1.本发明涉及蒸镀掩模、蒸镀掩模的制造方法及显示装置的制造方法。
背景技术:
2.有机el显示器具备的显示元件通过使用了蒸镀掩模的蒸镀法形成。蒸镀掩模具备表面、背面以及将表面与背面之间贯通的多个掩模孔。各掩模孔在表面及背面开口。掩模孔的大开口位于表面,掩模孔的小开口位于背面。蒸镀掩模在被用于针对蒸镀对象的蒸镀时,蒸镀掩模的表面与蒸镀源对置,并且蒸镀掩模的背面与蒸镀对象对置(例如,参照专利文献1)。
3.现有技术文献
4.专利文献
5.专利文献1:日本特开2015-55007号公报
技术实现要素:
6.发明要解决的技术问题
7.另外,蒸镀掩模的掩模孔在沿着与蒸镀掩模的表面正交的平面的截面中,具有倒锥台状。掩模孔的小开口具有与显示元件所要求的形状相应的形状。为了形成具有四边形状等的多边形状的显示元件,掩模孔的小开口通常在与蒸镀掩模的表面对置的俯视中,具有包含角部的形状。
8.另一方面,在从蒸镀源向蒸镀掩模飞行的蒸镀材料中,蒸镀材料飞行的方向与蒸镀掩模的表面所形成的角度是蒸镀材料的飞行角度。在朝向蒸镀掩模飞行的蒸镀材料中,包含有具有各种飞行角度的蒸镀材料。从大开口的中央部附近进入掩模孔的蒸镀材料的绝大部分无论蒸镀材料的飞行角度如何都从大开口到达小开口。
9.对此,从大开口的边缘附近进入掩模孔的蒸镀材料的一部分没有到达小开口而是堆积在划分掩模孔的侧面。特别是,即使是在大开口的边缘内,从角部附近进入掩模孔的蒸镀材料也大多通过划分掩模孔的侧面而被阻碍到达小开口。因此,通过蒸镀材料穿过小开口而形成的蒸镀图案中,蒸镀图案的膜厚产生偏差,作为结果,在具备蒸镀图案的显示元件内产生亮度的不均匀。
10.另外,这样的技术问题对于掩模孔具有倒锥台状以外的形状的情况也是共同的。例如,掩模孔包含具有从表面朝向背面的倒锥台形状的大孔部和具有从背面朝向表面的锥台形状的小孔部、通过将大孔部与小孔部相连而形成的开口作为上述的小开口发挥功能的情况下也是共同的。
11.本发明的目的在于,提供能够抑制蒸镀图案的膜厚中的偏差的蒸镀掩模、蒸镀掩模的制造方法及显示装置的制造方法。
12.用于解决技术问题的手段
13.用于解决上述技术问题的蒸镀掩模是金属制的蒸镀掩模。具备与蒸镀源对置地构
成的表面和分别包含具有倒锥台状的孔部的多个掩模孔。各掩模孔的上述孔部具备:小开口,从与上述蒸镀掩模的上述表面对置的视点观察,上述小开口具备包含多个角部和分别位于邻接的上述角部间的线状部在内的多边形状的边缘;以及大开口,从与上述表面对置的视点观察,上述大开口具备由上述小开口的上述边缘中的上述角部相对于上述小开口的上述边缘朝向外侧伸出而成的形状的边缘,上述大开口位于上述表面。从与上述表面对置的视点观察,上述大开口包围上述小开口。
14.用于解决上述技术问题的蒸镀掩模的制造方法,包含如下工序:在金属片的表面及背面的至少一方形成抗蚀剂掩模;以及使用上述抗蚀剂掩模,在上述金属片形成多个掩模孔。形成上述多个掩模孔的工序是将分别包含具有倒锥台状的孔部的上述多个掩模孔以如下方式形成在上述金属片上:各掩模孔的上述孔部具有小开口和大开口,从与上述表面对置的视点观察时,上述大开口将上述小开口包围,上述小开口在从与上述金属片扩展的平面对置的视点观察时具有多边形状的边缘,该多边形状的边缘包含多个角部和分别位于邻接的上述角部之间的多个线状部,上述大开口位于上述表面,在从与上述表面对置的视点观察时,上述大开口具有由上述小开口的上述边缘中的上述角部相对于上述小开口的上述边缘朝向外侧伸出而成的形状的边缘。
15.用于解决上述技术问题的显示装置的制造方法包含如下工序:准备由上述蒸镀掩模的制造方法制造的蒸镀掩模;以及通过使用了上述蒸镀掩模的蒸镀来形成图案。
16.根据上述蒸镀掩模、蒸镀掩模的制造方法及显示装置的制造方法,由于位于与蒸镀源对置的表面上的大开口的边缘具有将多边形状的角部朝向多边形状的外侧伸出而成的形状,因此从大开口的角部的附近进入掩模孔的蒸镀材料变得容易到达小开口。因此,能够抑制蒸镀图案的膜厚中的偏差。
17.在上述蒸镀掩模中,在与上述表面正交且沿着上述小开口的对角方向的截面中,将上述小开口的上述角部与上述大开口的对应的上述角部连结的虚拟直线是第1虚拟直线,上述表面和上述第1虚拟直线形成的角度是第1角度,在与上述表面正交且沿着与上述小开口的1个上述线状部正交的方向的截面中,将上述小开口的上述边缘与上述大开口的上述边缘连结的虚拟直线是第2虚拟直线,上述表面与上述第2虚拟直线形成的角度是第2角度,上述第2角度比上述第1角度大,从与上述表面对置的视点观察,上述小开口的上述角部与上述大开口的上述角部之间的距离,为上述表面与包含上述小开口的上述边缘在内的平面之间的距离的1倍以上1.5倍以下,上述小开口的上述角部的曲率半径可以为4.5μm以下。
18.在上述蒸镀掩模的制造方法中,也可以是,在与上述表面正交且沿着上述小开口的对角方向的截面中,将上述小开口的上述角部与上述大开口的对应的上述角部连结的虚拟直线是第1虚拟直线,上述表面与上述第1虚拟直线所形成的角度是第1角度,在与上述表面正交且沿着与上述小开口的1个上述线状部正交的方向的截面中,将上述小开口的上述边缘与上述大开口的上述边缘连结的虚拟直线是第2虚拟直线,上述表面与上述第2虚拟直线形成的角度是第2角度,形成上述多个掩模孔的工序是以如下方式在上述金属片上形成上述多个掩模孔的工序:上述第2角度比上述第1角度大,从与上述表面对置的视点观察时,上述小开口的上述角部与上述大开口的上述角部之间的距离,是上述表面与包含上述小开口的上述边缘在内的平面之间的距离的1倍以上1.5倍以下,上述小开口的上述角部的曲率
