1.本发明属于喷丸强化技术领域,具体涉及一种叶片进排气边喷丸保护装置。
背景技术:
2.喷丸强化可以有效的提高零件的疲劳寿命。叶片在喷丸过程中,进排气未采用防护措施时,进排气边边缘薄弱容易受到弹丸冲击损伤进排气产生卷边、褶皱、变形等现象,从而降低叶片疲劳寿命。橡胶材料具有弹性高、韧性好、密度小、耐腐蚀性好、成型性好、化学稳定性好等特点。
技术实现要素:
3.本发明的目的在于解决在叶片喷丸过程中,因进排气边边缘薄弱容易受到弹丸冲击损伤进排气产生卷边、褶皱现象,提供一种叶片进排气边喷丸保护装置。
4.一种叶片进排气边喷丸保护装置,包括保护胶条与万向保护连接杆;所述保护胶条前端开设有槽口,在槽口后方开设有缓冲孔和定位孔;所述万向保护连接杆安装在叶片喷丸装置上,万向保护连接杆与保护胶条的定位孔连接;在叶片喷丸过程中,通过万向保护连接杆调节保护胶条,保证叶片的进排气边完全在保护胶条的槽口内,使保护胶条的槽口接触并紧贴叶片的进排气边,保护胶条的方向始终与叶片型线匹配,在喷丸过程中使弹丸无法直接喷射在叶片的进排气边,避免了叶片的进排气边边缘受到弹丸直接或反弹冲击损伤。
5.进一步地,所述保护胶条的槽口采用等腰梯形槽口,槽深为h,即等腰梯形的高,h≥1mm;槽口宽为l,l≥1mm;在保护胶条与叶片软接触过程中,等腰梯形槽口两侧收缩,在喷丸过程中使弹丸无法直接喷射在零件进排气边,避免了进排气边边缘产生卷边、褶皱、变形现象,并最大限度的保持了叶片强化的效果。
6.进一步地,所述保护胶条的缓冲孔采用椭圆形或长方形结构,以便槽口受力时增加保护胶条槽口弹性,可接触挤压叶片进排气边减少弹丸侵入;所述缓冲孔与槽口之间的厚度为d,d选择范围在0.5~2mm。
7.进一步地,所述保护胶条的槽口、缓冲孔、定位孔均在注塑成型时完成;所述保护胶条的形状与叶片形状适配,保护胶条的最低端应与叶片的叶根底部齐平,保护胶条的长度为s1,叶片的叶身高度为s2,1.2s2≤s1≤2s2。
8.进一步地,所述保护胶条的材料选择邵氏硬度在30~70ha的橡胶材料。
9.进一步地,所述万向保护连接杆包括套棒、连接杆、固定杆、夹紧块、连接短杆;所述套棒自由端方向自由向下,套棒安装在保护胶条的定位孔中,且与定位孔过盈配合;所述套棒的上端通过第一内六角螺栓与所述连接杆的一端连接,连接杆的另一端通过配合套、第二内六角螺栓与连接短杆连接;所述配合套套在连接短杆上并设置一同轴的中心孔a贯通配合套连接短杆,配合套与连接短杆通过中心孔a与连接杆相连;所述夹紧块的开口端套装在固定杆上,夹紧块的另一端与连接短杆连接;通过控制第一内六角螺栓、第二内六角螺
栓,从而调节连接杆与固定杆达到任意方向的调控;所述固定杆通过固定螺母安装在叶片喷丸装置上。
10.进一步地,所述万向保护连接杆的材料屈服强度不低于235mpa。
11.本发明的有益效果在于:
12.本发明提供了一种叶片进排气边喷丸保护装置,通过保护胶条软接触叶片,通过万向保护连接杆调节保护胶条方向,使其与叶片型线匹配,在喷丸过程中使弹丸无法直接喷射在叶片的进排气边,避免了叶片的进排气边边缘受到弹丸直接或反弹冲击损伤从而产生卷边、褶皱、变形等现象,并最大限度的保持了叶片强化的效果。本发明时具有很好的通用性,可用于多种型线的叶片进排气边在喷丸强化过程中的保护,且加工便捷、操作简单、通用性好、便于拆卸与维护,既提高了产品质量,又降低了制造成本。
附图说明
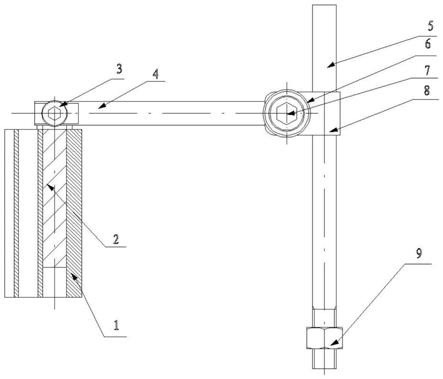
13.图1为本发明的主视图。
14.图2为本发明中保护胶条的示意图。
15.图3为本发明中万向保护连接杆的俯视图;。
具体实施方式
16.下面结合附图对本发明做进一步描述。
17.本发明提供了一种叶片进排气边喷丸保护装置,用于叶片进排气边在喷丸强化过程中的保护,避免了进排气边边缘受到弹丸直接或反弹冲击损伤从而产生卷边、褶皱、变形等现象,并最大限度的保持了叶片强化的效果。
18.实施例1:
19.一种叶片进排气边喷丸保护装置,包括保护胶条1与万向保护连接杆;所述保护胶条1前端开设有槽口1-1,在槽口后方开设有缓冲孔1-2和定位孔1-3;所述万向保护连接杆安装在叶片喷丸装置上,万向保护连接杆与保护胶条1的定位孔1-3连接;在叶片喷丸过程中,通过万向保护连接杆调节保护胶条1,保证叶片的进排气边完全在保护胶条1的槽口1-1内,使保护胶条1的槽口1-1接触并紧贴叶片的进排气边,保护胶条1的方向始终与叶片型线匹配,在喷丸过程中使弹丸无法直接喷射在叶片的进排气边,避免了叶片的进排气边边缘受到弹丸直接或反弹冲击损伤。
