1.本实用新型涉及工程机械焊接结构件领域,具体涉及一种工程机械结构件焊接用反变形机构。
背景技术:
2.工程机械中对于大型结构件焊接变形,多采用焊后火焰校型工艺。火焰校型工艺气体成本高、冷却时间长、环境污染、且温度较高时有改变母材成分,导致材料强度或韧性降低质量风险,同时火焰校型工艺操作难度高,校型后产品尺寸一致性难以保证。
技术实现要素:
3.针对上述存在的技术不足,本实用新型的目的是提供一种工程机械结构件焊接用反变形机构,其利用左旋螺纹和右旋螺纹原理,达到焊接反变形定位,避免焊接后火焰校型,节约了大量成本。
4.为解决上述技术问题,本实用新型采用如下技术方案:
5.本实用新型提供一种工程机械结构件焊接用反变形机构,包括中间杆体,所述中间杆体的两端分别固定有螺纹套筒;
6.其中一个所述螺纹套筒在其远离中间杆体的一端左旋螺纹连接有左旋丝杆;
7.另一个所述螺纹套筒在其远离中间杆体的一端右旋螺纹连接有右旋丝杆;
8.所述左旋丝杆、右旋丝杆在其远离相邻螺纹套筒的一端均固定有定位卡口,两个所述定位卡口的开口背向设置;
9.所述中间杆体的中部设有加力杆。
10.优选地,所述定位卡口选用u型卡件。
11.优选地,所述中间杆体选用空心无缝钢管,所述中间杆体上开有若干与加力杆螺纹适配并供其穿过的通孔。
12.优选地,所述螺纹套筒与中间杆体的固定方式为焊接固定。
13.优选地,所述定位卡口与左旋丝杆、右旋丝杆的固定方式为可拆卸式固定。
14.优选地,所述中间杆体由若干节钢管拼装组成。
15.本实用新型的有益效果在于:本机构利用左旋螺纹和右旋螺纹的原理,旋转中间杆体,使得两侧的定位卡口向相反方向移动,定位卡口将工件尺寸放大,进而达到焊接反变形的效果,其结构简单实用,便于推广。
附图说明
16.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
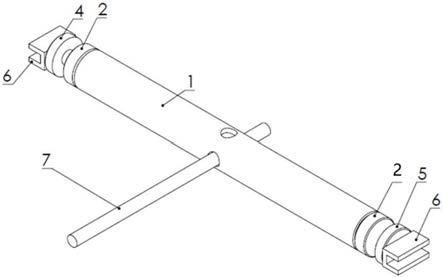
17.图1为本实用新型实施例提供的一种工程机械结构件焊接用反变形机构的结构示意图;
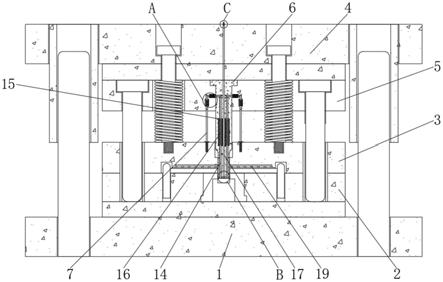
18.图2为本实用新型实施例提供的一种工程机械结构件焊接用反变形机构使用示意图。
19.附图标记说明:
20.1、中间杆体;2、螺纹套筒;4、左旋丝杆;5、右旋丝杆;6、定位卡口;7、加力杆。
具体实施方式
21.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
22.如图1所示,一种工程机械结构件焊接用反变形机构,包括由空心无缝钢管制成的中间杆体1,所述中间杆体1的中部设有加力杆7,所述中间杆体1的两端分别焊接固定有螺纹套筒2;
23.其中一个所述螺纹套筒2在其远离中间杆体1的一端左旋螺纹连接有左旋丝杆4;
24.另一个所述螺纹套筒2在其远离中间杆体1的一端右旋螺纹连接有右旋丝杆4;
25.所述左旋丝杆4、右旋丝杆5在其远离相邻螺纹套筒2的一端均固定有定位卡口6,所述定位卡口6选用u型卡件,两个所述定位卡口6的开口背向设置;
26.所述中间杆体1上开有若干与加力杆7螺纹适配并供其穿过的通孔。
27.所述定位卡口6与左旋丝杆4、右旋丝杆5的固定方式为可拆卸式固定,选用不同尺寸的定位卡口6来适配不同的工件。
28.所述中间杆体1由若干节钢管拼装组成,便于调整长度,适用不同的工件尺寸。
29.使用时,将本机构两侧的定位卡口6分别卡住工件两侧,将加力杆7穿入中间杆体1孔内,顺时针旋转,利用左旋丝杆4和右旋丝杆5分别带动定位卡口6向相反方向移动,将工件尺寸放大,达到焊接反变形的效果。
30.显然,本领域的技术人员可以对本实用新型进行各种改动和变型而不脱离本实用新型的精神和范围。这样,倘若本实用新型的这些修改和变型属于本实用新型权利要求及其等同技术的范围之内,则本实用新型也意图包含这些改动和变型在内。
技术特征:
1.一种工程机械结构件焊接用反变形机构,其特征在于:包括中间杆体(1),所述中间杆体(1)的两端分别固定有螺纹套筒(2);其中一个所述螺纹套筒(2)在其远离中间杆体(1)的一端左旋螺纹连接有左旋丝杆(4);另一个所述螺纹套筒(2)在其远离中间杆体(1)的一端右旋螺纹连接有右旋丝杆(5);所述左旋丝杆(4)、右旋丝杆(5)在其远离相邻螺纹套筒(2)的一端均固定有定位卡口(6),两个所述定位卡口(6)的开口背向设置;所述中间杆体(1)的中部设有加力杆(7)。2.如权利要求1所述的一种工程机械结构件焊接用反变形机构,其特征在于:所述定位卡口(6)选用u型卡件。3.如权利要求1所述的一种工程机械结构件焊接用反变形机构,其特征在于:所述中间杆体(1)选用空心无缝钢管,所述中间杆体(1)上开有若干与加力杆(7)螺纹适配并供其穿过的通孔。4.如权利要求1所述的一种工程机械结构件焊接用反变形机构,其特征在于:所述螺纹套筒(2)与中间杆体(1)的固定方式为焊接固定。5.如权利要求1所述的一种工程机械结构件焊接用反变形机构,其特征在于:所述定位卡口(6)与左旋丝杆(4)、右旋丝杆(5)的固定方式为可拆卸式固定。6.如权利要求1所述的一种工程机械结构件焊接用反变形机构,其特征在于:所述中间杆体(1)由若干节钢管拼装组成。
技术总结
本实用新型公开了一种工程机械结构件焊接用反变形机构,包括中间杆体,中间杆体的两端分别固定有螺纹套筒;其中一个螺纹套筒远离中间杆体的一端左旋螺纹连接左旋丝杆;另一个螺纹套筒远离中间杆体的一端右旋螺纹连接右旋丝杆;左旋丝杆、右旋丝杆在其远离相邻螺纹套筒的一端均固定有定位卡口,两个定位卡口的开口背向设置;中间杆体的中部设有加力杆;本机构利用左旋螺纹和右旋螺纹原理,达到焊接反变形定位,避免了焊接后火焰校型,节约了大量成本。成本。成本。
技术研发人员:范俊俊 张士伟 李梅 张龙 王志
受保护的技术使用者:徐州博汇世通重工机械有限责任公司
技术研发日:2021.09.27
技术公布日:2022/3/1
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。