半径为4.5μm以下。根据上述蒸镀掩模及蒸镀掩模的制造方法,能够将小开口的边缘中的角部与大开口的边缘中的角部之间的距离扩张,并且能够在划分掩模孔的侧面上使将小开口的边缘中的角部与大开口的边缘中的角部连接的部分的倾斜角缩小,因此蒸镀材料容易通过小开口的边缘中的角部。此外,通过小开口的边缘中的角部具有曲率,从而蒸镀材料更容易通过小开口的边缘中的角部。作为结果,在蒸镀图案中角部的膜厚比中央部的膜厚变小的情况得到抑制,因此能够抑制蒸镀图案的膜厚的偏差。
19.在上述蒸镀掩模中,上述蒸镀掩模还具备作为与上述表面相反侧的面的背面,上述多个小开口可以位于上述背面。根据该蒸镀掩模,与具有与形成于蒸镀对象的蒸镀图案相应的形状的小开口位于表面和背面之间的情况相比,在对蒸镀对象形成蒸镀图案时,能够减小小开口与蒸镀对象之间的距离。因此,与小开口位于表面和背面之间的情况相比,能够抑制形成于蒸镀对象的蒸镀图案内的膜厚的偏差。
20.在上述蒸镀掩模中,上述蒸镀掩模也可以具有1μm以上20μm以下的厚度。根据该蒸镀掩模,与蒸镀掩模的厚度超过20μm的情况相比,能够减小可贯通用于形成蒸镀掩模的金属片的大开口的大小。因此,与蒸镀掩模的厚度超过20μm的情况相比,蒸镀掩模能够以更高的密度具备多个掩模孔。
21.在上述蒸镀掩模中,形成上述蒸镀掩模的材料可以是铁镍类合金或铁镍钴类合金。根据该蒸镀掩模,在使用蒸镀掩模对玻璃基板进行蒸镀的情况下,伴随蒸镀掩模以及玻璃基板的加热而蒸镀掩模的膨胀程度与玻璃基板的膨胀程度之差过度变大的情况得到抑制。因此,使用蒸镀掩模而被形成于玻璃基板的蒸镀图案的精度因蒸镀掩模的膨张率与玻璃基板的膨张率之差降低的情况得到抑制。
22.发明效果
23.根据本发明,能够抑制蒸镀图案的膜厚中的偏差。
附图说明
24.图1是表示一实施方式中的蒸镀掩模的构造的立体图。
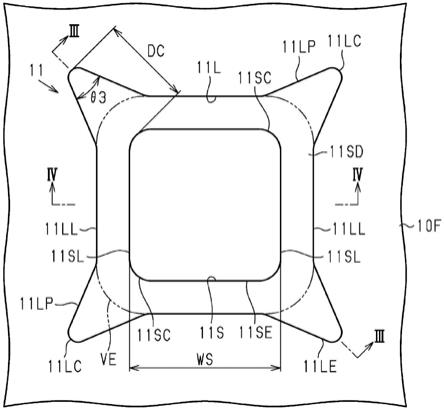
25.图2是表示从与蒸镀掩模的表面对置的视点观察到的掩模孔的形状的俯视图。
26.图3是沿着图2的iii-iii线的截面图。
27.图4是沿着图2的iv-iv线的截面图。
28.图5是将掩模孔具备的小开口的一部分放大表示的俯视图。
29.图6是用于说明一实施方式中的蒸镀掩模的制造方法的工序图。
30.图7是用于说明蒸镀掩模的制造方法的工序图。
31.图8是表示与金属片的表面对置的俯视时的抗蚀剂掩模所具备的掩模孔的形状的俯视图。
32.图9是用于说明蒸镀掩模的制造方法的工序图。
33.图10是表示应用了蒸镀掩模的掩模装置的构造的俯视图。
34.图11是表示从与蒸镀掩模的表面对置的视点观察到的掩模孔的形状的第1变更例的一部分的俯视图。
35.图12是表示从与蒸镀掩模的表面对置的视点观察到的掩模孔的形状的第2变更例的一部分的俯视图。
36.图13是表示从与蒸镀掩模的表面对置的视点观察到的掩模孔的形状的第3变更例的一部分的俯视图。
37.图14是表示从与蒸镀掩模的表面对置的视点观察到的掩模孔的形状的第4变更例的一部分的俯视图。
38.图15是表示从与蒸镀掩模的表面对置的视点观察到的掩模孔的形状的第5变更例的一部分的俯视图。
39.图16是表示从与蒸镀掩模的表面对置的视点观察到的掩模孔的形状的第6变更例的一部分的俯视图。
40.图17是表示从与蒸镀掩模的表面对置的视点观察到的掩模孔的形状的第7变更例的俯视图。
41.图18是表示蒸镀掩模所具有的掩模孔的形状的第8变更例的截面图。
具体实施方式
42.参照图1至图10,说明蒸镀掩模、蒸镀掩模的制造方法及显示装置的制造方法中的一实施方式。以下,依次说明蒸镀掩模、蒸镀掩模的制造方法、掩模装置以及实施例。
43.[蒸镀掩模]
[0044]
参照图1至图5,说明蒸镀掩模。
[0045]
图1示出了蒸镀掩模具备的图案区域以及周边区域的一部分。
[0046]
图1所示的蒸镀掩模10是金属制。蒸镀掩模10具备与蒸镀源对置的表面10f和背面10r。蒸镀掩模10具备多个掩模孔11,所述掩模孔11包含有具备倒锥台状的孔部。蒸镀掩模10中,形成有多个掩模孔11的区域是图案区域r1,包围图案区域r1的区域且为没有形成掩模孔11的区域是周边区域r2。
[0047]
本实施方式中,多个掩模孔11以交错状排列。另外,多个掩模孔11也可以按照交错状以外的配置规则排列。交错状以外的规则例如是例如正方格子。
[0048]
蒸镀掩模10具有例如1μm以上20μm以下的厚度t。图案区域r1的厚度可以小于周边区域r2的厚度。该情况下,蒸镀掩模10的厚度是周边区域r2的厚度,形成蒸镀掩模10的材料是铁镍类合金。铁镍类合金可以是例如包含36质量%的镍的合金,即因瓦合金。换言之,蒸镀掩模10实质上由铁镍类合金构成。
[0049]
图2示出了从与蒸镀掩模10的表面10f对置的视点观察到的掩模孔11的形状。
