1.本发明涉及一种包装材料,尤其涉及一种用于形成单个液态食品包装容器的包装材料。本发明还涉及一种配置成向所述包装材料提供密封的密封系统,以及一种用于制造包装容器的方法和包装容器本身。
背景技术:
2.近年来,大多数食品包装容器的生产商都着眼于达到各国政府和其他机构(如欧盟)提倡的可回收性和可持续性标准。这些努力的目标是提供一种未来基于纸盒的包装容器,其在更大程度上使用可再生包装材料制成,具有更高程度的可回收性,以便减少浪费和污染。
3.然而,用于形成包装容器的包装材料的大多数生产商仍然在包装材料中集成了薄铝箔以保护食品。除了铝的阻隔性能外,金属箔还用作工件以为包装材料提供各种热密封件,以便形成密闭且密封的包装容器。热密封件可以相对于包装尺寸为纵向或横向,具体取决于最终包装容器的所需形状和外观。
4.包装材料的密封是基于感应加热从而在铝箔中引起涡流的原理。随着该箔被加热,热能通过传导传递到包装材料的塑料层压层,然后该塑料层压层熔化并彼此粘合。在感应加热停用后,塑料层重新固化以提供准确且持久的密封。包装容器的良好密封确保产品在整个寿命周期内的内容物无菌。
5.然而,铝不是可再生资源,因此广泛使用与前面提到的可再生和可回收包装的目标相冲突。因此,开发不含铝的包装材料变得越来越重要。另一方面,可能出现对不包括铝箔的包装材料进行有效密封的潜在问题。
技术实现要素:
6.鉴于现有技术解决方案的上述缺点,需要一种不需要铝箔同时仍允许牢固密封的包装材料。此外,一个目的是提供一种允许感应加热密封的包装材料。
7.根据第一方面,提供了一种包装材料。包装材料包括芯层和层压到其上的一个或多个可热密封材料层,以及配置成形成相关密封系统的工件的至少一个碳基层。
8.术语“工件”是指配置成通过由电磁装置(例如电感器)产生的磁场生成热损失的一部分或层。碳基部分或层由此可易于感应加热,以便加热可热密封材料的相邻层并使它们部分熔化。熔化的或部分熔化的层然后可以熔合并且在再次固化的同时彼此接合密封或接合密封到相邻表面。至少一个碳基部分或层因此可以配置成形成相关感应热密封系统的工件,即它能够通过与电磁场相互作用而生成热量,该电磁场是由相关感应热密封系统中的诸如感应器之类的装置产生的。
9.芯层可以是纤维素基材料,例如纸或纸板。
10.可热密封材料可包括热塑性聚合物,例如聚烯烃或聚酯。聚烯烃的示例是聚乙烯和聚丙烯及其共聚物和共混物。聚酯的示例是聚乙烯对苯二甲酸酯(pet)、聚乙烯呋喃酸酯
(pef)和可生物降解的聚酯,例如聚交酯(pla)和聚羟基链烷酸酯(pha)。
11.碳基层可以配置成形成横向密封系统的工件和/或纵向密封系统的工件。
12.碳基层可以层压到包装材料中,即位于相邻层压层之间,和/或布置在包装材料的外表面上。碳基层的准确定位可取决于各种过程参数以及包装容器特性。
13.碳基层可以分布在整个包装材料上,使得其形成连续层。因此,碳基层可以有效地帮助保护由包装材料制成的包装容器的内容物免受外界环境的影响。
14.在另一实施方案中,仅在与相关密封系统的工件的位置相对应的一个或多个区域处,即在旨在形成密封区的一部分的包装材料的区域处,局部施加碳基层。
15.碳基层可以是石墨烯基材料,并且石墨烯基材料可以包括一个或多个层中的石墨烯或还原氧化石墨烯。最优选地,石墨烯基材料包括大量的石墨烯或还原的石墨烯,即通过还原氧化石墨烯获得的石墨烯,以下称为“还原氧化石墨烯”。因此,石墨烯基材料包含基于干重的至少从50重量%(例如从60重量%,例如从70重量%,例如从80重量%,例如从90重量%,例如从95重量%)到100重量%的石墨烯或还原氧化石墨烯材料。