20.实施例2:
21.进一步地,所述保护胶条1的槽口1-1采用等腰梯形槽口,槽深为h,即等腰梯形的高,h≥1mm;槽口宽为l,l≥1mm;在保护胶条1与叶片软接触过程中,等腰梯形槽口两侧收缩,在喷丸过程中使弹丸无法直接喷射在零件进排气边,避免了进排气边边缘产生卷边、褶皱、变形现象,并最大限度的保持了叶片强化的效果。
22.实施例3:
23.进一步地,所述保护胶条1的缓冲孔1-2采用椭圆形或长方形结构,以便槽口1-1受力时增加保护胶条1槽口1-1弹性,可接触挤压叶片进排气边减少弹丸侵入;所述缓冲孔1-2与槽口1-1之间的厚度为d,d选择范围在0.5~2mm。
24.实施例4:
25.进一步地,所述保护胶条1的槽口1-1、缓冲孔1-2、定位孔1-3均在注塑成型时完成;所述保护胶条1的形状与叶片形状适配,保护胶条1的最低端应与叶片的叶根底部齐平,保护胶条的长度为s1,叶片的叶身高度为s2,1.2s2≤s1≤2s2。
26.实施例5:
27.进一步地,所述保护胶条1的材料选择邵氏硬度在30~70ha的橡胶材料。
28.实施例6:
29.结合图1和图2、图3,本发明的一种叶片进排气边喷丸保护装置包括图中保护胶条1、槽口1-1、缓冲孔1-2、定位孔1-3、套棒2、第一内六角螺栓3、连接杆4、固定杆5、垫片6、第二内六角螺栓7、夹紧块8、固定螺母9、连接短杆10和配合套11。
30.将保护胶条1套入套棒2中,保护胶条1中定位孔1-3与套棒2过盈配合,利用固定杆5与固定螺母9,将此万向保护连接杆固定在某种叶片喷丸工装上,调节保护胶条1贴合叶片进排气边,固定后将此装置连同叶片一起进行喷丸加工,以保护叶片进排气保护边在喷丸过程中不受损伤。
31.所述槽口1-1、缓冲孔1-2、定位孔1-3均在注塑成型时完成。根据叶片进排气边保大小与形状选择槽口1-1方式,保护胶条槽口1-1优先采用等腰梯形槽口,槽深为h,即等腰梯形的高,h≥1mm;槽口宽为,l≥1mm。缓冲孔1-2采用椭圆形或长方形结构,以便槽口受力时增加本保护装置保护胶条槽口弹性,可接触挤压叶片进排气边减少弹丸侵入。缓冲孔1-2与槽口1-1之间的厚度为d,d选择范围在0.5~2mm。根据叶片加工条件选择保护胶条1的材料,可选邵氏硬度在30~70ha的橡胶材料,耐油环境可选丁晴橡胶。
32.所述万向保护连接杆的夹紧块8套装在固定杆5上,第二内六角螺栓7与连接短杆10螺纹连接,配合套11套在连接短杆10并设置一同轴的中心孔a贯通配合套11与连接短杆10,第二内六角螺栓7与连接短杆10之间设有垫片6,夹紧块8的开口端套在固定杆5上,配合套11与连接短杆10通过中心孔a同连接杆4相连,连接杆4通过第二内六角螺栓7与连接短杆10可拆卸连接,连接杆4的另一端加工有通孔b,第一内六角螺栓3通过通孔b与套棒1螺纹连接且可拆卸。通过控制第一内六角螺栓3与第二内六角螺栓7,从而调节连接杆4与固定杆5达到任意方向的调控。
33.利用固定螺母9将保护装置固定在原有喷丸工装置上,调节保护胶条1使得叶片进排气边贴合,得到有效防护。所述套棒2与保护胶条1的自由端方向自由向下。更换叶片时,重新固定叶片榫头,必要时更换保护胶条1、微调叶片进排气边保护胶条1,喷丸加工完成后最后将本发明从机床上卸下,清理待用。
34.本发明在使用前要预先完成喷丸准备,先将叶片装入相应的喷丸保护装置中,然后将本发明所述的进排气边保护装置固定在叶片喷丸保护装置上。本发明所述的进排气边保护装置中的通过保护胶条与万向保护连接配套,利用保护胶条接触零件,利用万向保护连接调节保护胶条方向,使得与叶片型线匹配。在保护胶条与叶片软接触过程中,等腰梯形槽口两侧收缩,在喷丸过程中使弹丸无法直接喷射在零件进排气边,避免了进排气边边缘产生卷边、褶皱、变形等现象,提高了产品质量;并最大限度的保持了叶片强化的效果。达到了叶片进排气喷丸保护的目的。
35.实施例7:
36.所述万向保护连接杆中的套棒2、第一内六角螺栓3、连接杆4、固定杆5、垫片6、第
二内六角螺栓7、夹紧块8、固定螺母9、连接短杆10和配合套11选取经济型钢材,推荐使用q235、45钢,材料屈服强度不低于235mpa。
37.本发明通过保护胶条软接触叶片,通过万向保护连接调节保护胶条方向,使得与叶片型线匹配。本发明具有很好的通用性,可用于多种型线的叶片,且加工便捷、操作简单、通用性好、便于拆卸与维护,既提高了产品质量,又降低了制造成本。
38.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。