1.本发明涉及高分子材料领域,具体涉及一种多层复合口罩材料及其制备方 法。
背景技术:
2.口罩是一种卫生用品,一般指戴在口鼻部位用于过滤进入口鼻的空气,以 达到阻挡有害的气体、气味、飞沫进出佩戴者口鼻的用途;现有技术中,根据 制作口罩的主要材料可分为海绵口罩、纱布口罩等多种类型,对进入肺部的空 气有一定的过滤作用,在呼吸道传染病流行时,在粉尘等污染的环境中作业时, 戴口罩具有非常好的隔离作用。
3.目前已经申请相关专利的口罩材料种类很多,但是它们的功能比较单一, 主要针对某一类污染物的进行防护,对于亚微米粉尘、直径很小的病毒(如新 冠病毒只有0.1-0.3微米)进行完全防护的口罩材料,能够同时对其它多种空 气中的污染物进行高效防护,且制备方法简单的口罩材料尚未见其有关文献阐 述。
技术实现要素:
4.因此,本发明要解决的技术问题在于克服现有技术中海绵口罩拉伸强度差、 不能完全隔离病毒缺陷,从而提供一种可以完全隔离病毒、拉伸性能优异的多 层复合口罩材料。
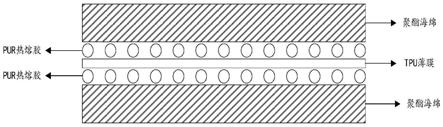
5.本发明提供一种多层复合口罩材料,包括依次层叠设置的聚酯型海绵层、 粘合剂层、无孔透湿tpu薄膜层、粘合剂层、聚酯型海绵层。
6.可选的,本发明为5层结构。
7.可选的,所述聚酯型海绵层的厚度为1
‑
3mm。
8.可选的,粘合剂层的材料为湿固化聚氨酯热熔胶,简称pur热熔胶。 可选的,所述聚酯型海绵,其包括如下重量份数的原料:
[0009][0010]
可选的,所述聚酯型海绵,其包括如下重量份数的原料:
[0011][0012]
或,所述聚酯型海绵,其包括如下重量份数的原料:
[0013][0014]
可选的,所述的聚醚多元醇分子量为4000
‑
6000,官能度为3
‑
5,羟值为 30
‑
50mgkoh/g,粘度为900
‑
1500mpa
·
s/25℃,酸值0.05mgkoh/g;
[0015]
本发明的聚醚多元醇可以市购,也可以自制,满足分子量为5000,官能度 为3,羟值为35mgkoh/g,粘度为900
‑
15000mpa
·
s/25℃。例如,聚醚多元醇 puranol f 1623,是由佳化化学科技发展(上海)有限公司提供,分子量为5000, 官能度为3,羟值为35mgkoh/g,粘度为900
‑
1500mpa
·
s/25℃。
[0016]
所述聚酯多元醇的羟值为80
‑
120mgkoh/g,粘度为19000
‑
25000pa
·
s/25℃, 酸值1mgkoh/g;
[0017]
本发明的聚酯多元醇可以市购,也可以自制,满足羟值为80mgkoh/g,粘 度为19000pa
·
s/25℃;酸值1mgkoh/g均可用于制备本发明的聚酯海绵,例如, 斯泰潘(南京)化学有限公司的聚酯多元醇pf
‑
600、聚酯多元醇pf
‑
601和聚 酯多元醇pf
‑
602,coim公司的173r以及拜耳公司的2200b。
[0018]
所述的异氰酸酯为甲苯二异氰酸酯、二苯基甲烷二异氰酸酯、改性二苯基 甲烷二
异氰酸酯、多亚甲基多苯基多异氰酸酯、六亚甲基二异氰酸酯,异佛尔 酮二异氰酸酯以及改性多亚甲基多苯基多异氰酸酯中的一种或几种。
[0019]
所述的异氰酸酯可以但不局限于采用巴斯夫股份公司(basf)提供的甲苯 二异氰酸酯t80、万化化学集团股份有限公司提供的改性二异氰酸酯t80。
[0020]
所述催化剂为胺类催化剂;所述胺类催化剂为叔胺催化剂;所述叔胺催化 剂为三乙胺,n
‑
甲基吗啉,n
‑
乙基吗啉,n,n
‑
二甲基苄胺,二(甲基氨基乙基) 醚,三亚乙基二胺,二甲基烷基胺三亚乙基二胺中的一种或几种;可选的,所 述叔胺催化剂为二(甲基氨基乙基)醚或三亚乙基二胺;
[0021]