16.术语“石墨烯基”中的“石墨烯”的定义因此包括还原氧化石墨烯、石墨烯单层、石墨烯剥离薄片,以及多层石墨烯薄片或所谓的石墨烯小片,即若干石墨烯或还原氧化石墨烯层的部分剥离薄片状堆叠,其具有数量多达20,数量优选为10或更少的这种单层薄片。
17.根据一个实施方案,石墨烯基材料包括选自由以下项组成的群组中的一种或多种材料:石墨烯剥离薄片、还原氧化石墨烯、石墨烯单层材料和多层石墨烯小片,其具有数量多达20,例如10或更少的堆叠的单层石墨烯薄片。
18.在一个实施方案中,石墨烯基材料包括由以下项的分散体获得的层:这种石墨烯剥离薄片、还原氧化石墨烯或多层石墨烯小片,其具有数量多达20,优选为10或更少的堆叠的单层薄片。
19.剥离薄片状的石墨烯是可获得的,例如可通过微流体剥离或电化学膨胀或超声波剥离来剥离石墨颗粒获得。根据剥离过程的性质和性能,纯单层石墨烯薄片与这种多层石墨烯薄片的比例可能会有所不同。
20.根据石墨烯基材料的干重,仅更少的量,即低于20重量%,例如低于10重量%,例如低于5重量%,可以是这样的石墨薄片,其已经剥离成数量大于20的石墨烯单层薄片,但其横向粒度小于大块石墨粒子,即所谓的“石墨纳米小片”,因此是纳米级的。
21.可以存在这种更少量的此类横向纳米尺寸的石墨薄片,只要它们不会过多地降低石墨烯基材料的性能即可。优选地,纳米石墨薄片/小片基于干重仅以低于15重量%,例如10重量%,例如5重量%或更少的量存在于组合物中。此外,石墨烯基组合物可以包括量低于50重量%(干重)(例如低于40重量%,例如低于30重量%,例如低于20重量%,例如低于10重量%,例如低于5重量%)的导电和/或磁性颗粒。导电和/或磁性金属颗粒的存在可以提高所述部分或层的性能,但其作用仍然只是辅助性的,即所述层的感应热密封性能的主要部分由石墨烯基材料提供。合适的导电颗粒是银和铝的颗粒,以及其他可想到的金属颗粒。碳基层,优选石墨烯基层可以以油墨和/或分散体涂层的形式施加到包装材料上。
22.因此合适的施加方法是印刷方法,例如柔性版印刷、轮转凹版印刷、丝网印刷、喷墨印刷和各种分散体涂布方法,例如狭缝涂布、刮刀涂布、幕涂和喷涂。通过这些印刷或涂布方法,可以施加合适厚度的碳基层,该合适厚度为0.1至25μm,例如0.5至20μm,例如0.5至
10μm,例如0.5至8μm,例如0.5至7μm,例如0.5至6μm,例如0.5至5μm。
23.石墨烯基组合物可进一步包括溶剂和粘合剂,即聚合物以支持分散体或油墨的涂布和干燥中的成膜过程。溶剂或分散介质可包括水和/或有机溶剂。组合物可进一步包括基于干物质的少量的本领域常用的添加剂,例如增稠剂、消泡剂、蜡和其他粘度和成膜改性剂。
24.替代地,剥离的石墨烯薄片的类似组合物可以形成为湿片材涂层并在高压下压缩成石墨烯片材并随后干燥,从而获得层状石墨烯薄片的紧凑但柔韧的片材。这种石墨烯薄片“纸”或片材可以设计成在几微米[例如从3μm(例如从5μm)高达70μm(例如高达80μm)]的厚度处具有相对高的导电性。
[0025]
因此,根据一个实施方案,将碳基层以石墨烯、还原氧化石墨烯或石墨烯单层材料或多层石墨烯小片(具有高达20个,例如10个或更少的堆叠的石墨烯单层薄片)的层状剥离薄片的预制压缩片材的形式施加到包装材料上。
[0026]
通过厚度从15μm高达40μm的这种石墨烯薄片片材,可获得特别平衡的导电性与机械特性。石墨烯薄片的紧凑但柔韧的片材可以作为完全层压的片材或通过图案层压(例如仅在预期的密封区域以胶带的形式)施加到包装材料上。
