1.本发明涉及模具技术领域,尤其是涉及一种壳体模具的铸造模具及其开模与合模方法。
背景技术:
2.壳体现有生产工艺主要有:两半式蜡坯粘结拼装合一成形的熔模铸造和分型后锻压/冲压再焊接成型等。
3.采用两半式蜡坯工艺时,需要将壳体分成两半制完蜡坯后再用粘接剂固定拼装,在两半蜡坯施行拼装过程中易造成壳体变形、错位、内腔缝隙易出现粘接不到位,导致壳体夹杂、缩松等铸造缺陷。
4.采用钢板分型焊接工艺时,壳体是由各个部件对拼焊接而成,产品尺寸精度误差大;焊接痕迹需要抛光处理;焊缝易出现气孔、夹渣、裂纹、焊接根部无法焊透焊实等缺陷;焊接部位的晶体组织发生变化,导致产品的耐腐蚀性能和力学性能降低。
5.所以,现有的两半式蜡坯工艺还是钢板分型焊接工艺,均无法保证壳体的质量。
6.同时,由于壳体内部是口小肚大的结构,为了取出铸造模具,势必不能整体将之取出,取出蜡件时,虽经过短暂等待,蜡液温度快速降低并初步凝结,但整体附着性和高温形成的压力仍然较大,模具无法直接上下分体,强行分体带来的后果可能是因为粘附性接触面过大而导致蜡件破型。
7.因此,确有必要提供一种新的壳体模具的铸造模具及其使用方法,以克服上述缺陷。
技术实现要素:
8.本发明的目的在于提供一种壳体模具的铸造模具及其开模与合模的方法,以解决现有的水表壳体模具生产工艺无法保证水表壳体质量的技术问题。
9.本发明的目的通过以下技术方案一来实现:一种壳体模具的铸造模具(1000),包括具有组合型腔的主体模板(200)及固持卡合于所述组合型腔内的组合型芯(100),所述组合型腔包括位于所述主体模板(200)一侧的向内延伸形成的主型芯型腔(203)、位于所述主型芯型腔(203)一侧并与所述主型芯型腔(203)连通的进水口型腔(204)及位于所述主型芯型腔(203)另一侧的与所述进水口型腔(204)相对设置的出水口型腔(205),所述组合型芯(100)包括固持于所述主型芯型腔(203)的主型芯(1)、位于所述主型芯(1)一侧的固持于所述进水型腔(204)内的与所述主型芯(1)一侧接触的进水口型芯(2)及位于所述主型芯(1)另一侧的固持于所述出水口型腔(205)内的出水口型芯(3),所述组合型芯(100)包括固持于所述组合型腔内的组合主芯轴及分体形块,所述组合主芯轴包括位于所述位于所述主型芯型腔(203)内的第一主芯轴(16)、位于所述进水口型腔(204)内的第二主芯轴(24)、位于所述出水口型腔(205)内的第三主芯轴(34),所述主型芯(1)包括位于中心位置的所述第一主芯轴(16),所述进水口型芯(2)包括所述第二主芯轴(24),所述出水口型芯(3)包括所述
第三主芯轴(34),所述分体形块包括环形阵列于所述第一主芯轴(16)上部的周侧的上环室组合型芯(17)及环形阵列于所述第一主芯轴(16)下部的周侧的下环室组合型芯(18)。
10.进一步,所述上环室组合型芯(17)及所述下环室组合型芯(18)上下间隔并固定设置于所述第一主芯轴(16),所述第一主芯轴(16)于所述上环室组合型芯(17)及所述下环室组合型芯(18)上下方向的中间位置设置有间隔空间。
11.进一步,所述第一主芯轴(16)外周大致呈圆形,所述上环室组合型芯(17)的内周及所述下环室组合型芯(18)的内周与所述第一主芯轴(16)的外周相互嵌合,所述上环室组合型芯(17)及所述下环室组合型芯(18)与所述第一主芯轴(16)的配合方式为轴孔配合。
12.进一步,所述上环室组合型芯(17)为相互嵌合的滑块组成,所述滑块滑动于所述第一主芯轴(16)的外周壁面,所述滑块自所述第一主芯轴轴向方向脱离。
13.进一步,所述第一主芯轴(16)外周相邻设置有若干贯穿所述第一主芯轴(16)的外周的上下端面的卡孔(161)及卡轴(162),所述上环室组合型芯(17)内周设有相邻设置的与所述卡孔(161)配合的第一卡持轴(175)及与所述卡轴(162)配合的第一卡持孔(176),所述下环室组合型芯(18)内周设有相邻设置的与搜书卡孔(161)配合的与所述第一卡持轴(175)对应设置的第二卡持轴(185)及与所述卡轴(162)配合的与所述第一卡持孔(176)对应设置的第二卡持孔(186)。
14.进一步,所述主型芯(1)包括所述第一主芯轴(16)、所述上环室组合型芯(17)、所述下环室组合型芯(18),所述下环室组合型芯(18)包括与所述进水口型芯(2)接触的进水口接触部(141),所述上环室组合型芯(17)包括与所述出水口型芯(3)一侧接触的出水口接触部(131)。