[0050]
如图2所示,掩模孔11包含小开口11s和大开口11l。小开口11s是孔部中的一方的开口。从与表面10f对置的视点观察,大开口11l将小开口11s包围。本实施方式中,小开口11s位于蒸镀掩模10的背面10r。从与蒸镀掩模10的表面10f对置的视点观察,小开口11s具有包含多个角部11sc和位于角部11sc间的线状部11sl在内的多边形状的边缘11se。
[0051]
本实施方式中,小开口11s的边缘11se具有四边形状。小开口11s的边缘11se具备4个线状部11sl和4个角部11sc。4个线状部11sl包含2组相互平行的一对线状部11sl,各组所包含的线状部11sl沿着与其他组所包含的线状部11sl正交的方向延伸。各角部11sc是被沿着相互正交的方向延伸的线状部11sl夹持且具有规定的曲率的线段。小开口11s中,相互平行的线状部11sl间的距离是小开口宽度ws。
[0052]
大开口11l是各孔部中的另一方的开口。大开口11l具有由小开口11s的边缘11se
所具有的多边形状中的角部朝向多边形状的外侧伸出而成的形状的边缘11le。即,大开口11l具有由小开口11s的边缘11se中的角部11sc相对于小开口11s的边缘11se向外侧伸出而成的形状的边缘11le。大开口11l位于蒸镀掩模10的表面10f。从与蒸镀掩模10的表面10f对置的视点观察,大开口11l具备具有与小开口11s相同数量的角部11lc而成的形状的边缘11le。从与表面10f对置的视点观察,小开口11s的边缘11se中的角部11sc与大开口11l的边缘11le中的角部11lc之间的距离的最大值是角部间距离dc。
[0053]
本实施方式中,从与蒸镀掩模10的表面10f对置的视点观察,大开口11l的边缘11le具备4个线状部11ll和4个角部11lc。4个线状部11ll包含2组相互平行的一对线状部,各组所包含的线状部11ll沿着与其他组所包含的线状部11ll正交的方向延伸。从与蒸镀掩模10的表面10f对置的视点观察,4个线状部11ll包含于具有与小开口11s大致相似的形状的虚拟边缘ve。
[0054]
大开口11l的边缘11le还具有4个从虚拟边缘ve朝向远离小开口11s的方向伸出的伸出部11lp。各伸出部11lp被相互正交的2个线状部11ll夹持。从与蒸镀掩模10的表面10f对置的视点观察,被各伸出部11lp划分的区域具有大致三角形状。各角部11lc属于相互不同的1个伸出部11lp。从与蒸镀掩模10的表面10f对置的视点观察,各角部11lc包含该角部11lc所属的伸出部11lp中距小开口11s的距离最大的部分。伸出部11lp中,角部11lc具有的角度是第3角度θ3。第3角度θ3是由夹持角部11lc的2个线状部形成的角度。详细来说,是由虚拟边缘ve和伸出部11lp相交的部分各自的伸出部11lp的接线所形成的角度。
[0055]
划分掩模孔11的侧面11sd将大开口11l和小开口11s相连。侧面11sd具有从大开口11l朝向小开口11s而使与蒸镀掩模10的表面10f平行的截面中的掩模孔11的面积变小那样的倾斜。即,掩模孔11在与蒸镀掩模10的表面10f正交的截面中具有倒锥台状。由此,本实施方式中,各掩模孔11由具有倒锥台状的1个孔部形成。
[0056]
以下,参照表示蒸镀掩模10的截面构造的图3以及图4,更详细地说明掩模孔11的形状。另外,图3示出了沿着图2所示的iii-iii线的截面且是沿着小开口11s的对角方向的截面中的蒸镀掩模10的构造。对此,图4示出了沿着图2所示的iv-iv线的截面且是沿着与小开口11s的边缘11se中的1个线状部11sl正交的方向的截面中的蒸镀掩模10的构造。
[0057]
如图3所示,在与蒸镀掩模10的表面10f正交且沿着小开口11s的对角方向的截面中,将小开口11s的边缘11se中的角部11sc与大开口11l的边缘11le中的角部11lc连结的虚拟直线是第1虚拟直线l1。第1虚拟直线l1是将小开口11s的角部11sc和与该小开口11s的角部11sc对应的大开口11l的角部11lc连结的虚拟直线。即,第1虚拟直线l1是将小开口11s的角部11sc和从与蒸镀掩模10的表面对置的视点观察时距该角部11sc的距离最小的大开口11l的角部11lc连结的虚拟直线。
[0058]
在图3所示的例中,划分掩模孔11的侧面11sd具有与第1虚拟直线l1相比朝向背面10r凹陷的弧状。另外,在与蒸镀掩模10的表面10f正交且沿着小开口11s的对角方向的截面中,划分掩模孔11的侧面11sd也可以具有与第1虚拟直线l1相比朝向表面10f突出的弧状。或者,侧面11sd也可以与第1虚拟直线l1一致。
[0059]
蒸镀掩模10的表面10f和第1虚拟直线l1形成的角度是第1角度θ1。另外,由于蒸镀掩模10的表面10f与蒸镀掩模10的背面10r大致平行,因此背面10r与第1虚拟直线l1形成的角度等于第1角度θ1。
[0060]
角部间距离dc是蒸镀掩模10的表面10f与包含小开口11s的边缘11se在内的平面之间的距离的1倍以上1.5倍以下。本实施方式中,蒸镀掩模10的表面10f与包含小开口11s的边缘11se在内的平面之间的距离等于蒸镀掩模10的厚度t。如上述那样,蒸镀掩模10的厚度t也可以是例如1μm以上20μm以下。因此,角部间距离dc能够是包含于例如1μm以上30μm以下的范围的任意的值。