[0027]
在另一个可想到的实施方案中,石墨烯涂层可以以气相沉积[例如通过化学气相沉积(cvd)]的石墨烯层的形式以从几纳米高达500nm(例如高达300nm)的厚度施加。
[0028]
碳基层的厚度可以优选地在该层的整个延伸部内是恒定的,并且在从0.001到500μm,例如从0.01到500μm,例如从0.1到300μm,例如从1到300μm的范围内,具体取决于密封系统特性,例如功率信号频率等。
[0029]
根据第二方面,提供了一种制造包装材料的方法。该方法包括将一个或多个可热密封的热塑性材料层层压到芯层上的步骤,以及将至少一层碳基层施加到所述包装材料上的步骤,其中至少一个碳基层,优选石墨烯基层,形成相关密封系统的工件。
[0030]
施加碳基层(优选石墨烯基层)的步骤可以在包装材料层压过程期间在线执行,或者在包装材料层压过程结束时作为后过程执行。
[0031]
根据第三方面,提供了一种用于包装材料的密封系统。密封系统包括至少一个电磁装置和布置在所述包装材料上的工件,其中所述工件由碳基层,优选由石墨烯基层形成。
[0032]
根据第四方面,提供了一种包装容器。该包装容器包括主体,该主体由包装材料形成并且具有布置在密封区域的至少一个密封件,其中该包装材料包括布置在所述密封区域处的碳基层,优选石墨烯基层。
[0033]
根据第五方面,提供了一种用于制造包装容器的方法。该方法包括通过致动感应加热装置,使得在所述包装材料的工件中生成热量而密封包装材料的步骤,其中所述工件由碳基层,优选石墨烯基层形成。
附图说明
[0034]
现在将参考附图通过示例的方式描述本发明的实施方案,其中:
[0035]
图1为包装机的示意图,
[0036]
图2是根据一实施方案的与包装机一起使用的密封系统的剖视图,
[0037]
图3是根据各种实施方案的用于制造包装材料的转换装置的侧视图,
[0038]
图4是根据一实施方案的包装材料的剖视图,
[0039]
图5是根据一实施方案的包装材料的平面图,
[0040]
图6是根据一实施方案的包装容器的等距视图,
[0041]
图7是根据一实施方案的用于制造包装和包装材料的方法的示意图,
[0042]
图8a和图8b是示出作为不同工件材料的电阻率的函数的感应功率的图,
[0043]
图9是示出作为第一碳基层的工件厚度的函数的效率的图,并且
[0044]
图10是示出作为第二碳基层的工件厚度的函数的效率的图。
具体实施方式
[0045]
从图1开始,示出了基于卷筒进给纸盒的包装机10的基本原理。包装机10被配置用于连续包装例如液体食品,并形成用于各种不同包装系统[例如商业上成功的利乐砖(tetra )包装系统]的通用技术概念。包装机10接收呈连续卷材形式的包装材料100(如图1所示)。
[0046]
在展开包装材料100之后,其纵向侧边缘101a-b被合在一起以形成纵向密封件ls,从而也形成包装材料100的管12。更特别地,纵向侧边缘101a-b以重叠的方式连续彼此附接。用来自填充管13的期望产品,优选液体食品填充管12。
[0047]
通过在管12的端部制造横向密封件ts,以及在密封部分形成时将其切掉,由管12形成一系列包装20,每个密封部分表示单个的包装20。为了使包装20成形,在横向密封操作期间可以使用不同的成形工具,或者可以在已经执行横向密封之后执行单独的成形过程。
[0048]