15.进一步,所述出水口接触部(131)自所述上环室组合型芯(17)的一侧倾斜向下一体延伸形成。
16.进一步,所述进水口接触部(141)自所述下环室组合型芯(18)的一侧倾斜向上一体延伸形成,所述进水口接触部(141)与所述出水口接触部(131)分别设置于第一主芯轴(16)的两相对侧。
17.进一步,所述上环室组合型芯(17)包括设置有所述出水口接触部(131)的第一上瓣模(171)、邻接于所述第一上瓣模(171)两侧的第二上瓣模(172)及第四上瓣模(174)及与所述第一上瓣模(171)相对设置的第三上瓣模(173),相邻所述上瓣模的接触面相互抵持。
18.进一步,所述下环室组合型芯(18)包括设置有所述进水口接触部(141)的第一下瓣模(181)、位于所述第一下瓣模(181)两侧的第二下瓣模(182)及第六下瓣模(186)及相对所述第一下瓣模(181)、第二下瓣模(182)及第六下瓣模(186)设置的第三下瓣模(183)、第四下瓣模(184)及第五下瓣模(185),相邻所述下瓣模的接触面相互抵持。
19.进一步,所述组合型腔还包括位于所述主型芯型腔(203)与所述出水口型腔(205)之间的与所述主型芯型腔(203)连通的止回口型腔(206),所述组合型芯(100)还包括位于所述止回口型腔(206)并与所述出水口接触部(131)接触的止回口型芯(4)。
20.进一步,所述出水口接触部(131)的自由端还设有一封闭状的定位孔(1311),所述止回口型芯(4)设有定位于所述定位孔(1311)内的定位轴(4631)。
21.进一步,所述进水口型芯(2)还包括与所述第二主芯轴(24)共同组成所述进水口型芯(2)的进水口分瓣型芯(25),所述进水口分瓣型芯(25)插设于所述第二主芯轴(24)内
的一侧,所述进水口分瓣型芯(25)与所述进水口接触部(141)接触,所述进水口分瓣型芯(25)于靠近所述出水口型芯(3)的一侧设置有缓冲台阶面(254)。
22.进一步,所述出水口型芯(3)还包括与所述第三主芯轴(34)共同组成所述出水口型芯(3)的出水口分瓣型芯(35),所述出水口分瓣型芯(35)设置有抵持于所述止回口型芯(4)的抵持部(354)。
23.进一步,所述组合型芯(100)露出所述主体模板(200)的部分的尺寸大于所述组合型芯(100)位于所述主体模板(200)内的部分的尺寸,所述所述组合型芯(100)露出所述主体模板(200)的部分的切面大致呈圆形或矩形,所述所述组合型芯(100)露出所述主体模板(200)的部分的切面贴合于所述主体模板(200)外侧的端面。
24.本发明的目的通过以下技术方案二来实现:一种上述的壳体模具的铸造模具的和模方法,包括如下步骤:将所述主型芯(1)的第一主芯轴(16)和上环室组合型芯(17)及下环室组合型芯(18)组装完成,再装入所述主型芯型腔(203)中;将所述第二主芯轴(24)与所述进水口分瓣型芯(25)组装好之后,一并装入所述进水口型腔(204);将所述第三主芯轴(34)与所述出水口分瓣型芯(35)组装好之后,一并装入所述出水口型腔(205);将所述止回口型芯(4)装入所述止回口型腔(206),并令所述止回口型芯(4)的所述定位轴(431)插入到所述出水口接触部(131)设置的所述定位孔(1311);将所述主体模板(200’)上下盖合,完成壳体模具的铸造模具的合模组装。
25.本发明的目的通过以下技术方案三来实现:一种上述的壳体模具的铸造模具的开模方法,包括如下步骤:将所述主体模板(200)上下分离;将所述主型芯(1)的第一主芯轴(16)、所述进水口型芯(2)的第二主芯轴(24)、所述出水口型芯(3)的第三主芯轴(34)及所述止回口型芯(4)从相应的所述主型芯型腔(203)、所述进水口型腔(204)、出水口型腔(205)及止回口型腔(206)中抽离;将所述上环室组合型芯(17)分瓣抽离所述主型芯型腔(203),在抽离过程中,将所述上环室组合型芯(17)的上瓣模先移动到第一主芯轴(16)所在的中间位置,然后沿所述第一主芯轴(16)的轴向抽出所述上瓣模;将所述进水口分瓣型芯(25)分瓣抽离所述进水口型腔(204);将所述下环室组合型芯(18)分瓣抽离所述主型芯型腔(203),在抽离过程中,将所述下环室组合型芯(18)的下瓣模西安移动到第一主芯轴(16)所在的中间位置,然后沿所述第一主芯轴(16)的轴向抽出所述下瓣模;将所述出水口分瓣型芯(35)分瓣抽离所述出水口型腔(205)。
