现或者执行本发明实施例中的公开的各方法、步骤及逻辑框图。通用处理器可以是微处理器或者该处理器也可以是任何常规的处理器等。结合本发明实施例所公开的方法的步骤可以直接体现为硬件译码处理器执行完成,或者用译码处理器中的硬件及软件模块组合执行完成。软件模块可以位于随机存储器,闪存、只读存储器,可编程只读存储器或者电可擦写可编程存储器、寄存器等本领域成熟的存储介质中。该存储介质位于存储器730,处理器710读取存储器730中的信息,结合其硬件完成上述方法的步骤。
[0117]
本发明实施例还提供一种计算机可读存储介质,计算机可读存储介质中存储有指令,当指令被运行时,实现上述实施例中由终端设备100执行的功能。
[0118]
一方面,提供一种芯片700,该芯片700应用于终端设备100中,芯片700包括至少一个处理器710和通信接口720,通信接口720和至少一个处理器710耦合,处理器710用于运行指令,以实现上述实施例中由终端设备100执行的功能。
[0119]
在上述实施例中,可以全部或部分地通过软件、硬件、固件或者其任意组合来实现。当使用软件实现时,可以全部或部分地以计算机程序产品的形式实现。计算机程序产品包括一个或多个计算机程序或指令。在计算机上加载和执行计算机程序或指令时,全部或部分地执行本发明实施例的流程或功能。计算机可以是通用计算机、专用计算机、计算机网络、终端、用户设备或者其它可编程装置。计算机程序或指令可以存储在计算机可读存储介质中,或者从一个计算机可读存储介质向另一个计算机可读存储介质传输,例如,计算机程序或指令可以从一个网站站点、计算机、服务器或数据中心通过有线或无线方式向另一个网站站点、计算机、服务器或数据中心进行传输。计算机可读存储介质可以是计算机能够存取的任何可用介质或者是集成一个或多个可用介质的服务器、数据中心等数据存储设备。可用介质可以是磁性介质,例如,软盘、硬盘、磁带;也可以是光介质,例如,数字视频光盘(digital video disc,dvd);还可以是半导体介质,例如,固态硬盘(solid state drive,ssd)。
[0120]
尽管在此结合各实施例对本发明进行了描述,然而,在实施所要求保护的本发明
过程中,本领域技术人员通过查看附图、公开内容、以及所附权利要求书,可理解并实现公开实施例的其他变化。在权利要求中,“包括”(comprising)一词不排除其他组成部分或步骤,“一”或“一个”不排除多个的情况。单个处理器或其他单元可以实现权利要求中列举的若干项功能。相互不同的从属权利要求中记载了某些措施,但这并不表示这些措施不能组合起来产生良好的效果。
[0121]
尽管结合具体特征及其实施例对本发明进行了描述,显而易见的,在不脱离本发明的精神和范围的情况下,可对其进行各种修改和组合。相应地,本说明书和附图仅仅是所附权利要求所界定的本发明的示例性说明,且视为已覆盖本发明范围内的任意和所有修改、变化、组合或等同物。显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包括这些改动和变型在内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