替代地,使用坯料进给包装机。将包装材料的预切割件形式的坯料进给到填充机,该坯料的两端热密封在一起使得形成折叠管状套筒。将坯料竖立成敞开的套筒,然后折叠并密封,使得形成封闭的顶部或底部。然后将其用产品填充并密封和折叠,使得获得填充的包装容器。
[0049]
应该提到的是,术语“纵向”是指管12的进给方向,即机器进给方向。术语“横向”是指垂直于纵向方向的方向。
[0050]
横向密封件ts通常由密封系统30形成,该密封系统30未在图1中示出但在图2中示意性示出。提供两组横向密封系统30,其布置在下游配置中(一个密封系统30布置在另一个密封系统的下游)。通过密封系统的操作,定位在可移动的密封夹爪上的高频感应器或另一电磁装置31和相对元件32将在横向方向上移动并将填充的包装材料管12压在一起以形成ts密封件区。随着电磁损耗(例如涡流)在包装材料100的工件中产生,包装材料100将通过高频感应加热每隔预定间隔进行加热以形成横向ts密封件区。为了在工件中产生涡流,将电感器31连接到高频电源,这将在下面进一步解释。
[0051]
应该提到的是,密封夹爪的移动还将提供管12的向前运动,由此密封件ts将以预定间隔布置。
[0052]
然后,将每个横向ts密封件区通过切割刀(未示出)沿中心线切割并分割以形成单个的包装容器20。包装容器20的最终成形可以以多种不同方式配置,以便获得各种包装容器形状,例如砖形(平行六面体)、六棱柱、八棱柱、四面体、山墙顶容器等。
[0053]
现在转向图3,示出了层压过程(即制造包装材料100的过程)的示意性概览。包装材料制造过程基于将几个热塑性材料层层压到芯层的概念。
[0054]
包装材料100的生产如此进行,使得纸或板的芯层卷材104的卷轴102被放出并在轧辊42上引导以与冷却辊44接触。在挤出机46的帮助下,连续的热塑性材料膜106被挤出在轧辊42上的芯层卷材104和冷却辊44之间,在这种情况下,挤出的热塑性材料(例如聚乙烯)膜106将粘附到芯层104上。通过轧辊42和冷却辊44之间的压缩,芯层104和膜106结合以形成复合包装材料层压件。在相同的操作中,任选的另外的材料卷材(未示出)可以在冷却辊上引导,以便借助于热塑性材料106的中间挤出粘合层,也被层压到芯层卷材上。除上述转化过程之外,还可以添加液密和可热密封热塑性材料的外层108以及液密和可热密封热塑性材料的内层110,以便形成包装材料100。外层108和内层110可以借助于如图3所示的膜层压,或根据上述原理,作为熔融热塑性材料(例如可热密封的聚乙烯聚合物)的挤出涂层而被层压到先前层压的芯层卷材上。一个或多个阻隔层也可以是包装材料100的一部分,并且可以层压到芯层卷材上,优选地层压到芯层卷材的那一侧上,该侧将从所得的层压包装材料形成包装容器的内部。
[0055]
如前所述,感应加热和密封需要提供包装材料100的工件,其中随着工件受到来自感应器31的高频磁场,可以生成工件涡流。传统地以横跨整个包装材料100的铝层的形式提供的该工件可替代地由施加器50提供。如将进一步解释的,工件由碳基材料形成,优选地局部提供在包装材料100处。
[0056]
在图3中,施加器50仅示意性地示出,并且施加器50可以以许多不同的方式实现。例如,施加器50可以是印刷单元,例如喷墨单元,由此以碳基油墨(优选石墨烯基油墨)的形式提供工件材料。在其他实施方案中,施加器50可以实现为喷雾单元、辊式施加器等。重要的是,施加器50被配置成在包装材料100上的特定位置处施加一个碳基材料层。
[0057]