所述表面活性剂为有机硅表面活性剂;所述有机硅表面活性剂可以采用单 不限于迈图高新材料集团的l530、l537x,se232;赢创工业集团的b8300、 b8301、dc1900;优选地,所述表面活性剂为l530、l537x,se232和b8300、 b8301、dc1900一种或两种;
[0022]
还包括亲水剂10
‑
20质量份。
[0023]
可选的,聚酯型海绵制备方法包括如下步骤:
[0024]
1)将聚醚多元醇、聚酯多元醇、表面活性剂、催化剂和去离子水加入高 压发泡机对应的料罐中,将各组分预热至25℃
‑
30℃;
[0025]
2)将异氰酸酯加入到高压发泡机对应的料罐中,异氰酸酯预热至 25℃
‑
30℃;
[0026]
3)开启发泡机混合头,在一定压力和搅拌速度下,进行发泡反应;
[0027]
可选的,在混合头压力为2.5bar
‑
3.5bar,搅拌速度为4500rpm
‑
6000rpm进 行发泡反应,在室温条件下固化48h以上,切割成厚度1mm
‑
3mm的海绵片材。
[0028]
上述的多层复合口罩材料的制备方法,包括如下步骤:
[0029]
准备粘接材料、粘合剂;通过层压复合工艺制备得到多层复合口罩材料; 所述粘接材料为聚酯型海绵和tpu薄膜。
[0030]
可选的,所述粘合剂的材料为pur热熔胶;pur热熔胶的用量为:以每 平方米的tpu薄膜计,pur热熔胶的用量6g/
‑
10g。
[0031]
所述的pur热熔胶可以但不局限于采用汉高公司的liotcx ur7528
‑
21、波 士公司的xpu18424和富乐公司tl5201。
[0032]
上述方法制备得到的聚酯型海绵。
[0033]
本发明技术方案,具有如下优点:
[0034]
1.本发明提供的一种多层复合口罩材料,包括依次层叠设置的聚酯型海绵 层、粘合剂层、tpu薄膜层、粘合剂层、聚酯型海绵层。该多层复合口罩材料 是一种可以重复水洗使用的,具有优异的耐洗涤性能的一种新型的环保材料, 能够用于防新冠病毒。
[0035]
2.本发明提供的多层复合口罩材料,采用无孔透湿tpu薄膜为其粘接材 料,可以完全隔离新冠病毒,同时透湿性能优异,使佩戴者有良好的舒适感。
[0036]
3.本发明提供的多层复合口罩材料,采用pur热熔胶为其粘接剂,制成的 多层复合口罩材料具有较高粘接强度,同时也是一种环保材料,使佩戴者具有 更高的安全性。
[0037]
4.本发明提供的多层复合口罩材料的制备方法,采用聚酯型海绵、无孔透 湿tpu薄膜为粘接材料,以pur热熔胶为粘合剂,在层压复合工艺条件下,制 得防新冠病毒的多层复合口罩材料具有高效的防新冠病毒性,优异的撕裂性能、 良好的佩戴舒适感。
[0038]
5.本发明提供的多层复合口罩材料的制备方法,采用聚酯型海绵、无孔透 湿tpu
薄膜为粘接材料,以pur热熔胶为粘合剂,在层压复合工艺条件下,制 得防新冠病毒的多层复合口罩材料。操作工艺简单,易于操作,并且是点状热 熔贴合工艺,节省pur热熔胶的使用量,同时可以极大的提高多层复合口罩材 料的透湿性能。
附图说明
[0039]
为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将 对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见 地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来 讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0040]
图1是本发明一个实施例1的多层复合口罩材料示意图。
[0041]
图2是对比例1的3层结构的复合口罩材料示意图。
具体实施方式
[0042]
提供下述实施例是为了更好地进一步理解本发明,并不局限于所述最佳实 施方式,不对本发明的内容和保护范围构成限制,任何人在本发明的启示下或 是将本发明与其他现有技术的特征进行组合而得出的任何与本发明相同或相近 似的产品,均落在本发明的保护范围之内。
