1.本实用新型涉及门扇冲压成型加工领域,特别是涉及一种防变形的门扇扣边冲压成型模具。
背景技术:
2.门扇的扣边是由冲压模具对门扇的扣边区进行冲压造型而成。由于门扇的扣边需要与门扇边缘平行,现有冲压模具的凸模和凹模均设置为与门扇扣边适配的平直型结构。但在实际加工过程中,门扇在冲压结束后,由于门扇板材的内应力释放不均匀,导致板材靠近门扇中心的部位形变较大,远离门扇中心的部位形变较小,使得原本平直的门扇扣边向门扇中心一侧发生弯曲,不再为平直状态,参见图4,图中a处为门板的扣边区,b处为门板的压花区,c处为扣边发生形变的区域。弯曲变形后的扣边无法达到生产要求,需要二次整形,故而急需一种防止门扇扣边变形的模具解决此问题。
技术实现要素:
3.本实用新型的目的在于提供一种防变形的门扇扣边冲压成型模具,以解决上述背景技术中提出的问题。
4.为实现上述目的,本实用新型提供如下技术方案:
5.一种防变形的门扇扣边冲压成型模具,所述门扇包括压花区和扣边区,所述冲压成型模具适用于对门扇的扣边区进行冲压造型,冲压成型模具包括上模、下模、用于对门扇进行定位的定位装置以及用于驱动冲压模具完成冲压动作的驱动装置;所述上模上设置有凸模,下模上设置有凹模;所述凹模上设置有圆弧形凹槽,凹模的上端面用于放置待加工的门扇;所述凸模上设置有与凹模尺寸相匹配的圆弧形凸块;所述圆弧形的方向与冲压结束凸模和凹模分离后门扇因自身内应力产生形变的方向相反。
6.所述门扇的扣边区面积小于压花区面积,门扇的扣边区冲压完成的扣边截面呈“几”字型。
7.所述门扇为冷轧板门扇,门扇的厚度为0.5mm~0.6mm。
8.所述圆弧形凹槽的内侧面半径为15626mm。
9.本实用新型的有益效果是:
10.将冲压模具设置为反向的圆弧形,可以对冲压结束后门扇产生的形变进行补偿,使扣边最终呈现平直状态,达到生产要求,无需二次整形,提高生产效率,适用于门扇扣边冲压成型的自动化生产。
附图说明
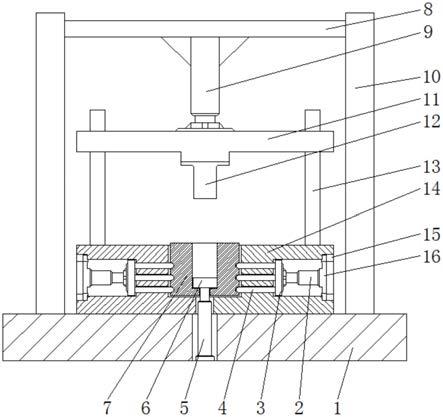
11.图1为本实用新型的结构示意图;
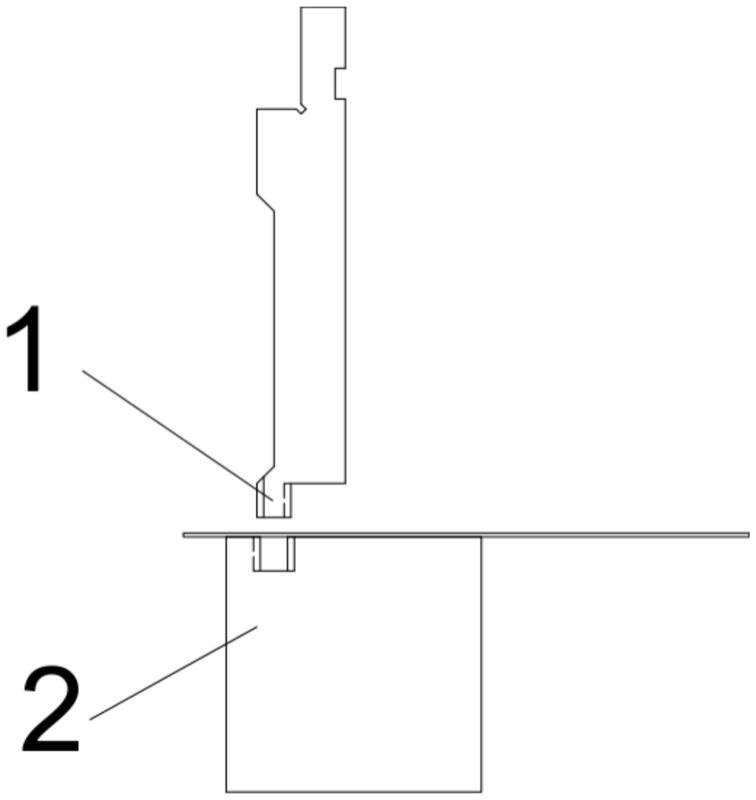
12.图2为本实用新型中门扇冲压结束后的结构示意图;
13.图3为本实用新型凹模的俯视图;
14.图4为采用传统冲压模具冲压完成的门扇俯视图。
15.图中: 1、凸模;2、凹模。
具体实施方式
16.下面结合附图进一步详细描述本实用新型的技术方案,但本实用新型的保护范围不局限于以下所述。
17.请参阅图1~图2,本实用新型实施例中提供一种防变形的门扇扣边冲压成型模具,所述门扇包括压花区和扣边区,门扇的扣边区面积小于压花区面积。所述冲压成型模具适用于对门扇的扣边区进行冲压造型,包括上模、下模、用于对门扇进行定位的定位装置以及用于驱动冲压模具完成冲压动作的驱动装置。定位装置和驱动装置均采用现有技术,在此不做赘述。
18.所述上模上设置有凸模1,下模上设置有凹模2,所述凹模2上设置有圆弧形凹槽,凹模2的上端面用于放置待加工的门扇;所述凸模1上设置有与凹模2尺寸相匹配的圆弧形凸块;所述圆弧形的方向与冲压结束后门扇因内应力产生形变的方向相反,参见图3,圆弧形凹槽的内侧面半径r为15626mm。
19.以距离门扇侧边30mm以内的区域为扣边区;门扇为冷轧板门扇,门扇的厚度为0.5mm~0.6mm。