施加器50甚至可以不形成层压过程的一部分,而是可以替代地在层压过程之前或之后使用。例如,施加器50可以布置在包装机10中,使得在包装材料100转变成密封管12之前施加碳基层。
[0058]
如果形成层压过程的一部分,则如参照图3所述的那样,施加器50可以布置在不同位置处。因此在图3中指示了多个施加器50,但应当理解可能需要在单个位置仅使用一个施加器50。
[0059]
例如,施加器50可以被布置成使得在层压之前将工件印刷在芯层104的外侧上,或者在芯层104的内侧上。施加器50的其他可能位置如图3所示。
[0060]
在优选实施方案中,施加器50被布置成使得碳基材料被施加在包装材料100的内侧、最里面的可热密封层下方或阻隔膜的内表面上。在任选的实施方案中,施加器50被布置成使得碳基材料被施加在包装材料100的芯层(例如纸板)的外侧处,以便允许在形成管12时对包装材料100的纵向边缘进行热密封。
[0061]
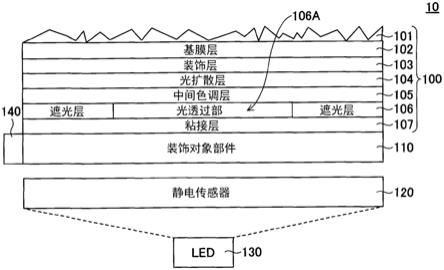
所得包装材料100的示例在图4中以横截面显示,也表示呈碳基(优选石墨烯基)层112的形式的工件60。工件60可以根据在层压过程期间、之前或之后施加器50的位置而被布置在不同材料层之间的任何界面处;在层110的外侧上,在层110和106之间,在层106和104之间,在层104和108之间,或者在层108的外侧上。如果存在阻挡层,则工件60可以被布置在这种阻挡层的任一侧上,但优选地,碳基工件部分或层被设置在芯层或任选的阻挡层和内侧层110的内侧上。
[0062]
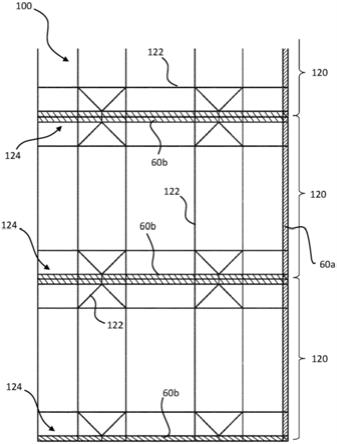
现在转向图5,示出了包装材料100的示例。包装材料100以连续卷材的形式提供,
例如如图1所示的那样由包装机10使用。由此,卷材包括一系列区段120,每个区段120稍后用于形成单个的包装20。在图5中,示出了三个区段120。每个区段120具有多条折痕线122,并且每个区段120还设置有至少一个工件60。在所示的示例中,纵向工件60a沿着包装材料的一个纵向边缘布置,并且多个工件60b被布置在相应的密封区域124中,每个密封区域124对应于要形成的横向密封件ts的位置。
[0063]
图6示出了由通过图1的包装机10处理的图5的包装材料100制成的包装20。形成包装材料20的主体22的包装20具有一个纵向密封件ls和两个横向密封件ts。至少一个密封件,优选至少两个横向密封件ts,布置在相应的密封区域124处。通过碳基(优选石墨烯基)层形成的工件60被布置在所述密封区域124处。
[0064]
包装材料100由本体芯层104形成,该本体芯层104可以是纤维基材料,例如纤维素基材料。芯层104可以是纤维素基材料,例如纸或纸盒或纸板。包装材料100还具有至少一个碳基(优选石墨烯基)层112,其被配置成形成相关密封系统30的工件60。如前所述,碳基层112被配置成形成横向密封系统30的工件60b和/或纵向密封系统的工件60a(未明确示出但在图1中指示)。
[0065]
碳基(优选石墨烯基)层112可以例如被层压到包装材料100中,或者它可以布置在包装材料100的外表面上。
[0066]
虽然之前没有解释,但在一些实施方案中,碳基层112可以分布在包装材料100的整个宽度和长度上,使得碳基层112形成连续层。
[0067]
然而,为了允许感应密封,需要仅在一个或多个区域124处局部地提供碳基层112,从而形成相关密封系统30的局部工件60。
[0068]