[0043]
实施例中未注明具体实验步骤或条件者,按照本领域内的文献所描述的常 规实验步骤的操作或条件即可进行。所用试剂或仪器未注明生产厂商者,均为 可以通过市购获得的常规试剂产品。
[0044]
无孔透湿tpu薄膜购买自中山博锐斯新材料股份有限公司,薄膜厚度为 0.015mm。
[0045]
实施例中的pur热熔胶购自汉高公司的liotcx ur7528
‑
21,实施例中亲水 剂购自南通恒光大聚氨酯材料有限公司。
[0046]
各实施例中的指数是指聚酯型海绵配方中甲苯二异氰酸酯的异氰酸酯基团 与聚酯多元醇pf
‑
601的羟基基团、聚醚多元醇puranol f 1623中的羟基基团和 去离子水的羟基基团之和的摩尔比。
[0047]
实施例1
[0048]
1.1聚酯型海绵的配方:95kg的聚酯多元醇pf
‑
601、5kg的聚醚多元醇 puranol f 1623、1kg有机硅表面活性剂se232、0.3kg胺类催化剂bdma、3.2kg 去离子水、41kg甲苯二异氰酸酯t80;指数为102。
[0049]
1.2聚酯型海绵制备方法,包括如下步骤:
[0050]
(1)按配方准确称取聚酯多元醇pf
‑
601、聚醚多元醇puranol f 1623、有 机硅表面活性剂se232、胺类催化剂bdma、去离子水加入高压发泡机对应的 料罐中,将各组分预热至25℃。
[0051]
(2)将甲苯二异氰酸酯t80加入到高压发泡机对应的料罐中,甲苯二异 氰酸酯t80预热至25℃。
[0052]
(3)开启发泡机混合头,在混合头压力为2.5bar,搅拌速度为4500rpm, 进行发泡反应,在室温条件下固化48h后,切割成厚度2mm,宽度为2m的海 绵片材。
[0053]
1.3多层复合口罩材料的制备方法,包括如下步骤:
[0054]
(1)pur热熔胶在100℃加热熔融,注入胶槽中,通过刮刀,将pur热 熔胶挤入旋转的雕刻辊的孔内;采用pur热熔胶的上胶量为6g/m2;
[0055]
(2)加压把孔内里的pur热熔胶转移到无孔透湿tpu薄膜其中一面, 经过复合辊的压合与第一卷海绵片材粘附在一起,得到3层复合海绵片材。
[0056]
(3)再通过加压把孔内里的pur热熔胶转移到3层复合海绵片材的无孔 透湿tpu薄膜的另一面,经过复合辊的压合与第二卷海绵片材粘附在一起, 最终得到5层复合海绵片材。
[0057]
(4)在一定的张力卷曲多层复合口罩材料,并在一定温度、湿度条件下 熟化,得到的多层复合口罩材料,多层复合口罩材料示意图见图1。
[0058]
实施例2
[0059]
2.1聚酯型海绵的配方:90kg的聚酯多元醇pf
‑
601、10kg的聚醚多元醇 puranol f 1623、1kg有机硅表面活性剂se232、1kg胺类催化剂bdma、3.2kg 去离子水、40.9kg甲苯二异氰酸酯t80;指数为102。
[0060]
2.2聚酯型海绵制备方法,包括如下步骤:
[0061]
(1)将按配方准确称取聚酯多元醇pf
‑
601、聚醚多元醇puranol f 1623、 有机硅表面活性剂se232、胺类催化剂bdma、去离子水,加入高压发泡机对 应的料罐中,将各组分预热至25℃;
[0062]
(2)将甲苯二异氰酸酯t80加入到高压发泡机对应的料罐中,t80预热 至25℃。
[0063]
(3)开启发泡机混合头,在混合头压力为2.5bar,搅拌速度为4500rpm, 进行发泡反应,在室温条件下固化48h后,切割成厚度2mm,宽度为2m的海 绵片材。
[0064]
2.3多层复合口罩材料的制备方法,包括如下步骤:
[0065]
(1)pur热熔胶在100℃加热熔融,注入胶槽中,通过刮刀,将pur热 熔胶挤入旋转的雕刻辊的孔内;采用pur热熔胶的上胶量为6g/m2;