26.本发明中的壳体模具的铸造模具中,使用该模具型芯制作蜡坯时,在第一主芯轴16的周侧设置上下分离设置的上环室组合型,17及下环室组合型芯18,便于所述组合型芯易于从口小肚大的蜡模中取出。并且使用该壳体模具的铸造模具能够得到完整的蜡坯,水表壳体使用完整蜡坯铸造时不容易出现变形、错位、夹杂、缩松等铸造缺陷,同时,该组合型芯生产水表的壳体不需要进行分型焊接,不会出现焊缝,进而保证了水表壳体的产品质量。并且,该壳体模具的铸造模具能够使蜡坯一次成型,减少了蜡坯制作环节,提高了蜡坯的生产效率,进而也提高了水表壳体的生产效率。
附图说明
27.图1为本发明第一实施方式的壳体模具的铸造模具的立体图。
28.图2为本发明第一实施方式的壳体模具的铸造模具的下模板的俯视图。
29.图3为本发明第一实施方式的壳体模具的铸造模具中的下模板的立体图。
30.图4为本发明第一实施方式中铸造模具的立体分解图。
31.图5为本发明第一实施方式中组合型芯的正视图。
32.图6为本发明第一实施方式中上环室组合型芯的俯视图。
33.图7为本发明第一实施方式中下环室组合型芯的俯视图。
34.图8为壳体模具的铸造模具制造的沿上环室组合型芯剖面的剖视图。
35.图9为壳体的立体图。
36.图10为壳体的正视图。
37.图11为第二实施方式中壳体模具的铸造模具的立体图。
38.图12为第二实施方式中壳体模具的铸造模具的立体分解图。
39.图13为第二实施方式中重组合型芯的正视图。
40.图14为第二实施方式中主型芯与其他组合型芯分离时的俯视图。
41.图15为第二实施方式中组合型芯固持于所述主体模板的剖视图。
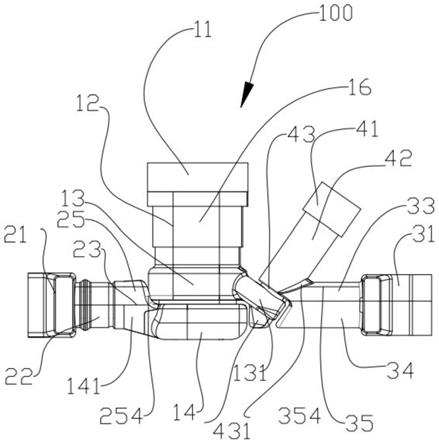
42.图16为第二实施方式中的止回口型芯与型芯的组合图及分解图。
43.图17为第二实施方式中组合型芯的分解图。
44.图18为第二实施方式中下模板的立体图。
45.图19为第二实施方式中主型芯的主型芯侧边镶块的分解图。图20为第二实施方式中壳体模具的铸造模具中的下模板的立体图。图21为第二实施方式中主型芯侧边镶块的立体分解图。
具体实施方式
46.在本发明的描述中,需要说明的是,术语“上”、“下”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或组件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
47.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“连接”应做广义理解,对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
48.在熔模精密铸造行业中,要制作合格铸件,首先需要制作出合格的模具,然后才能用蜡模制作模壳(模层)进行浇注,形成铸件。本发明中的铸件即为壳体。壳体属于较为复杂的铸件结构产品。铸件什么结构,就要做出什么结构蜡模,换句话说,蜡模什么样,浇注出来的铸件就什么样。蜡模的制作方式是用金属制作蜡模模具,再用射蜡机将融化的蜡射入模具中,待冷却后,打开金属模具,就能取出蜡模。对于简单结构的铸件,蜡模制作也很简单。但多数情况下,熔模铸造模具最常使用的材料为铝和钢,都是硬性材料,铸件内部都比较复杂,有的铸件内部需要口小肚大空腔,蜡模也需要口小肚大空腔,即蜡模存在倒扣内腔的问题,制作蜡模时整体式普通抽芯则无法直接从蜡模中直接抽出。
49.以下,将结合图1至图19介绍本发明的壳体模具的铸造模具及其开模与合模方法的具体实施方式。请参照图1至图8所示,为本发明的第一实施方式,图11至图19为本发明的第二实施方式。
50.请参照图9及图10,水表模具为一体式模具,在本实施方式中,水表模具为石蜡材质的蜡模,该水表模具与不锈钢水表壳体为1:1的构造设计并预留精加工余量。所述水表壳体300包括进水通道301、出水通道302、位于进水通道401与出水通道402之间的中环腔室303及将所述中环腔室分隔为上环腔3031和下环腔3032的分隔部305及止回结构304。在分隔部304用以支撑安装水表表芯。所述进水通道401包括位于端侧的进水口3011及位于所述进水口3011相对一侧的缓冲台面3012,所述缓冲台面3012是为了阻挡进水流道的高速水流过渡冲击水表表芯。所述出水通道402包括位于另一侧的与所述进水口3011相对设置的出水口3021。