用于形成工件60的碳基材料优选为墨的形式,从而允许使用标准装置(例如喷墨技术)。油墨可包含石墨和石墨烯的晶体结构的碳。碳基层优选在一个或多个层中包含基于干重的至少50重量%的量的石墨烯或还原氧化石墨烯。优选地,碳基层包含石墨烯或还原氧化石墨烯的剥离薄片的分散体。
[0069]
迄今为止,尚未成功制造出具有足够质量和物理特性的纯石墨油墨或分散体以便用于本发明的概念内,即对包装材料的相邻层进行热密封。这是由于石墨材料在其呈颗粒形式时的固有特性,从而无法提供所需的导电性。通过替代地使用石墨烯或还原氧化石墨烯,可进行改进。因此,由于石墨材料的庞大性质,迄今为止不可能剥离石墨使得可提供具有所需机械柔韧特性和所需导电性两者的涂层或层。如果石墨可作为纳米尺寸的非常薄的层应用,则其固有特性使得良好的感应特性应该是可能的。然而,均质石墨层必然需要太厚和太脆使得层破裂,并且颗粒状石墨或呈剥离薄片形式的石墨不能达到分散体中的浓度使得达到足够的导电性或对磁损失的敏感性。因此,为使导电性足够,在仅具有石墨或基于石墨的混合物中将需要大量的金属颗粒。
[0070]
另一方面,单层的石墨烯[其例如通过化学气相沉积(cvd)获得]可以被认为是石墨材料中具有所需机械特性的可能的最薄层。完美连续的石墨烯单层的导电率很高,但由于它是单层,它太薄了而无法产生显著的加热效果,无法通过当前技术和允许的频率进行适当的热密封。
[0071]
现在转向图7,示意性地示出了一种用于制造包装容器20的方法200。方法200包括制造包装材料的子方法210。
[0072]
子方法210包括将一个或多个塑料层106、108、110层压到芯层104的步骤212,以及将至少一个碳基(优选石墨烯基)层112施加到所述包装材料100的步骤214。至少一个碳基层112形成相关密封系统30的工件60。
[0073]
施加碳基层112的步骤214可以在包装材料转换过程期间在线执行,或者在包装材料转换过程结束时作为后处理执行。
[0074]
用于制造包装容器20的方法200还包括通过致动感应器32使得在包装材料100的工件60中生成热量来密封包装材料100的步骤202。
[0075]
根据热密封系统的设计,电磁装置,例如电感器,可以在100khz至27mhz以上的频率下操作。在较高的mhz范围内,特定频段由国家当局分配,例如13.65mhz和27.12mhz。在较低的范围内,可以更自由地选择操作频率。优选地,电磁装置在从0.5mhz到27mhz以上(例如从1mhz到27mhz以上,例如从13mhz到27mhz以上)的频率下操作。
[0076]
如以下示例将解释的,碳基层的确切厚度和电阻率以及材料类型可根据所需效率、电流、品质因数等而变化。对于本文所述的示例,碳基层112的厚度优选是恒定的并且在0.001-500μm(例如从0.01到500μm,例如从0.1到300μm,例如从1到300μm)的范围内,具体取决于密封系统特性(例如功率信号频率等)。
[0077]
图8a是示出工件中的感应功率的仿真的图,该感应功率是为6.35μm的工件厚度的工件材料电阻率的函数。功率信号具有535khz的频率,其是饮料纸盒包装行业中感应密封系统的驱动频率。仿真研究中采用的电感器模型是为纵向密封应用设计的电感器。在该模型中,工件与感应器的最小距离设置为1mm。
[0078]