[0066]
(2)加压把孔内里的pur热熔胶转移到无孔透湿tpu薄膜其中一面, 经过复合辊的压合与第一卷海绵片材粘附在一起,得到3层复合海绵片材。
[0067]
(3)再通过加压把孔内里的pur热熔胶转移到3层复合海绵片材的无孔 透湿tpu薄膜的另一面,经过复合辊的压合与第二卷海绵片材粘附在一起, 最终得到5层复合海绵片材。
[0068]
(4)在一定的张力卷曲多层复合口罩材料,并在一定温度、湿度条件下 熟化,得到的多层复合口罩材料。
[0069]
实施例3
[0070]
3.1聚酯型海绵的配方:90kg的聚酯多元醇pf
‑
601、10kg的聚醚多元 醇puranol f 1623、2kg有机硅表面活性剂se232、1kg胺类催化剂bdma、5kg 去离子水、10kg的亲水剂h
‑
24,58.73kg甲苯二异氰酸酯t80;指数为102。
[0071]
3.2一种聚酯型海绵制备方法,包括如下步骤:
[0072]
(1)按配方准确称取聚酯多元醇pf
‑
601、聚醚多元醇puranol f 1623、有 机硅表面活性剂se232、胺类催化剂bdma、去离子水、亲水剂h
‑
24加入高 压发泡机对应的料罐中,将各组分预热至25℃;
[0073]
(2)将甲苯二异氰酸酯t80加入到高压发泡机对应的料罐中,t80预热 至25℃。
[0074]
(3)开启发泡机混合头,在混合头压力为2.5bar,搅拌速度为4500rpm, 进行发泡反应,在室温条件下固化48h后,切割成厚度2mm,宽度为2m的海 绵片材。
[0075]
3.3上述多层复合口罩材料的制备方法,包括如下步骤:
[0076]
(1)pur热熔胶在100℃加热熔融,注入胶槽中,通过刮刀,将pur热 熔胶挤入旋转的雕刻辊的孔内;采用pur热熔胶的上胶量为6g/m2;
[0077]
(2)加压把孔内里的pur热熔胶转移到无孔透湿tpu薄膜其中一面, 经过复合辊的压合与第一卷海绵片材粘附在一起,得到3层复合海绵片材。
[0078]
(3)再通过加压把孔内里的pur热熔胶转移到3层复合海绵片材的无孔 透湿tpu薄膜的另一面,经过复合辊的压合与第二卷海绵片材粘附在一起, 最终得到5层复合海绵片材。
[0079]
(4)在一定的张力卷曲多层复合口罩材料,并在一定温度、湿度条件下 熟化,得到的多层复合口罩材料。
[0080]
实施例4
[0081]
4.1聚酯型海绵的配方:
[0082]
100kg的聚酯多元醇pf
‑
601、2kg有机硅表面活性剂se232、1kg胺类催 化剂bdma、3.2kg去离子水、20kg的亲水剂h
‑
24,41.28kg甲苯二异氰酸酯 t8;指数为102。
[0083]
本实施例提供了一种防新冠病毒的复合海绵口罩及其制备方法,包括如下 步骤:
[0084]
(1)按配方称取聚酯多元醇pf
‑
601、有机硅表面活性剂se232、胺类催 化剂bdma、去离子水、亲水剂h
‑
24,按配方中的重量准确称取加入高压机 发泡机对应的料罐中,将各组分预热至30℃;
[0085]
(2)将甲苯二异氰酸酯t80加入到高压发泡机对应的料罐中,甲苯二异 氰酸酯t80预热至30℃。
[0086]
(3)开启发泡机混合头,在混合头压力为2.5bar,搅拌速度为4500rpm, 进行发泡反应,在室温条件下固化48h后,切割成厚度2mm,宽度为2m的海 绵片材。
[0087]
上述多层复合口罩材料的制备方法,包括如下步骤:
[0088]
(1)pur热熔胶在100℃加热熔融,注入胶槽中,通过刮刀,将pur热 熔胶挤入旋转的雕刻辊的孔内;采用pur热熔胶的上胶量为6g/m2;
[0089]
(2)加压把孔内里的pur热熔胶转移到无孔透湿tpu薄膜其中一面, 经过复合辊的压合与第一卷海绵片材粘附在一起,得到3层复合海绵片材。
[0090]