所述上环腔3031设有对应所述出水通道302处的上部出水孔30311。所述下环腔3032设有连通所述上环腔3031处的下部入水孔30321。止回结构405包括与所述上环腔3031连通的止回通道3042、连接所述止回通道3042的止回阀腔3043、位于所述止回阀腔3043端口处的止回口3041及插设于所述止回阀腔3043内的止回阀3044及位于所述止回阀3044底端的用以防水水流入所述止回阀腔3043的止回垫3045。当该水表壳体300应用时,水流按照如下路径流动,进水通道301-下环腔3032-上环腔3031-止回结构304的止回通道3042-止回阀腔3043-出水通道302。其中,上环腔3031与下环腔3032之间设置有承载表芯的环形的分隔部305,止回阀腔3043用于安装防止水逆流的止回阀3044。此时,由于水量经过下部入水孔30321和上部出水孔30311,这种流速带动了水表表芯的转动。在水量流到止回结构304处时,由于此处的止回结构304处设置有倾斜的止回垫3045,用以防止水流的倒流。第一实施方式与第二实施方式中,为了能够顺利拔出形成上环室与下环室的型芯,将所述型芯都分瓣设置。不同之处在于第一实施方式中,形成上环室3031和下环室3032的型芯是周向分瓣设置,但上下为一体式的;而在第二实施方式中,形成上环室的型芯与形成下环室的型芯是分离设置,且抽出型芯时是将上环室型芯与下环室型芯分次取出的。
51.以下,将结合图1至图19来阐述具体的实施方式。
52.请参考图1至图10所示,壳体模具的铸造模具1000包括具有组合型腔的主体模板200及收容固持于所示组合型腔内的的组合型芯100。所述主体模板200包括上下固定配合的上模板201及下模板202。所述上模板201与所述下模板202对称设置且经由固定结构相互卡合。所述组合型腔呈封闭空间形成于所述主体模板200内部,其包括位于所述主体模板200一侧的向内延伸形成的主型芯型腔203、位于所述主型芯型腔203一侧的并与所述主型芯型腔203连通的进水口型腔204、位于所述主型芯型腔203另一侧的与所述进水口型腔204相对设置的并与所述主型芯型腔203连通的出水口型腔205、位于所述主型芯型腔203与所述出水口型腔205之间的止回口型腔206、位于所述主体模板200的与所述主型芯型腔203相对设置的一侧的射蜡孔207及连通所述射蜡孔207与所述组合型腔之间的导流腔208。所述主型芯型腔203设有位于所述主体模板200端侧的第一开口2031、靠近所述第一开口2031的尺寸大于所述第一开口2031的第一定位环部2032、邻接于所述第一定位环部2032的尺寸大于所述第一开口2031的上环室型腔2033及位于所述上环室型腔2033下方的下环室型腔2034。所述主型芯型腔203还包括自所述上环室型腔2033向下倾斜设置的止回流道腔2035。所述进水口型腔204设有位于主体模板200端侧的第二开口2041、尺寸大于所述第二开口2041且邻接于所述第二开口2041的第二定位环部2042及尺寸大于所述第二开口2041的位于所述第二定位环部2042内侧的进水流道腔2043。所述出水口型腔205包括设于所述主体模板200端侧的第三开口2051、尺寸大于所述第三开口2051的邻接于所述第三开口2051的
第三定位环部2052及尺寸大于所述第三开口2051的位于所述第三定位环部2052里侧的出水流道腔2053。所述止回口型腔206与所述止回流道腔2035连通。所述止回口型腔206包括位于所述主体模板200端侧的第四开口2061、尺寸大于所述第四开口2061的邻接于所述第四开口2061的第四定位环部2062、尺寸大于所述第四开口2061的位于所述第四定位环部2062里侧的止回定位腔2063。所述止回流道腔2035用以适应过度区域的形状。所述止回口型腔206自所述止回流道腔2035偏向所述止回口型腔206的一侧向所述主体模板200外端侧延伸形成。所述止回口型腔206连通所述出水口型腔205。在本实施方式中,所述止回流道腔2035与所述止回口型腔206的底端连通。