20.参阅图1,冲压时,门扇从冲压模具的右端进料后水平放置于凹模2的上端面,此时门扇的扣边区位于左侧,压花区位于右侧。使用冲压模具的定位装置对门扇进行定位,以便门扇的扣边区对准凸模1和凹模2;启动驱动装置进行冲压。
21.参阅图2,图中d处为冲压成型的门扇扣边,扣边截面呈“几”字型。
22.冲压结束,凸模1与凹模2分离后,由于冷轧板的内应力释放不均匀,导致板材靠近门扇中心的部位形变量较大,远离门扇中心的部位形变量较小,如果采用传统的平直型模具,则冲压完成后的扣边会因为门扇形变不均而向门扇中心一侧发生弯曲,最终呈现为圆弧形,参见图4,图中a处为门扇的扣边区,b处为门扇的压花区,c处为门扇扣边发生形变的区域;而本实施例采用了反向的圆弧形模具,能够对扣边向门扇中心一侧发生的弯曲形变进行补偿,使得扣边最终呈现平直状态。
23.本实用新型的工作原理是:将冲压模具设置为与门扇扣边弯曲方向相反的圆弧形,可以抵消冲压结束后扣边产生的形变,使得扣边最终呈现平直状态,无需二次整形,提高生产效率。
24.以上所述仅是本实用新型的优选实施方式,应当理解本实用新型并非局限于本文所披露的形式,不应看作是对其他实施例的排除,而可用于各种其他组合、修改和环境,并能够在本文所述构想范围内,通过上述教导或相关领域的技术或知识进行改动。而本领域人员所进行的改动和变化不脱离本实用新型的精神和范围,则都应在本实用新型所附权利要求的保护范围内。
技术特征:
1.一种防变形的门扇扣边冲压成型模具,所述门扇包括压花区和扣边区,所述冲压成型模具适用于对门扇的扣边区进行冲压造型,冲压成型模具包括上模、下模、用于对门扇进行定位的定位装置以及用于驱动冲压模具完成冲压动作的驱动装置;所述上模上设置有凸模,下模上设置有凹模,其特征在于:所述凹模上设置有圆弧形凹槽,凹模的上端面用于放置待加工的门扇;所述凸模上设置有与凹模尺寸相匹配的圆弧形凸块;所述圆弧形的方向与冲压结束凸模和凹模分离后门扇因自身内应力产生形变的方向相反。2.根据权利要求1所述的一种防变形的门扇扣边冲压成型模具,其特征在于:所述门扇的扣边区面积小于压花区面积,门扇的扣边区冲压完成的扣边截面呈“几”字型。3.根据权利要求1所述的一种防变形的门扇扣边冲压成型模具,其特征在于:所述门扇为冷轧板门扇,门扇的厚度为0.5mm~0.6mm。4.根据权利要求1所述的一种防变形的门扇扣边冲压成型模具,其特征在于:所述圆弧形凹槽的内侧面半径为15626mm。
技术总结
本实用新型公开了一种防变形的门扇扣边冲压成型模具,所述门扇包括压花区和扣边区,所述冲压成型模具适用于对门扇的扣边区进行冲压造型,冲压成型模具包括上模、下模、用于对门扇定位的定位装置以及用于驱动冲压模具完成冲压动作的驱动装置;所述上模上设置有凸模,下模上设置有凹模;所述凹模上设置有圆弧形凹槽,所述凸模上设置有与凹模匹配的圆弧形凸块;所述圆弧形的方向与冲压结束后门扇因自身内应力产生形变的方向相反;所述门扇为冷轧板门扇,门扇厚度为0.5mm~0.6mm;所述圆弧形凹槽的内侧面半径为15626mm;本实用新型将冲压模具设置为反向的圆弧形,能够对冲压结束后门扇产生的形变进行补偿,使扣边最终呈现平直状态,无需二次整形,提高生产效率。提高生产效率。提高生产效率。
技术研发人员:吕林彬 吴焱
受保护的技术使用者:广西贵港和乐门业有限公司
技术研发日:2021.09.23
技术公布日:2022/2/25
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。