(3)再通过加压把孔内里的pur热熔胶转移到3层复合海绵片材的无孔 透湿tpu薄膜的另一面,经过复合辊的压合与第二卷海绵片材粘附在一起, 最终得到5层复合海绵片材。
[0091]
(4)在一定的张力卷曲多层复合口罩材料,并在一定温度、湿度条件下 熟化,得到的多层复合口罩材料。
[0092]
对比例1
[0093]
聚酯型海绵的配方:95kg的聚酯多元醇pf
‑
601、5kg的聚醚多元醇puranolf 1623、1kg有机硅表面活性剂se232、0.3kg胺类催化剂bdma、3.2kg去离 子水,41.08kg甲苯二异氰酸酯t80,指数为102。
[0094]
聚酯型海绵制备方法,包括如下步骤:
[0095]
(1)按配方准确称取聚酯多元醇pf
‑
601、聚醚多元醇puranol f 1623、有 机硅表面活性剂se232、胺类催化剂bdma、去离子水加入高压发泡机对应的 料罐中,将各组分预热至25℃;
[0096]
(2)将甲苯二异氰酸酯t80加入到高压发泡机对应的料罐中,t80预热 至25℃。
[0097]
(3)开启发泡机混合头,在混合头压力为2.5bar,搅拌速度为4500rpm, 进行发泡反应,在室温条件下固化48h后,切割成厚度2mm,宽度为2m的海 绵片材。
[0098]
上述多层复合口罩材料的制备方法,包括如下步骤:
[0099]
(1)pur热熔胶在100℃加热熔融,注入胶槽中,通过刮刀,将pur热 熔胶挤入旋转的雕刻辊的孔内;采用pur热熔胶的上胶量为6g/m2;
[0100]
(2)加压把孔内里的pur热熔胶转移到第一卷海绵片材表面上,经过复 合辊的压合与第二卷海绵片材粘附在一起,得到3层复合海绵片材。
[0101]
(3)在一定的张力卷曲多层复合口罩材料,并在一定温度、湿度条件下 熟化,得到的多层复合口罩材料,多层复合口罩材料示意图见图2。
[0102]
实验例1
[0103]
将上述实施例和对比例中得到的多层复合口罩材料裁切成 20cm
×
2.5cm
×
2mm样条,然后进行物理力学性能测试。参考国标gb/t 10802
‑
2006《通用软质聚醚型聚氨酯泡沫塑料》测试多层复合口罩材料的拉伸 和撕裂强度,参考国家标准gb/t7124
‑
2008的方法测试多层复合口罩材料的粘 接强度,参考国家标准gb/t8629
‑
2017《纺织品试验用家庭洗涤和干燥程序》 方法测试多层复合口罩材料的耐水洗性能测试,参考标准bs en 141262003测 试多层复合口罩材料病毒通过率测试,测试结果如下表1所示:
[0104]
表1实施例1
‑
4和对比例1制得的多层复合口罩材料的性能测试结果
[0105][0106]
从表1中可以看出,相比于对比例1和市场上的海绵口罩,本发明的实施 例1
‑
4制得的复合海绵口罩的拉伸强度、粘接强度和撕裂强度均有明显提升; 相比于对比例1,本发明的实施例1
‑
4的多层复合口罩材料耐水洗性能也有显 著提升。而且相比于市场上的海绵口罩材料,本发明实施例1
‑
4完全隔离病毒, 病毒通不过复合海绵材料。说明本发明多层复合口罩材料可以在提高物性的同 时完全隔离病毒的侵入,解决了现有海绵口罩材料单一性能,且不能完全阻隔 病毒的技术问题。同时本发明的多层复合口罩材料可以多次水洗使
用,节约了 资源,是一种环保新型材料。
[0107]
显然,上述实施例仅仅是为清楚地说明所作的举例,而并非对实施方式的 限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其 它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而由 此所引伸出的显而易见的变化或变动仍处于本发明创造的保护范围之中。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。