[0061]
如图4所示,在与蒸镀掩模10的表面10f正交且沿着与小开口11s的边缘11se中的1个线状部11sl正交的方向的截面中,将小开口11s的边缘11se和大开口11l的边缘11le连结的虚拟直线是第2虚拟直线l2。在图4所示的例中,划分掩模孔11的侧面11sd具有与第2虚拟直线l2相比朝向背面10r凹陷的弧状。另外,在与蒸镀掩模10的表面10f正交且沿着与小开口11s的边缘11se中的1个线状部11sl正交的方向的截面中,划分掩模孔11的侧面11sd也可以具有与第2虚拟直线l2相比朝向表面10f突出的弧状。或者,侧面11sd也可以与第2虚拟直线l2一致。
[0062]
蒸镀掩模10的表面10f与第2虚拟直线l2形成的角度是第2角度θ2。另外,由于蒸镀掩模10的表面10f与蒸镀掩模10的背面10r大致平行,因此背面10r与第2虚拟直线l2形成的角度等于第2角度θ2。第2角度θ2大于第1角度θ1。
[0063]
图5放大示出了从与蒸镀掩模10的表面10f对置的视点观察到的小开口11s的一部分。
[0064]
如图5所示,并且如上所述,小开口11s的边缘11se中的角部11sc具有曲率。角部11sc具有曲率中心c位于小开口11s内那样的曲率。角部11sc的曲率半径r为4.5μm以下。
[0065]
[蒸镀掩模的制造方法]
[0066]
参照图6~图9来说明蒸镀掩模10的制造方法。
[0067]
蒸镀掩模10的制造方法包含如下工序:在金属片的表面及背面的至少一方形成抗蚀剂掩模;以及,使用抗蚀剂掩模而在金属片上形成多个掩模孔。以下,参照附图更详细地说明蒸镀掩模10的制造方法。另外,在图6、图7及图9中,为了图示方便,示意性地表示了在金属片上形成的掩模孔。
[0068]
如图6所示,在制造蒸镀掩模10时,首先准备金属片10m。形成金属片10m的材料例如为铁镍系合金。铁镍系合金例如可以是因瓦合金。金属片10m例如具有1μm以上50μm以下的厚度。另外,在金属片10m的厚度大于蒸镀掩模10的厚度t的情况下,能够在对于金属片10m形成抗蚀剂层之前,将金属片10m蚀刻,从而将金属片10m的厚度减薄到蒸镀掩模10所要求的厚度。
[0069]
接着,在金属片10m的表面10mf上形成抗蚀剂层rl。抗蚀剂层rl可以通过正性抗蚀剂形成,也可以通过负性抗蚀剂形成。抗蚀剂层rl可以通过将干膜抗蚀剂贴附到金属片10m的表面10mf上而形成于金属片10m的表面。或者,抗蚀剂层rl也可以通过将包含用于形成抗蚀剂层rl的材料在内的涂液涂敷在金属片10m的表面10mf上而形成。
[0070]
如图7所示,通过进行针对抗蚀剂层rl的曝光和显影,通过抗蚀剂层rl形成抗蚀剂掩模rm。抗蚀剂掩模rm具有掩模孔rmh,该掩模孔rmh具有与形成于金属片10m的掩模孔的形状相应的形状。
[0071]
图8示出了从与金属片10m的表面10mf对置的视点观察到的抗蚀剂掩模rm的平面构造。另外,图8所示的抗蚀剂掩模rm所具有的掩模孔rmh的形状是掩模孔rmh可能具有的形
状的一例。
[0072]
如图8所示,掩模孔rmh具有划分掩模孔rmh的边缘rmhe。掩模孔rmh的边缘rmhe具有如下形状,即:多边形状的虚拟边缘rmhv处的角部朝向多边形状的外侧伸出。在图8所示的例子中,掩模孔rmh的边缘rmhe具有由四边形状的虚拟边缘rmhv处的角部朝向四边形状的外侧伸出而成的形状。掩模孔rmh的边缘rmhe所具有的形状与使用抗蚀剂掩模rm形成的大开口11l的边缘11le所具有的形状大致相等。并且,虚拟边缘rmhv所具有的形状与小开口11s的边缘11se所具有的形状大致相等。
[0073]
掩模孔rmh的边缘rmhe具备4个伸出部rmhp和4个线状部rmhl。在掩模孔rmh的边缘rmhe,1个伸出部rmhp被2个线状部rmhl夹持。虚拟边缘rmhv包含4个线状部rmhl。各伸出部rmhp具有1个角部rmhc。从与金属片10m的表面10mf对置的视点观察时,由各伸出部rmhp划分的区域具有大致三角形状。各伸出部rmhp的形状与大开口11l的边缘11le所具有的伸出部11lp的形状大致相等。
[0074]
在掩模孔rmh中,相互大致平行的2个线状部rmhl间的距离是掩模孔宽度wrmh。虚拟边缘rmhv的角部与当该角部伸出而成的伸出部rmhp的角部rmhc之间的距离是角部修正値rmhdc。在伸出部rmhp中,角部rmhc所具有的角度是第4角度θ4。在掩模孔rmh中,通过掩模孔宽度wrmh、角部修正値rmhdc、及第4角度θ4中的至少一个改变,形成于金属片10m的掩模孔的形状改变。
[0075]
如图9所示,通过使用了抗蚀剂掩模rm的湿式蚀刻,在金属片10m上形成多个掩模孔11m。由此,在金属片10m的表面10mf和背面10mr上形成具有开口的掩模孔11m。通过从金属片10m将抗蚀剂掩模rm卸除,得到上述的蒸镀掩模10。另外,在金属片10m中,表面10mf对应于蒸镀掩模10的表面10f,背面10mr对应于蒸镀掩模10的背面10r,并且掩模孔11m对应于蒸镀掩模10的掩模孔11。
