1.本实用新型属于壳体加工技术领域,具体来说涉及一种壳体内腔凸台加工工装。
背景技术:
2.在航空领域中,对于弹射装置壳体的加工要求极其严格。在利用数控机床对其内腔凸台进行加工时,由于该壳体长度较长,外形呈不规则状且具备薄壁特征,因此不易定位,受力易变形,致使壳体不符合加工设计要求,产品质量不合格。
技术实现要素:
3.本实用新型的任务是提供一种安装在数控加工中心工作平台上的,能够对上述壳体进行快速定位的,可满足壳体内腔凸台加工需求的加工工装。
4.本实用新型的任务是这样完成的,其特征在于,两等高的固定台(2)通过固定器(3)间隔固定在工作平台(1)上,两平行的定位架(4)通过垫块(5)架置在两固定台(2)上,各定位架(4)的两端通过固定器(3)被紧压在垫块(5)上,且两定位架(4)间设有定位空间,两双耳座(6)设置在该定位空间的两端的固定台(2)上,6组相对的紧压螺栓(7)垂直的间隔排布在两定位架(4)上,壳体(10)开口朝上置于所述定位空间中,且该壳体(10)的两端下部设有定位孔(102),定位销(8)贯穿双耳座(6)及定位孔(102),拧转6组紧压螺栓(7)使各紧压螺栓(7)的端头紧压在壳体(10)的两侧壁上。所述固定器(3)包括调高支撑(31)、压板(32)及紧固螺栓(33),所述压板(32)一端底部置于调高支撑(31)上,一端底部置于待紧压件上,且该压板(32)上设长孔,紧固螺栓(33)压紧在该长孔上。在上述的6组紧压螺栓(7)内,4组紧压螺栓(7)排布在定位架(4)板身内且等高,2组紧压螺栓(7)排布在定位架(4)板身的上方。所述两定位架(4)为角钢结构,且在其上设有加强筋(9)。
5.本实用新型具有以下效果:本技术方案以紧压螺栓压迫壳体两侧壁的紧固方式以及定位销贯穿双耳座及壳体底部的定位、固定方式,实现了壳体的快速定位紧固功能,极大地提高了该壳体的加工效率,且在加工过程中不易变形,加工精度高。
附图说明
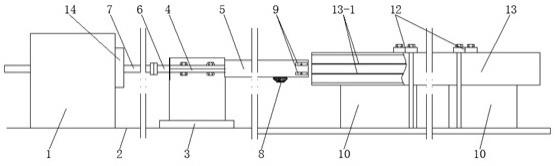
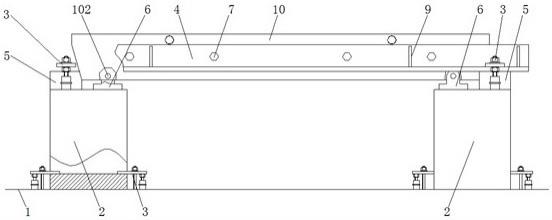
6.图1是本实用新型的主视图;图2是本实用新型的俯视图;图3是本实用新型的左视图;图4是定位销与双耳座配合示意图。
7.图面说明:1.工作平台;2.固定台;3.固定器;31.调高支撑;32.压板;33.紧固螺栓;4.定位架;5.垫块;6.双耳座;7.紧压螺栓;8.定位销;9.加强筋;10.壳体;101.凸台;102.定位孔。
具体实施方式
8.下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参
考附图描述的实施例是示例性的,旨在用于解释本实用新型,而不能理解为对本实用新型的限制。
9.本技术方案结合以上附图详细描述实施例。如图1-4所示,一种壳体内腔凸台加工工装,其中两等高的固定台2通过固定器3间隔固定在工作平台1上,两平行的定位架4通过垫块5架置在两固定台2上,各定位架4的两端通过固定器3被紧压在垫块5上,且两定位架4间设有定位空间,两双耳座6设置在该定位空间的两端的固定台2上,6组相对应的紧压螺栓7垂直的间隔排布在两定位架4上,壳体10开口朝上置于所述定位空间中,且该壳体10的两端下部设有定位孔102,定位销8贯穿双耳座6及定位孔102,拧转紧压螺栓7使6组紧压螺栓7的端头紧压在壳体10的两侧壁上。上述定位销8可将壳体10固定在两双耳座6上,又6组紧压螺栓7紧压在壳体10的两侧壁上,故使壳体10紧紧地定位在定位空间中。而壳体10在此状态下,其开口朝上,加工中心刀具可由上部对其内腔中的凸台101进行加工作业。上述两定位架4为角钢结构,且在其上设有加强筋9,以增强定位架4的强度。