53.请继续参阅图1至图10,所述组合型芯100包括固持于所述组合型腔内的组合主芯轴及分体形块,所述组合主芯轴包括位于所述位于所述主型芯型腔203内的第一主芯轴16、位于所述进水口型腔204内的第二主芯轴24、位于所述出水口型腔205内的第三主芯轴34及止回口型芯4。所述分体形块包括环形阵列于所述第一主芯轴16上部的上环室组合型芯17、环形阵列于所述第一主芯轴16下部的下环室组合型芯18、进水口分瓣型芯25及出水口分瓣型芯35。所述组合型芯100包括固持插设于所述主型芯型腔203内的主型芯1、固持插设于所述进水口型腔204内的与所述主型芯1一侧接触的进水口型芯2、固持插设于所述出水口型腔205内的与所述主型芯1另一侧接触的出水口型芯3及与所述出水口型芯3位于所述主型芯1同一侧的固持插设于所述止回口型腔206内的与所述主型芯1同一侧接触的止回口型芯4。
54.所述主型芯1包括外露于所述主体模板200端侧且露出所述第一开口2031的第一操作部11、固持于所述第一定位环部2032的第一基部12、固持于所述上环室型腔2033的第一环绕部13、固持于所述下环室型腔2034的位于所述第一环绕部13下方的第二环绕部14、自所述第一环绕部13倾斜向下延伸的固持于所述止回流道腔2035的出水口接触部131及自所述第二环绕部14的一侧倾斜向上延伸的固持于所述进水流道腔2043面向所述出水口型芯3的一侧的进水口接触部141。所述进水口接触部141自所述下环室组合型芯18的一侧倾斜向上延伸形成,所述出水口接触部131自所述上环室组合型芯17的一侧倾斜向下延伸形成。所述进水口接触部(141)与所述出水口接触部(131)分别设置于第一主芯轴(16)的两相对侧。所述出水口接触部131的自由端形成一封闭圆环的定位孔1311,用以定位所述止回口型芯4。所述定位孔1311沿所述出水口接触部131轴向的一侧用于形成所述壳体300的止回通道3042的底端。所述第一环绕部13及所述第二环绕部14之间形成台阶部,用以形成对应于壳体300中的分隔部305对应位置的蜡模。所述第一环绕部13及所述第二环绕部14的径向尺寸小于所述上环室型腔2033及下环室型腔2034,空余的间隙用以在射蜡过程中形成对应上环腔3031及下环腔3032的蜡模。所述主型芯1还包括位于中心位置的第一主芯轴16及环形陈列于所述第一主芯轴16上部的上环室组合型芯17期环形阵列于所述第一主芯轴16下部的下环室组合型芯18。所述第一主芯轴16于所述上环室组合型芯17及所述下环室组合型芯18上下方向的中间位置设置有间隔空间。所述第一主芯轴16与所述上环室组合型芯17及下环室组合型芯18的接触面为弧形。所述第一主芯轴16外周大致呈圆形,所述上环室组合型芯17的内周及所述下环室组合型芯18的内周与所述第一主芯轴16的外周相互嵌合,所述上环室组合型芯17及所述下环室组合型芯18与所述第一主芯轴16的配合方式为轴孔配合。所述上环室组合型芯17为相互嵌合的滑块组成,所述滑块滑动于所述第一主芯轴16的外周
壁面,所述滑块自所述第一主芯轴轴向方向脱离。所述第一主芯轴16外周相邻设置有若干贯穿所述第一主芯轴16的外周的上下端面的卡孔161及卡轴162,所述上环室组合型芯17内周设有相邻设置的与所述卡孔161配合的第一卡持轴175及与所述卡轴162配合的第一卡持孔176,所述下环室组合型芯18内周设有相邻设置的与搜书卡孔161配合的与所述第一卡持轴175对应设置的第二卡持轴185及与所述卡轴162配合的与所述第一卡持孔176对应设置的第二卡持孔186。所述上环室组合型芯17与所述下环室组合型芯18间隔所述台阶部设置。所述上环室组合型芯17包括设有所述出水口接触部131的第一上瓣模171、紧邻所述第一上瓣模171两侧的第二上瓣模172及第四上瓣模174以及与所述第一上瓣模171相对设置的且设有所述进水口接触部141的第三上瓣模173。所述第一上瓣模171、第二上瓣模172、第三上瓣模173及第四上瓣模174共同组成外周呈圆形的所述上环室组合型芯17,且相邻所述上瓣模的接触面相互抵持。在抽离所述上环室组合型芯17时,需要将需抽离的上瓣模先移到第一主芯轴16所在的中间的位置,然后再从下至上向外取出。所述下环室组合型芯18包括设置有所述进水口接触部141的第一下瓣模181、位于所述第一下瓣模181两侧的第二下瓣模182及第六下瓣模186及相对所述第一下瓣模181、第二下瓣模182及第六下瓣模186设置的第三下瓣模183、第四下瓣模184及第五下瓣模185,相邻所述下瓣模的接触面相互抵持。在抽离所述下环室组合型芯18时,需要将需抽离的下瓣模先移到第一主芯轴16所在的中间的位置,然后再自下而上向外取出。由于所述第一环绕部13和第二环绕部14以及所述进水口接触部141期出水口接触部131的设置,使得所述主型芯1具有一个口小肚大的构造。所述主型芯1中心还设有一纵向贯穿所述主型芯1的气孔。