[0076]
[掩模装置]
[0077]
参照图10,说明掩模装置。
[0078]
如图10所示,掩模装置20具备框21和多个蒸镀掩模10。在图10所示的例中,掩模装置20具备3个蒸镀掩模10,但掩模装置20也可以具备2个以下的蒸镀掩模10,也可以具备4个以上的蒸镀掩模10。框21具备能够支撑多个蒸镀掩模10的矩形框状。框21被安装于用于进行蒸镀的蒸镀装置。框21遍及各蒸镀掩模10所处的范围的大致整体,并具有贯通框21的框孔21h。
[0079]
各蒸镀掩模10具备沿1个方向延伸的带状。各蒸镀掩模10具备多个图案区域r1和包围图案区域r1的周边区域r2。在图10所示的例中,蒸镀掩模10具有3个图案区域r1,但蒸镀掩模10也可以具有2个以下的图案区域r1,也可以具有4个以上的图案区域r1。
[0080]
各蒸镀掩模10的周边区域r2内,在蒸镀掩模10延伸的方向上一对夹持多个图案区域r1的部分分别被固定于框21。蒸镀掩模10通过粘接或熔接等而固定于框21。
[0081]
使用蒸镀掩模10来制造显示装置的方法包含如下工序:准备由上述的蒸镀掩模10的制造方法制造的蒸镀掩模10;以及通过使用了蒸镀掩模10的蒸镀而形成图案。
[0082]
在显示装置的制造方法中,首先将搭载有蒸镀掩模10的掩模装置20安装在蒸镀装置的真空槽内。此时,以玻璃基板等蒸镀对象与背面10r对置并且蒸镀源与表面10f对置的方式将掩模装置20安装在真空槽内。然后,向蒸镀装置的真空槽搬入蒸镀对象,通过蒸镀源
使蒸镀材料升华。由此,具有追随于小开口11s的形状的图案被形成于蒸镀对象中与小开口11s对置的区域。在本实施方式中,蒸镀材料是用于形成作为显示装置的一例的有机el显示装置的像素的有机发光材料。另外,蒸镀材料也可以是用于形成显示装置的像素电路所具有的像素电极的导电性材料。
[0083]
[实施例]
[0084]
参照表1至表3来说明实施例。
[0085]
[实施例1]
[0086]
准备了20μm的厚度的因瓦合金制的金属片。通过使用48%氯化铁来蚀刻金属片,将金属片的厚度减薄到3.5μm。接着,使用正型的抗蚀剂(thmr-ip5700,东京应化工业株式会社制)(thmr是注册商标),在金属片的表面形成了抗蚀剂层。然后,将抗蚀剂层曝光,并对曝光后的抗蚀剂层进行显影,从而形成了抗蚀剂掩模。由此,从与抗蚀剂掩模的表面对置的视点观察时,形成了具备具有与图8所示的掩模孔同样的形状的掩模孔的抗蚀剂掩模。
[0087]
实施例1中,如以下所示的表1所记载的那样,确认了在1个掩模孔中,掩模孔宽度wrmh为18.3μm,角部补正值rmhdc为3.3μm,第4角度θ4的设计值为30.2
°
。由此,以蒸镀掩模的小开口宽度ws的目标值为20μm、掩模孔的间隙的目标值为30μm的方式形成了多个掩模孔。
[0088]
然后,通过使用了抗蚀剂掩模的湿式蚀刻,在金属片形成了多个掩模孔。此时,使用了48%氯化铁作为蚀刻液。在金属片的蚀刻中,在将形成于金属片的孔部到达金属片的背面的时间设为1的情况下,将金属片的蚀刻时间设定为2。即,蚀刻时间设定为与被实施湿式蚀刻的金属片的厚度t相应的长度。最后,通过将蚀刻后的金属片浸渍在60℃的10%氢氧化钠水溶液中2分钟,从金属片去除了抗蚀剂掩模。由此得到了实施例1的蒸镀掩模。
[0089]
[实施例2]
[0090]
实施例1中,除了将金属片的厚度从20μm减薄到4.0μm、掩模孔宽度wrmh为18.0μm、角部补正值rmhdc为3.0μm、并且第4角度θ4为30.1
°
以外,通过与实施例1相同的方法得到了实施例2的蒸镀掩模。
[0091]
[实施例3]
[0092]
实施例1中,除了将金属片的厚度从20μm减薄到4.5μm、掩模孔宽度wrmh为17.8μm、角部补正值rmhdc为2.8μm、并且第4角度θ4为30.2
°
以外,通过与实施例1相同的方法得到了实施例3的蒸镀掩模。
[0093]
[实施例4]
[0094]
实施例2中,除了角部补正值rmhdc为2.0μm、并且第4角度θ4为30.3
°
以外,通过与实施例2相同的方法得到了实施例4的蒸镀掩模。
[0095]
[实施例5]
[0096]
实施例2中,除了角部补正值rmhdc为2.5μm、并且第4角度θ4为29.9
°
以外,通过与实施例2相同的方法得到了实施例5的蒸镀掩模。
[0097]
[实施例6]
[0098]
实施例4中,除了角部补正值rmhdc为1.5μm、并且第4角度θ4为29.8
°
以外,通过与实施例4相同的方法得到了实施例6的蒸镀掩模。
[0099]
[实施例7]
[0100]
实施例1中,角部补正值rmhdc为4.3μm、并且第4角度θ4为30.0
°
以外,通过与实施例1相同的方法得到了实施例7的蒸镀掩模。
[0101]
[比较例1]
[0102]
实施例1中,除了角部补正值rmhdc为0.8μm、并且第4角度θ4为29.9
°
以外,通过与实施例1相同的方法得到了比较例1的蒸镀掩模。
[0103]
【表1】
[0104][0105]
[测定结果]
[0106]
