技术特征:
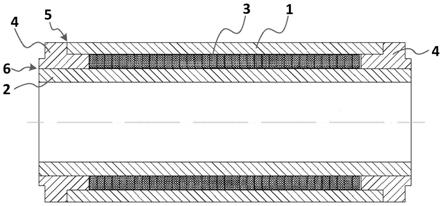
1.一种燃料靶件,其特征在于,包括:内包壳管;外包壳管,套设在所述内包壳管的径向外侧,与所述内包壳管组成环形容置空间;环状芯块,装载于所述环形容置空间内;以及两个端塞,分别用于将所述环形容置空间的轴向两端密封;其中,所述外包壳管的长度小于所述内包壳管的长度,所述端塞远离所述环形容置空间的端面与所述内包壳管的端面平齐;且所述端塞包括:环形本体,其轴向部分管段嵌入所述环形容置空间;和第一凸起部,自所述环形本体沿径向向外延伸,所述第一凸起部面对所述外包壳管的一侧端面与所述外包壳管相应的一侧端面之间形成v形尖槽,所述v形尖槽处利用真空电子束焊接形成第一焊缝。2.根据权利要求1所述的燃料靶件,其特征在于,所述v形尖槽的开口端远离所述环形容置空间,且所述v形尖槽与所述环形容置空间连通。3.根据权利要求2所述的燃料靶件,其特征在于,所述第一凸起部的端面和所述外包壳管相应的端面中的一者为直面,所述第一凸起部的端面和所述外包壳管相应的端面中的另一者为斜面。4.根据权利要求1所述的燃料靶件,其特征在于,所述环形本体的径向内表面与所述内包壳管的径向外表面之间利用真空电子束焊接形成第二焊缝。5.根据权利要求4所述的燃料靶件,其特征在于,所述两个端塞中的至少一个端塞上设有与所述环形容置空间连通的导气孔,在形成两个所述第一焊缝和两个所述第二焊缝之后,将所述导气孔焊接密封;或者在形成两个所述第一焊缝和两个所述第二焊缝之后,通过所述导气孔向所述环形容置空间充入预设气体,然后将所述导气孔焊接密封。6.根据权利要求5述的燃料靶件,其特征在于,所述端塞还包括:第二凸起部,自所述环形本体远离所述环形容置空间的部分管段沿径向向内延伸;其中,所述第二凸起部的远离所述环形容置空间的端面与所述内包壳管的端面平齐;第二凸起部的径向内表面与所述内包壳管的径向外表面相面对,所述第二焊缝形成在所述第二凸起部的径向内表面与所述内包壳管的径向外表面之间。7.根据权利要求6所述的燃料靶件,其特征在于,所述导气孔设于所述第一凸起部,且沿径向贯穿所述端塞。8.根据权利要求7所述的燃料靶件,其特征在于,所述第二凸起部沿径向向内延伸的高度小于所述导气孔的直径。9.根据权利要求1所述的燃料靶件,其特征在于,所述外包壳管、所述内包壳管以及所述端塞由铝或铝合金制成。10.根据权利要求1所述的燃料靶件,其特征在于,所述环状芯块为镎芯块。11.一种燃料靶件的真空电子束焊接方法,其特征在于,所述燃料靶件为根据权利要求1所述的燃料靶件,所述外包壳管、所述内包壳管以及所述端塞由铝或铝合金制成;所述焊接方法包括利用真空电子束将每个所述端塞与所述内包壳管和所述外包壳管
进行焊接,其中利用真空电子束将所述端塞与所述内包壳管和所述外包壳管进行焊接的方法依次包括:抽真空步骤:对组装后的燃料靶件进行抽真空操作;第一预焊步骤:对所述第一凸起部的一侧端面和所述外包壳管相应的一侧端面进行预热;第一焊接步骤:对预热后的所述第一凸起部的一侧端面和所述外包壳管相应的一侧端面进行焊接,以在所述第一凸起部的一侧端面与所述外包壳管相应的一侧端面之间形成第一焊缝;第二预焊步骤:对所述端塞的径向内表面和所述内包壳管的径向外表面进行预热;第二焊接步骤:对预热后的所述端塞的径向内表面和所述内包壳管的径向外表面进行焊接,以在所述端塞的径向内表面与所述内包壳管的径向外表面之间形成第二焊缝。12.根据权利要求11所述的焊接方法,其特征在于,所述第一预焊步骤和所述第一焊接步骤中的电压均为第一电压;所述第二预焊步骤和所述第二焊接步骤中的电压均为第二电压,且第二电压小于所述第一电压。13.根据权利要求12所述的焊接方法,其特征在于,第一预焊步骤和所述第二预焊步骤中采用散焦束流;第一焊接步骤和所述第二焊接步骤中采用聚焦束流;其中,散焦束流值小于聚焦束流值。14.根据权利要求11所述的焊接方法,其特征在于,所述端塞上设有与所述环形容置空间连通的导气孔,其中,在所述抽真空步骤中,通过所述导气孔对所述燃料靶件的环形容置空间进行抽真空;且在将每个所述端塞与所述内包壳管和所述外包壳管进行焊接之后,将所述导气孔焊接密封。15.根据权利要求11所述的焊接方法,其特征在于,所述端塞还包括:第二凸起部,自所述环形本体远离所述环形容置空间的部分管段沿径向向内延伸;其中,所述第二凸起部的远离所述环形容置空间的端面与所述内包壳管的端面平齐;第二凸起部的径向内表面与所述内包壳管的径向外表面相面对,在所述第二预焊步骤中,对所述第二凸起部的径向内表面和所述内包壳管的径向外表面进行预热;在所述第二焊接步骤中,对预热后的所述第二凸起部的径向内表面和所述内包壳管的径向外表面进行焊接,以在所述第二凸起部的径向内表面与所述内包壳管的径向外表面之间形成第二焊缝。
技术总结
本发明实施例公开了一种燃料靶件及其焊接方法。燃料靶件包括内包壳管,外包壳管,环状芯块以及两个端塞。外包壳管套设在内包壳管的径向外侧,与内包壳管组成环形容置空间。环状芯块装载于环形容置空间内。两个端塞分别用于将环形容置空间的轴向两端密封。其中,外包壳管的长度小于内包壳管的长度,端塞远离环形容置空间的端面与内包壳管的端面平齐。端塞包括:环形本体和第一凸起部。环形本体的轴向部分管段嵌入环形容置空间。第一凸起部自环形本体沿径向向外延伸,第一凸起部面对外包壳管的一侧端面与外包壳管相应的一侧端面之间形成V形尖槽,V形尖槽处利用真空电子束焊接形成第一焊缝。本申请有利于提高燃料靶件的机械和热工水力安全。工水力安全。工水力安全。
技术研发人员:尹邦跃 魏国良 郑迪 张志兴 吴学志 屈哲昊 郑新海
受保护的技术使用者:中国原子能科学研究院
技术研发日:2021.11.29
技术公布日:2022/2/24
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。