由于主型芯型腔203是环形结构,在完成组合型芯的环形结构完成密封后,在实际射蜡的过程中,温度较高的蜡会形成膨胀,挤压了原本的空气,在主型芯1底部位置形成真空,在这种情况下如果强行抽出主型芯1会造成蜡模模具中环腔室的底部形成凸起,若未发现,会在浇铸的过程出现质量问题或单重增大,从而造成损失。在本发明中,通过在主型芯1的中心位置设计了纵向贯通主型芯的气孔,通过气枪打入空气解决真空问题,效率更高,且底部气压增加会将主型芯1直接顶起一定距离,在主型芯1抽出的时候更方便,快速。同时,所述组合型芯100露出所述主体模板200的部分的尺寸大于所述组合型芯位于所述主体模板200内的部分的尺寸,所述组合型芯100露出所述主体模板200的部分的切面大致呈圆形或矩形,所述组合型芯100露出所述主体模板200的部分的切面贴合于所述主体模板200外侧的端面。所述主型芯1的第一操作部11的径向尺寸大于所述第一开口2031的尺寸,其一是方便操作人员在抽芯重组的时候具有一个重组基面,对操作人员的工作效率进行了保障;其二是大圆面在操作人员抽芯动作上具有更大的着力面积,可加大操作人员的工作效率;其三,也是最重要的一点,主型芯1定位的精确快速定位就是通过大圆面和主型芯型腔203外露的边沿是否紧密接触为判断依据。主型芯型腔203的环形定位结构是配合主型芯1外部大圆面共同作用从而达到的定位效果。
55.所述出水口接触部131与所述第一环绕部13一体成型,且为相同材质制成。进一步的,在本实施方式中,所述出水口接触部52自所述上环室组合型芯17倾斜向下延伸形成。
56.所述进水口型芯2位于所述主体模板200内的一端与所述主型芯1接触,即与所述进水口接触部141接触。所述进水口型芯2包括外露于所述第二开口2041的第二操作部21、定位于所述第二定位环部2042内的第二基部22及位于所述进水流道腔2043的第一结合部23。所述第一结合部23靠近所述主型芯1的一侧与所述进水口接触部141接触。所述进水口
接触部141与所述第一结合部23均位于所述进水流道腔2043,用以形成与壳体300的进水通道301对应地蜡模。所述进水口型芯2还包括第二主芯轴24及与所述第二主芯轴24共同组成所述进水口型芯2的进水口分瓣型芯25。所述进水口分瓣型芯25包括位于所述第二主芯轴24上表面中间位置设置的第一进水口分瓣型芯251及位于所述第一进水口分瓣型芯251前后两侧的第二进水口分瓣型芯252及第三进水口分瓣型芯253。由于进水口分瓣型芯25在前后方向的截面为前后两侧均向外扩张的结构,故至少设置有三块进水口分瓣型芯。在抽离所述进水口型芯2时,需要先抽离所述第二主芯轴24,再抽出进水口分瓣型芯25的中间位置的第一进水口分瓣型芯251,其次是位于第一进水口分瓣型芯251两侧的任一者,在此过程中,需要将所述第二进水口分瓣型芯252或第三进水口分瓣型芯253向所述第一进水口分瓣型芯251的位置,再向外侧抽离。所述进水口分瓣型芯25的外侧端插设于所述第二主芯轴24的上端。所述第二主芯轴24的前端接触所述进水口接触部141面向所述进水口型芯2的一侧,所述进水口分瓣型芯25的下端面接触所述进水口接触部141的上表面。所述进水口分瓣型芯25的面向所述出水口型芯3的一侧形成有缓冲台阶面254,用以形成在壳体300的进水通道301处设置的缓冲台面3012对应地蜡模。所述缓冲台阶面254的设置使得进水口分瓣型芯25不能与所述进水口接触部141一并从所述主型芯型腔203中取出。在本实施方式中,所述进水口分瓣型芯25不能与设置有进水口接触部141的第三下瓣模183一并抽离蜡模。所述第二操作部21的径向尺寸大于所述第二开口2041的尺寸,其作用与主型芯1的第一操作部11的作用一样,其一是方便操作人员在抽芯重组的时候具有一个重组基面,对操作人员的工作效率进行了保障;其二是大圆面在操作人员抽芯动作上具有更大的着力面积,可加大操作人员的工作效率;其三,也是最重要的一点,进水口型芯2定位的精确快速定位就是通过第二操作部21的切面和进水口型腔204外露的边沿是否紧密接触为判断依据。另外所述进水口型芯2的设于所述主体模板200内的尺寸小于第二开口2041的尺寸。所述进水口型芯2的所述第二基部22与所述第二定位环部2042的径向尺寸相当,所述进水口型芯2的所述第一结合部23的径向尺寸小于所述进水流道腔2043的径向尺寸,所留出的空隙在射蜡过程中供以石蜡填充,用以形成蜡模的一部分。