曲线图下方的水平条表示所研究材料的相关电阻率值。第一材料是保持在25℃的一种市售铝合金aa 6063。第二材料是相同的aa 6063,但保持在150℃的高温下。这两种第一材料(aa 6063)表示现有技术的传统铝基工件的参考值。第三材料是一种理想的假设的石墨层,其被均匀地但薄得不切实际地施加以仍具有所需的机械特性。第四个数据点表示假设使用单层的石墨烯(假设一个单独的石墨烯单层将具有良好的电阻率以进行施加,但是,由于它是单层,它会太薄而无法产生显著的加热效果)。第五材料是由s.majee等人,scalable inkjet printing of shear-exfoliated graphene transparent conductive films,carbon 2016;102:51-7开发的4层石墨烯薄片油墨(gi)。
[0079]
从曲线图中显示,根据楞次定律,由于感应电流和感应电动势的平衡,存在针对电感器与工件之间的功率耦合的最佳电阻率值。在与电阻率通常在10-4
ωm或更高的范围内的典型的石墨烯油墨对应的范围内,我们发现电阻率越低,感应功率会越高。因此,由majee等人提出的石墨烯油墨由于其与其他石墨烯油墨相比相对较低的电阻率而被进一步研究。因此,通过增加这种施加的油墨层的厚度,可以进一步增加感应功率。
[0080]
厚度为6.35μm的例如上文所述的层状石墨烯薄片的紧凑的柔性压缩片的特征在于甚至更低的电阻率,大约为10-7
ωm,从而能够进一步增加系统功率转移,甚至使系统功率转移最大化。
[0081]
图8b是对相同的假设石墨层和石墨烯油墨(层厚度均为6.35μm)在不同功率频率下作为电阻率函数的感应功率的仿真。从图中显见,对于mhz范围内的频率,感应功率显著增加。为了便于比较,曲线图中的参考线(pow.ref.)表示在频率为535khz并且厚度为6.35μm的情况下与由铝aa6063制成的标准工件对应的功率值。
[0082]
对于电阻率为3*10-6
ωm的石墨材料,对于不同频率,作为假设层厚度的函数的计算效率在图9中示出。名为功率参考(pow.ref)的标记表示在mhz频率下要获得与535khz下6.35μm aa 6063参考物相同的感应功率所需的最小石墨厚度。然而,在这些厚度(50nm左右)下,系统的效率与参考物相比会显著较低,可能导致过热或过压的风险。在13.65mhz下,需要至少约500nm的工件厚度才能保持相对较高的效率,而在27.12mhz下,仅约200nm的工件厚度应该就足够了。通过进一步增加厚度,可达到预期对厚度不太敏感的平坦区。在所研究的厚度范围内,该平坦区在535khz下显著比aa 6063箔宽。
[0083]
在曲线中,“eff.ref.”线对应于特征在于6.35μm厚aa 6063箔并在535khz下工作的标准系统的效率。
[0084]
对于电阻率为2.5*10-5
ωm的石墨烯油墨材料,对于不同的功率频率,作为层厚度的函数的效率在图10中示出。在13.65mhz下,需要至少约4.5μm的工件厚度来保持相对较高的效率。在27.12mhz下,需要至少约1.5μm的工件厚度来保持相对较高的效率。通过进一步增加厚度,可达到预期对厚度不太敏感的平坦区。此外,在所研究的厚度范围内,该平坦区在535khz下显著比aa 6063箔宽。参考值的含义与上面针对图9的解释相同。
[0085]
下表进一步显示了仿真的总结。
[0086]
因此,通过采用mhz范围内的频率,可使用相对薄的层获得良好的效率,从而允许有可能使用碳基层(例如石墨烯基层)作为用于感应加热密封的包装材料中的工件。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。