对于实施例1至实施例7的蒸镀掩模以及比较例1的蒸镀掩模,使用共焦点激光显微镜(ols-4000,奥林巴斯株式会社制)测定了各种尺寸等。各蒸镀掩模的测定结果如以下的表2所示那样。
[0107]
【表2】
[0108][0109]
如表2所示,实施例1的蒸镀掩模中,通过从与背面对置的方向摄影到的透射像,确认了:具有大致20μm的宽度且具有大致正方形状的小开口以大致10μm的间隔排列成正方格子状。另外,测定了相互平行的一对线状部间的距离作为小开口的宽度。并且,在实施例2至实施例6的蒸镀掩模以及比较例1的蒸镀掩模中,确认了:具有大致20μm的宽度且具有大致正方形状的小开口也以大致10μm的间隔排列成正方格子状。对此,实施例7的蒸镀掩模中,确认了:虽然各小开口的宽度为大致20μm,但角部的蚀刻进展过度,结果各小开口的边缘具有在左右方向以及上下方向的两方缩颈而成的四边形状。
[0110]
并且,也确认了:在实施例1至实施例7中大开口的边缘具有四边形状中的角部朝向正方形状的外侧伸出而成的形状。对此,比较例1中确认了:大开口的边缘具有大致正方
形状,并且正方形状的角部不朝向正方形状的外侧伸出。
[0111]
确认了第1角度θ1在实施例1中为30.2
°
、在实施例2中为31.1
°
、在实施例3中为30.5
°
。并且,确认了第1角度θ1在实施例4中为31.0
°
、在实施例5中为30.1
°
。进而,确认了第1角度θ1在实施例6中为45.0
°
、在实施例7中为29.9
°
、在比较例1中为45.2
°
。
[0112]
确认了第2角度θ2在实施例1中为45.1
°
、在实施例2中为44.8
°
、在实施例3中为44.7
°
。并且,确认了第2角度θ2在实施例4中为45.2
°
、在实施例5中为45.3
°
。并且,确认了第2角度θ2在实施例6中为44.9
°
、在实施例7中为44.7
°
、在比较例1中为45.0
°
。
[0113]
由此,在实施例1至实施例5的蒸镀掩模以及实施例7的蒸镀掩模中,确认了第2角度θ2比第1角度θ1大。对此,在实施例6以及比较例1中,确认了第1角度θ1比第2角度θ2大。
[0114]
确认了角部间距离dc在实施例1以及实施例2中为4.9μm、在实施例3中为5.1μm、在实施例4中为4.0μm、在实施例5中为4.6μm。并且,确认了角部间距离dc在实施例6中为3.3μm、在实施例7中为6.2μm、在比较例1中为2.6μm。
[0115]
即,确认了角部间距离dc相对于蒸镀掩模的厚度t之比(dc/t)在实施例1中为1.4、在实施例2中为1.2、在实施例3中为1.1。并且,确认了角部间距离dc相对于蒸镀掩模的厚度t之比在实施例4中为1.0、在实施例5中为1.2。并且确认了角部间距离dc相对于蒸镀掩模的厚度t之比在实施例6中为0.8、在实施例7中为1.8、在比较例1中为0.7。由此,确认了:在实施例1至实施例5的蒸镀掩模中,角部间距离dc相对于蒸镀掩模的厚度t之比包含在1以上1.5以下的范围中,另一方面,在实施例6以及实施例7的蒸镀掩模以及比较例1的蒸镀掩模中,角部间距离dc相对于蒸镀掩模的厚度t之比没有包含在1以上1.5以下的范围中。
[0116]
并且,确认了:小开口的边缘所具有的角部的曲率半径r在实施例1中为3.0μm、在实施例2中为3.2μm、在实施例3中为3.9μm。并且,确认了曲率半径r在实施例4中为4.4μm、在实施例5中为3.8μm、在实施例6中为7.2μm。并且,确认了曲率半径r在比较例1中为8.5μm。由此,确认了:在实施例1至实施例5的蒸镀掩模中,曲率半径r为4.5μm以下,另一方面,在实施例6以及比较例1的蒸镀掩模中,曲率半径r超过4.5μm。另外,确认了:实施例7中,小开口的边缘在左右方向以及上下方向这两方具有缩颈部,在角部不具有曲率。
[0117]
并且,确认了第3角度θ3在实施例1中为51.6
°
、在实施例2中为51.5
°
、在实施例3中为51.6
°
。确认了第3角度θ3在实施例4中为51.8
°
、在实施例5中为51.1
°
、在实施例6中为51.0
°
。确认了第3角度θ3在实施例7中为51.3
°
、在比较例1中为51.1
°
。另外,比较例1中的第3角度θ3设定为大开口所具有的角部中的角度。
[0118]
[评价结果]
[0119]
分别使用实施例1至实施例7的各个蒸镀掩模以及比较例1的蒸镀掩模,在蒸镀对象形成了蒸镀图案。此时,作为蒸镀对象使用了玻璃基板,并且,作为用于形成蒸镀图案的蒸镀材料,使用了有机发光材料。
[0120]
使用各蒸镀掩模,形成了以15行且15列排列成格子状的四边形的蒸镀图案。然后,针对该蒸镀图案中位于中央的9行且9列的蒸镀图案,计算了膜厚的偏差。此时,测定各蒸镀图案的中央部的膜厚,将该膜厚视为蒸镀图案的膜厚中的最大值mm。并且,测定各蒸镀图案的角部的膜厚,将该膜厚视为蒸镀图案的膜厚中的最小值mm。另外,使用表面形状测定器(dektak6m,veecо社制)测定了各蒸镀图案的膜厚。然后,设基于以下的式(1)计算出的膜厚的偏差为5%以下的情况为
“○”
,设10%以下的情况为
“△”
,设超过10%的情况为
“×”
。
[0121]
100
×
{(mm-mm)/(mm mm)}/2(%)
…
式(1)