10.上述固定器3包括调高支撑31、压板32及紧固螺栓33,所述压板32一端底部置于调高支撑31上,一端底部置于待紧压件上(定位架4或固定台2),且该压板32上设长孔,紧固螺栓33压紧在该长孔上。通过拧转紧固螺栓33,便可快速固定待紧压件。调高支撑31的高度可调,通常应调至与待紧压件等高。
11.在上述的6组紧压螺栓7内,4组紧压螺栓7排布在定位架4板身内且等高,2组紧压螺栓7排布在定位架4板身的上方。该位置一般选取在壳体10内腔凸台101周边,以尽可能地固定壳体10,防止加工晃动。
12.本实用新型中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体连接,可以是两个元件内部的连通。对于本领域的普通人员而言,可以根据具体情况理解上述术语在本实用新型的具体含义。
技术特征:
1.一种壳体内腔凸台加工工装,其特征在于,两等高的固定台(2)通过固定器(3)间隔固定在工作平台(1)上,两平行的定位架(4)通过垫块(5)架置在两固定台(2)上,各定位架(4)的两端通过固定器(3)被紧压在垫块(5)上,且两定位架(4)间设有定位空间,两双耳座(6)设置在该定位空间的两端的固定台(2)上,6组相对的紧压螺栓(7)垂直的间隔排布在两定位架(4)上,壳体(10)开口朝上置于所述定位空间中,且该壳体(10)的两端下部设有定位孔(102),定位销(8)贯穿双耳座(6)及定位孔(102),拧转6组紧压螺栓(7)使各紧压螺栓(7)的端头紧压在壳体(10)的两侧壁上。2.根据权利要求1所述的一种壳体内腔凸台加工工装,其特征在于,所述固定器(3)包括调高支撑(31)、压板(32)及紧固螺栓(33),所述压板(32)一端底部置于调高支撑(31)上,一端底部置于待紧压件上,且该压板(32)上设长孔,紧固螺栓(33)压紧在该长孔上。3.根据权利要求1所述的一种壳体内腔凸台加工工装,其特征在于,在上述的6组紧压螺栓(7)内,4组紧压螺栓(7)排布在定位架(4)板身内且等高,2组紧压螺栓(7)排布在定位架(4)板身的上方。4.根据权利要求1所述的一种壳体内腔凸台加工工装,其特征在于,所述两定位架(4)为角钢结构,且在其上设有加强筋(9)。
技术总结
本实用新型公开了一种壳体内腔凸台加工工装,两等高的固定台通过固定器间隔固定在工作平台上,两平行的定位架通过垫块架置在两固定台上,各定位架的两端通过固定器被紧压在垫块上,且两定位架间设有定位空间,两双耳座设置在该定位空间的两端的固定台上,6组相对的紧压螺栓垂直的间隔排布在两定位架上,壳体开口朝上置于所述定位空间中,且该壳体的两端下部设有定位孔,定位销贯穿双耳座及定位孔,拧转紧压螺栓使6组紧压螺栓的端头紧压在壳体的两侧壁上。本技术方案实现了壳体的快速定位紧固功能,极大地提高了加工中心对该壳体的加工效率,且在加工过程中不易变形,加工精度高。加工精度高。加工精度高。
技术研发人员:李勋科
受保护的技术使用者:新乡市航宏航空机电设备有限公司
技术研发日:2021.09.16
技术公布日:2022/2/25
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。