1.本实用新型属于非晶带材制备技术领域,具体涉及一种制备大宽度超薄非晶带材的冷却辊在线修复装置。
背景技术:
2.非晶态软磁带材作为一种重要的功能材料广泛应用于电力、电子、通讯、交通等领域。随着电子器件如各种开关电源转换器、滤波器、交直流转换器向高频化、小型化发展,要求使用厚度小于16μm的超薄非晶软磁带材,从而获得更低的高频损耗特性。
3.目前,非晶带材主要采用单辊快淬法生产,高温钢液经过喷嘴喷出,在高速旋转的铜辊上快速冷却形成非晶带材。从经济的角度来看,希望能够以大的连续带材长度生产带材,而在生产过程中带材的表面质量不出现负面变化。但是,由于冷却辊受到高温钢液的长时间冲刷而承受特殊热疲劳载荷,使得冷却辊表面出现热蚀坑等缺陷,导致辊面粗糙度会逐渐增加,这一方面会使冷却辊冷却能力降低,带材不能形成完全非晶结构,另一方面使后续喷制的带材表面质量恶化,严重时会造成带材撕裂甚至孔洞。因此,在生产过程中,必须控制冷却辊面在一定的粗糙度范围内。通常情况下,是在喷制完一炉带材后,才能对冷却辊进行修复,冷却辊面粗糙度在刚开始喷带时与喷带结束时的变化非常大,这给非晶带材的连续制备造成极大的不稳定性,特别是对于连续喷制大宽度超薄软磁带材的表面质量难以保证。
技术实现要素:
4.本实用新型的目的是提供一种制备大宽度超薄非晶带材的冷却辊在线修复装置,在制备大宽度非晶超薄带材时,可以实现冷却辊在线修复,使冷却辊表面在长时间喷带后仍保持良好状态,保证在制备大宽度超薄非晶带材时,带材的表面质量一致性很好,提升带材制备的稳定性。
5.为了实现上述目的,本实用新型提供了如下技术方案:
6.一种制备大宽度超薄非晶带材的冷却辊在线修复装置,该装置包括修抛轮和除尘部件,其中:第一修抛轮和第二修抛轮固定设置在冷却辊圆周外侧、带材剥离部件后方,所述第一修抛轮和第二修抛轮沿着冷却辊的转动方向顺序设置,分别具有用于冷却辊工作表面修复的粗抛光和精抛光的抛光面;第一修抛轮和第二修抛轮的端部分别设置有第一除尘部件和第二除尘部件;第一修抛轮和第二修抛轮之间的距离为冷却辊圆周周长的10%~50%。
7.所述第一修抛轮和第二修抛轮分别通过的第一弹性压杆和第二弹性压杆可调节的固定,弹性压杆用于调节修抛轮与冷却辊之间的接触摩擦力和距离,使修抛轮与冷却辊之间的距离从紧密接触直到不接触。
8.进行修复时,第一修抛轮和/或第二修抛轮的抛光面与冷却辊的工作表面紧密接触。
9.所述修抛轮的宽度为50~300mm。
10.冷却辊2经第一修抛轮修复后粗糙度小于0.2μm,经第二修抛轮修复后粗糙度小于0.05μm。
11.所述第一修抛轮和第二修抛轮的宽度与冷却辊宽度相同,二者转动方向相同,且各个修抛轮均与冷却辊的转动方向相反。
12.所述第一修抛轮和第二修抛轮均可以根据需要独立启动,分别进行修复处理。
13.该装置进一步具有第三修抛轮和/或第四修抛轮。
14.与现有技术相比,本实用新型的有益效果在于:
15.在冷却辊转动方向上设置有第一修抛轮和第二修抛轮,第一修抛轮用作冷却辊的粗抛光修复,第二修抛轮用以冷却辊的精抛光修复。第一修抛轮和第二修抛轮都采用弹性压杆支撑,可以进行修复接触力的调节。第一修抛轮和第二修抛轮的端部都设有除尘部件,可以将冷却辊修复过程中产生的微颗粒粉尘等加工残留物除去,以免有少量微颗粒粉尘贴附冷却辊表面而随冷却辊旋转进入后续喷带熔池中,造成带材质量缺陷问题。
16.本实用新型通过第一修抛轮和第二修抛轮实现在线抛光修复冷却辊,结构设计更加合理,在连续制备大宽度非晶超薄带材时,可以使冷却辊表面在长时间喷带后仍保持良好状态,保证所喷制带材的表面质量稳定,从而提高带材合格率和降低成本。
附图说明
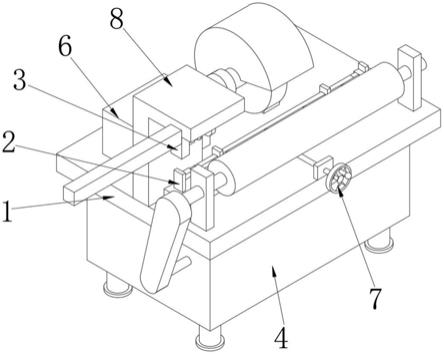
17.图1为本实用新型的制备大宽度超薄非晶带材的冷却辊在线修复装置的结构示意图。
18.附图标记:1、喷包,2、冷却辊,3、带材剥离部件,4、第一修抛轮,5、第一除尘部件,6、第一弹性压杆,7、第二弹性压杆,8、第二修抛轮,9、第二除尘部件。
具体实施方式
19.下面结合附图和实施例,对本实用新型的具体实施方式做进一步详细描述。