57.所述出水口型芯3包括外露于所述第三开口2051的第三操作部31、位于所述第三定位环腔2052内的自所述第三操作部31延伸形成的第三基部32及位于所述出水流道腔2053的第二结合部33。所述出水口型芯3还包括第三主芯轴34及与所述第三主芯轴34一并形成所述出水口型芯3的出水口分瓣型芯35。所述出水口分瓣型芯35插设于所述第三主芯轴34的里侧。所述出水口分瓣型芯35包括设置于所述第三主芯轴34里侧的上表面中间位置的第一出水口分瓣型芯351及位于所述第一出水口分瓣型芯351前后两侧的第二出水口分瓣型芯352及第三出水口分瓣型芯353。由于出水口分瓣型芯35在前后方向的截面为前后两侧均向外扩张的结构,故至少设置有三块出水口分瓣型芯。在抽离所述出水口型芯3时,需要先抽离所述第三主芯轴34,再抽出出水口分瓣型芯35的中间位置的第一出水口分瓣型芯351,其次是位于第一出水口分瓣型芯351两侧的任一者,在此过程中,需要将所述第二出水口分瓣型芯352或第三出水口分瓣型芯353向所述第一出水口分瓣型芯351的位置,再向外侧抽离。所述出水口分瓣型芯35还设有抵持于所述止回口型芯4的抵持部354。所述抵持部354用于形成止回阀腔3042及出水流道302的连通位置。所述第三操作部31的径向尺寸大于所述第三开口2051的尺寸,其作用与主型芯1的第一操作部11的作用一样。由于第二结合部
33的尺寸大于所述第三开口2051的尺寸,此处亦形成了口小肚大的结构。所述出水口型芯3第三基部32的径向尺寸与所述第三定位环部2052的径向尺寸相当,所述出水口型芯3的所述第二结合部33的径向尺寸小于所述出水流道腔2053的径向尺寸,所留出的空隙在射蜡过程中供以石蜡填充,用以形成蜡模的一部分。
58.所述止回口型芯4位于所述主体模板200内的一端与所述主型芯1接触,即与所述出水口接触部131接触。所述止回口型芯4包括露出于所述第四开口2061的贴设于所述止回口型腔206外表面的第四操作部41、位于所述第四定位环部2062的第四基部42及自所述第四基部42进一步延伸形成的固持于所述止回定位腔2063内的第三结合部43。所述第三结合部43的自由端延伸出一定位于所述出水口接触部131设置的定位孔1311内的定位轴431。所述止回定位腔2063与所述止回流道腔2035连通设置。所述第四操作部41的径向尺寸大于所述第四开口2061的尺寸,其作用与主型芯1的第一操作部11的作用一样,其一是方便操作人员在抽芯重组的时候具有一个重组基面,对操作人员的工作效率进行了保障;其二是大面积在操作人员抽芯动作上具有更大的着力面积,可加大操作人员的工作效率;其三,也是最重要的一点,止回口型芯4定位的精确快速定位就是通过第四操作部41切面和止回口型腔206外露的边沿是否紧密接触为判断依据。所述第四基部42的尺寸相当于所述第四定位环部2062的尺寸,所述第三结合部43的尺寸小于所述止回定位腔2063的尺寸,所留出的空隙在射蜡过程中供以石蜡填充,用以形成蜡模的一部分。所述止回口型芯4位于所述主体模板200内的尺寸不大于所述第四开口2061的尺寸,所述止回口型芯4可直接单独从所述止回口型腔206内拔出。
59.本发明的第一实施方式中主要通过分离设置的第一主型芯16、环形阵列于所述第一主型芯16上部的上环室组合型芯17及间隔所述上环室组合型芯17设置的环形阵列于所述第一主型芯16下部的下环室组合型芯18,使得当蜡模铸造完成后,能够很好地从口小肚大的蜡模中分瓣抽离出来,对于工作人员来说,采用此方式进行蜡模的成型于铸造模具1000的抽离,工作效率也更高。
60.一种壳体模具的铸造模具1000制造蜡模的方法,包括如下几个步骤:第一步,组装模具;其中组装模具分为以下几个步骤将上模板201与下模板202分离;将所述第一主芯轴16、上环室组合型芯17及下环室组合型芯18组装完成,将组装好的主型芯1装入所述主型芯型腔203,并令所述主型芯1的第一操作部11的切面贴合于所述主型芯腔室203的第一开口2031的端面,以令所述主型芯1装配到准确位置,同时所述进水口接触部141位于所述进水流道腔,所述出水口接触部131位于所述止回流道腔2035;将所述第二主芯轴24及进水口分瓣型芯25组装好之后,将组装完成的进水口型芯2装入所述进水口型腔204,此时进水口型芯2的第一结合部23与所述进水口接触部141接触,并令所述第二操作部的切面贴合与所述进水口型腔204的第二开口2041的端面,以令所述进水口型芯2装配到准确位置;所述进水口分瓣型芯25包括位于所述第二主芯轴24上表面中间位置设置的第一进水口分瓣型芯251及位于所述第一进水口分瓣型芯251前后两侧的第二进水口分瓣型芯252及第三进水口分瓣型芯253。由于进水口分瓣型芯25在前后方向的截面为前后两侧均向外扩张的结构,故至少设置有三块进水口分瓣型芯。