[0122]
按照上述式(1)计算出的膜厚的偏差如以下的表3所示那样。
[0123]
【表3】
[0124][0125]
如表3所示,确认了对实施例1至实施例5以及实施例7的蒸镀掩模进行评价后的结果为
“○”
,对实施例6的蒸镀掩模进行评价后的结果为
“△”
,另一方面,对比较例1的蒸镀掩模进行评价后的结果为
“×”
。由此,确认了根据实施例1至实施例7的蒸镀掩模,与比较例1相比,抑制了蒸镀图案中的膜厚的偏差。
[0126]
并且,确认了存在如下倾向:在角部间距离dc相对于厚度t之比小于1的情况下,与角部间距离dc相对于厚度t之比为1以上的情况相比,蒸镀图案中的膜厚的偏差变大。对此,确认了在角部间距离dc相对于厚度t之比超过1.5的情况下,蒸镀图案中的膜厚的偏差较小,另一方面,蒸镀图案的边缘具有相对于期望的多边形状缩颈而成的形状。由此,为了抑制蒸镀图案中的膜厚的偏差并且提高蒸镀图案中的形状的精度,可以说优选的是角部间距离dc相对于厚度t之比为1以上1.5以下。
[0127]
进而,确认了存在如下倾向:在曲率半径r超过4.5μm的情况下,与曲率半径r为4.5μm以下的情况相比,蒸镀图案中的膜厚的偏差变大。即,为了抑制蒸镀图案中的膜厚的偏差,可以说优选的是曲率半径r为4.5μm以下。
[0128]
如以上说明的那样,根据蒸镀掩模、蒸镀掩模的制造方法及显示装置的制造方法中的一实施方式,能够得到以下记载的效果。
[0129]
(1)从大开口11l的角部11lc的附近进入掩模孔11的蒸镀材料变得容易到达小开口11s,因此蒸镀图案的膜厚中的偏差得到抑制。
[0130]
(2)蒸镀图案中,角部的膜厚比中央部的膜厚变小的情况得到抑制,因此能够抑制蒸镀图案的膜厚中的偏差。
[0131]
(3)由于与具有形成于蒸镀对象的蒸镀图案相应的形状的小开口11s位于表面10f与背面10r之间的情况相比,能够使小开口11s与蒸镀对象之间的距离变小,因此能够抑制形成于蒸镀对象的蒸镀图案内的膜厚的偏差。
[0132]
(4)由于与蒸镀掩模10的厚度超过20μm的情况相比,能够使可贯通金属片10m的大
开口11l的大小变小,因此蒸镀掩模10能够以更高的密度具备多个掩模孔11。
[0133]
(5)由于随着蒸镀掩模10以及玻璃基板的加热而蒸镀掩模10的膨胀程度与玻璃基板的膨胀程度之差过度变大的情况得到抑制,因此抑制了形成于玻璃基板的蒸镀图案的精度因蒸镀掩模10的膨张率与玻璃基板的膨张率之差而降低的情况。
[0134]
另外,上述的实施方式能够如以下这样变更而实施。
[0135]
[大开口]
[0136]
·
大开口11l的边缘11le所含的伸出部11lp的形状能够如以下这样变更。即,如以下参照的各附图所示,从与蒸镀掩模10的表面10f对置的视点观察,伸出部11lp划分的区域能够具有各种各样的形状。
[0137]
例如,伸出部11lp划分的区域可以如图11所示具有大致长方形状,也可以如图12所示具有倒梯形形状。并且,伸出部11lp划分的区域可以如图13所示具有大致梯形形状,也可以如图14所示具有大致长方形状,并且角部11lc具有直线状。并且或者,伸出部11lp划分的区域也可以如图15所示具有大致正方形状,并且伸出部11lp所具有的3个角部位于虚拟边缘ve的外侧。并且或者,伸出部11lp划分的区域也可以如图16所示具有大致圆状。
[0138]
即使是伸出部11lp划分的区域具有上述的任一种形状的情况,通过使大开口11l的边缘11le具有由小开口11s的边缘11se具有的多边形状的角部从多边形状朝向外侧伸出而成的形状,也能够得到基于上述(1)的效果。
[0139]
并且,即使是伸出部11lp划分的区域具有上述的任一种形状的情况,也能够实现角部间距离dc为蒸镀掩模10的厚度t的1倍以上1.5倍以下。由此,在划分掩模孔11的侧面11sd中,能够缩小将小开口11s的边缘11se中的角部11sc与大开口11l的边缘11le中的角部11lc相连的部分的倾斜角。
[0140]
[角部的数量]
[0141]
·
小开口11s的边缘11se可以具有四边形状以外的多边形状。小开口11s也可以具有具备例如5个以上的角部11sc的多边形状。大开口11l的边缘11le也可以具有例如5个以上的角部11lc。
[0142]
图17示出了小开口11s的边缘11se所具有的形状的1个变更例。
[0143]
如图17所示,小开口11s的边缘11se具有大致正八边形状。小开口11s的边缘11se包含8个线状部11sl和8个角部11sc。各角部11sc中的曲率半径r与上述的实施方式相同,为4.5μm以下。
[0144]
大开口11l的边缘11le包含8个线状部11ll、8个角部11lc以及8个伸出部11lp。各角部11lc属于相互不同的1个伸出部11lp。各伸出部11lp划分的区域与图11所示的变更例相同,具有大致长方形状,角部11lc具有曲率。另外,各伸出部11lp能够应用参照图2以及图12至图16而在先说明过的各伸出部11lp。
[0145]