20.参考图1,本实用新型的大宽度超薄非晶带材的冷却辊在线修复装置,包括第一修抛轮4、第一除尘部件5、第一弹性压杆6、第二弹性压杆7、第二修抛轮8和第二除尘部件9。在连续喷带过程中,冷却辊2在线修复装置开始工作,所述第一修抛轮4用作冷却辊的粗抛光修复,可采用第一弹性压杆6调节第一修抛轮4与冷却辊2之间的接触摩擦力,使冷却辊在第一次修抛后粗糙度小于0.2μm。所述第二修抛轮8用作冷却辊的精抛光修复,可采用第二弹性压杆7调节第二修抛轮8与冷却辊2之间的接触摩擦力,使冷却辊在第二次修抛后粗糙度小于0.05μm。所述第一除尘部件5和第二除尘部件9用于修复处理过程中的粉尘吸除,在第一修抛轮4和第二修抛轮8工作时同时开启,将冷却辊修复过程中产生的微颗粒粉尘等加工残留物除去,使冷却辊可靠地生产出长度连续的、材料表面质量保持稳定的非晶金属带材。本实用新型的冷却辊在线修复装置可用于不同宽度的冷却辊,是一种可以广泛使用的冷却辊在线修复装置。
21.所述第一修抛轮和第二修抛轮的宽度与冷却辊宽度相同,转动方向相同,且均与冷却辊的转动方向相反。
22.所述第一修抛轮和第二修抛轮均可以根据需要独立进行修复工作,通过调节弹性
压杆与冷却辊之间的距离直到不接触,可以分别独立开启。
23.接下来,在具体实施例中,对本说明书所提供的方案进行示例说明。需要指出的是,以下实施例,仅用于示例说明本说明书实施例所提供的方案,并不构成限定。
24.实施例
25.采用单辊快淬法制备fecunbsib组分的非晶带材(牌号1k107),带材宽度60mm,厚度16μm,通过采用上述冷却辊在线修复装置,在连续20kg非晶带材的喷制过程中可保持带面质量稳定,带材表面无孔洞无撕裂,带材厚度保持在16
±
0.2μm。
26.对比例
27.采用单辊快淬法制备fecunbsib组分的非晶带材(牌号1k107),带材宽度60mm,厚度16μm,关闭上述冷却辊在线修复装置,在连续20kg非晶带材的喷制过程中,带面质量随喷带时间延长,特别是喷带后期,由于冷却辊辊面粗糙度变差,带材表面出现不规则孔洞,带材表面质量恶化,厚度波动明显变大,测量带材平均厚度为16
±
2μm。
28.因此,通过上述实施例与对比例结果表面,本实用新型的大宽度超薄非晶带材的冷却辊在线修复装置,可以使冷却辊表面在长时间喷带后仍保持良好状态,保证所喷制带材的表面质量稳定,从而提高带材合格率和降低成本。
技术特征:
1.一种制备大宽度超薄非晶带材的冷却辊在线修复装置,其特征在于:该装置包括修抛轮和除尘部件,其中:第一修抛轮和第二修抛轮固定设置在冷却辊圆周外侧、带材剥离部件后方,所述第一修抛轮和第二修抛轮沿着冷却辊的转动方向顺序设置,分别具有用于冷却辊工作表面修复的粗抛光和精抛光的抛光面;第一修抛轮和第二修抛轮的端部分别设置有第一除尘部件和第二除尘部件;第一修抛轮和第二修抛轮之间的距离为冷却辊圆周周长的10%~50%。2.如权利要求1所述的冷却辊在线修复装置,其特征在于:所述第一修抛轮和第二修抛轮分别通过的第一弹性压杆和第二弹性压杆可调节的固定,弹性压杆用于调节修抛轮与冷却辊之间的接触摩擦力和距离,使修抛轮与冷却辊之间的距离从紧密接触直到不接触。3.如权利要求1所述的冷却辊在线修复装置,其特征在于:进行修复时,第一修抛轮和/或第二修抛轮的抛光面与冷却辊的工作表面紧密接触。4.如权利要求1所述的冷却辊在线修复装置,其特征在于:所述修抛轮的宽度为50~300mm。5.如权利要求1所述的冷却辊在线修复装置,其特征在于:冷却辊(2)经第一修抛轮修复后粗糙度小于0.2μm,经第二修抛轮修复后粗糙度小于0.05μm。6.如权利要求1所述的冷却辊在线修复装置,其特征在于:所述第一修抛轮和第二修抛轮的宽度与冷却辊宽度相同,二者转动方向相同,且各个修抛轮均与冷却辊的转动方向相反。7.如权利要求1所述的冷却辊在线修复装置,其特征在于:所述第一修抛轮和第二修抛轮均可以根据需要独立启动,分别进行修复处理。8.如权利要求1所述的冷却辊在线修复装置,其特征在于:该装置进一步具有第三修抛轮和/或第四修抛轮。
技术总结
本实用新型涉及一种制备大宽度超薄非晶带材的冷却辊在线修复装置,包括修抛轮和除尘部件,其中:第一修抛轮和第二修抛轮固定设置在冷却辊圆周外侧、带材剥离部件后方,第一修抛轮和第二修抛轮沿着冷却辊的转动方向顺序设置,分别具有用于冷却辊工作表面修复的粗抛光和精抛光的抛光面;各修抛轮的端部分别设置有除尘部件;第一修抛轮和第二修抛轮之间的距离为冷却辊圆周周长的10%~50%。本装置在制备大宽度非晶超薄带材时,可以实现冷却辊在线修复,使冷却辊表面在长时间喷带后仍保持良好状态,保证在制备大宽度超薄非晶带材时,带材的前后表面质量一致性很好,提升带材制备的稳定性。定性。定性。
技术研发人员:郭世海 祁焱 徐立红 梅俊 臧岩 安静 张羊换 赵栋梁
受保护的技术使用者:钢铁研究总院
技术研发日:2021.09.22
技术公布日:2022/2/25
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。