另外,在小开口11s的边缘11se具有四边形状以外的多边形状的情况下,在与蒸镀掩模10的表面10f正交且沿着包含小开口11s中的1个角部11sc和与该角部11sc对应的大开口11l中的角部11lc在内的平面的截面中,能够定义第1虚拟直线l1。并且,在小开口11s的边缘11se具有四边形状以外的多边形状的情况下,在与蒸镀掩模10的表面10f正交且沿着包含小开口11s中的1个线状部11sl和与该线状部11sl平行的大开口11l的线状部11ll在内的平面的截面中,能够定义第2虚拟直线l2。
[0146]
[掩模孔]
[0147]
·
掩模孔也可以具有2个孔部。
[0148]
即,如图18所示,蒸镀掩模30所具备的掩模孔31也可以包含作为1个孔部的大孔部31a和作为其他孔部的小孔部31b。在蒸镀掩模30的厚度方向的中途,大孔部31a与小孔部31b相连。大孔部31a在表面30f具有大开口31l,并且具有作为与大开口31l相反侧的开口的小开口31s。小孔部31b与大孔部31a一同共有小开口31s,并且具有与小开口31s相反侧的开口即在背面30r开口的背面开口31r。另外,大孔部31a与小孔部31b相连的部分与背面30r之间的距离为台阶高度sh。就在蒸镀图案中抑制因阴影(shadow)效果引起的亮度的不均匀而言,优选的是台阶高度sh较小。在掩模孔31具备2个孔部的情况下,能够在抑制蒸镀掩模30的分辨率的降低的同时增大蒸镀掩模30的厚度。
[0149]
并且,蒸镀掩模30的表面30f与包含小开口31s的边缘在内的平面之间的距离d与上述的实施方式相同,角部间距离dc能够具有该距离d的1倍以上1.5倍以下那样的大小。
[0150]
在该情况下,也能够通过使蒸镀掩模30的大开口31l具有由小开口31s的边缘具有的多边形状的角部从多边形状伸出而成的形状,从而得到基于上述(1)的效果。
[0151]
·
蒸镀掩模10具备的掩模孔11也可以不满足以下的条件中的至少1个。
[0152]
(条件a)第2角度θ2比第1角度θ1大。
[0153]
(条件b)角部间距离dc为蒸镀掩模10的表面与包含小开口11s的边缘11se在内的平面之间的距离的1倍以上1.5倍以下。
[0154]
(条件c)小开口11s的边缘11se的角部11sc的曲率半径r为4.5μm以下。
[0155]
即使是掩模孔11不满足条件a到条件c中的至少1个的情况,通过使大开口11l的边缘11le具有由小开口11s的边缘11se所具有的多边形状的角部朝向多边形状的外侧伸出而成的形状,也能够得到基于上述(1)的效果。
[0156]
[形成蒸镀掩模的材料]
[0157]
·
形成蒸镀掩模10的材料可以是铁镍类合金以外的金属。形成蒸镀掩模10的材料可以是铁镍钴类合金,例如包含32质量%的镍和4质量%以上且5质量%以下的钴的合金,即超因瓦合金等。形成蒸镀掩模10的材料可以是铁铬镍类合金即铬镍类不锈钢。铬镍类不锈钢可以是例如sus304。另外,铁铬镍类合金与铁镍类合金以及铁镍钴类合金相比,热膨张系数大。因此,在蒸镀时蒸镀掩模10的温度上升的程度较小的情况下,可以使用铁铬镍类合金,并且在蒸镀掩模10的温度上升的程度更大的情况下,优选的是使用铁镍类合金或铁镍钴类合金。即使是该情况,通过使大开口11l的边缘11le具有由小开口11s的边缘11se所具有的多边形状的角部从多边形状朝向外侧伸出而成的形状,也能够得到基于上述(1)的效果。
[0158]
[蒸镀掩模的厚度]
[0159]
·
蒸镀掩模的厚度可以比20μm厚。即使是该情况,通过使大开口11l的边缘11le具有由小开口11s的边缘11se所具有的多边形状的角部朝向多边形状的外侧伸出而成的形状,也能够得到基于上述(1)的效果。
[0160]
[蒸镀掩模]
[0161]
·
蒸镀掩模10也可以具备相当于图案区域r1的掩模部、和相当于周边区域r2的副框。该情况下,副框是与掩模部独立的分体,并且副框具有副框孔。然后,各掩模部以封堵相
互不同的副框孔的方式相对于副框安装。作为结果,蒸镀掩模10中,掩模部的数量与副框孔的数量成为相同数量。掩模部可以通过粘接而安装于副框,也可以通过熔接而安装于副框。
[0162]
另外,由于该情况下能够通过副框支撑掩模部,因此与掩模部和周边部为一体的情况相比,能够减薄掩模部的厚度。形成掩模部时,在对掩模部形成掩模孔之前,通过将掩模部的两面蚀刻,能够减薄掩模部的厚度。另外,在形成薄的掩模部的情况下,出于提高掩模部的安装性的目的,也可以在用于减薄掩模部的厚度的蚀刻以及用于在掩模部形成掩模孔的蚀刻中,在支撑掩模部的支撑层层叠掩模部。支持层只要在对副框安装了掩模部后从掩模部卸下即可。
[0163]
附图标记说明
[0164]
10,30
…
蒸镀掩模,10f,10mf,30f
…
表面,10m
…
金属片,10mr,10r,30r
…
背面,11,11m,31,rmh
…
掩模孔,11l,31l
…
大开口,11lc,11sc,rmhc
…
角部,11le,11se,rmhe
…
边缘,11ll,11sl,rmhl
…
线状部,11lp,rmhp
…
伸出部,11s,31s
…
小开口,r
…
曲率半径,l1
…
第1虚拟直线,l2
…
第2虚拟直线,θ1
…
第1角度,θ2
…
第2角度
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。