61.将出水口型芯3的的第三主芯轴34及所述出水口分瓣型芯35组装好之后,将完整
的出水口型芯3装入所述出水口型腔205中,所述出水口型芯3靠近主型芯1的一侧的所述抵持部354抵持于所述止回口型芯4,直至所述第三操作部31的切面贴合于所述出水口型腔205的第三开口2051的端面,配置到准确位置;所述出水口分瓣型芯35包括设置于所述第三主芯轴34里侧的上表面中间位置的第一出水口分瓣型芯351及位于所述第一出水口分瓣型芯351前后两侧的第二出水口分瓣型芯352及第三出水口分瓣型芯353。由于出水口分瓣型芯35在前后方向的截面为前后两侧均向外扩张的结构,故至少设置有三块出水口分瓣型芯。
62.将止回口型芯4装入所述止回口型腔206,并令所述止回口型腔206自由端设置的定位轴431定位于所述出水口接触部131设置的封闭的定位孔1311中,同时令第四操作部41的切面贴合与所述止回口型腔206的第四开口2061的端面,使其配置到准确位置;将所述上模板201盖设于所述下模板202,并以所述固定结构固定上模板201与下模板202;其中步骤2)至步骤5)的先后顺序不限定;第二步,将模具射蜡孔对准射蜡嘴,将蜡液通过射蜡孔经由导流腔208流入主型芯型腔203、进水口型腔204、出水口型腔205及止回口型腔206,在此过程中,形成蜡模的大致形状;第三步,将蜡模延时保压定型;第四步,开模取蜡模,在此过程中包括如下几个步骤:气枪通过于所述主型芯1上设置的气孔喷气进入,避免底部真空造成蜡模变形,气压足够主型芯1自动上升;将所述主体模板200上下分离;将所述主型芯1的第一主芯轴16、所述进水口型芯2的第二主芯轴24、所述出水口型芯3的第三主芯轴34及所述止回口型芯4从相应的所述主型芯型腔203、所述进水口型腔204、出水口型腔205及止回口型腔206中抽离;将所述上环室组合型芯17分瓣抽离所述主型芯型腔203,在抽离过程中,将所述上环室组合型芯17的上瓣模先移动到第一主芯轴16所在的中间位置,然后沿所述第一主芯轴16的轴向抽出所述上瓣模;将所述进水口分瓣型芯25分瓣抽离所述进水口型腔204,此时由于蜡模处设置有对应所述壳体300的缓冲台面3012的结构,故进水口分瓣型芯25不能与共同形成进水通道301的进水口接触部141一起抽离;将所述下环室组合型芯18分瓣抽离所述主型芯型腔203,在抽离过程中,将所述下环室组合型芯18的下瓣模先移动到第一主芯轴16所在的中间位置,然后沿所述第一主芯轴16的轴向抽出所述下瓣模;将所述出水口分瓣型芯35分瓣抽离所述出水口型腔205;将蜡模放进冰水槽继续定型,待蜡坯完全冷却定型。
63.在本发明中,通过设置分离的第一主芯轴16、位于所述第一主芯轴16上部的上环室组合型芯17及位于所述第一主芯轴16下部的下环室组合型芯18,此时上环室组合型芯17及所述下环室组合型芯18上下分离设置,且所述进水口接触部141及出水口接触部131均位于完整的未分瓣的第一下瓣模181及第一上瓣模171上,在完成蜡模的制造之后,所述铸造模具1000的组合型芯100能更好的从口小独大的蜡模中分瓣抽出,效率更高。使用该壳体模具的铸造模具1000能够得到完整的蜡模(壳体模具),壳体使用完整蜡模铸造时不容易出现变形、错位、夹杂、缩松等铸造缺陷,同时,该蜡模生产出的壳体不需要进行分型焊接,不会出现焊缝,进而保证了壳体的产品质量。并且,该壳体模具的铸造模具1000能够使蜡模一次成型,减少了蜡模制作环节,提高了蜡模的生产效率,进而也提高了水表壳体的生产效率。
64.请参考图8至图19,涉及本发明的第二实施方式,所述壳体模具的铸造模具1000’包括主体模板200’及收容固持于所示主体模板200’上的组合型芯100’。第一实施方式与第二实施方式中的部件大致相同,不同之处在于第一实施方式中环形阵列于所述第一主芯轴
16周侧的组合型芯分为上环室组合型芯17及位于上环室组合型芯17的下方的下环室组合型芯18,且第一实施方式中,进水口型芯2亦为分瓣构成;而第二实施方式中,环形阵列于所述第一主芯轴周侧的组合型芯为上下一体式的,除却带有出水口接触部的周侧镶块(132’/133’/134’)还设有位与其下方的抵持侧边镶块(1321’/1331’),这样的设计是为了使得具有出水口接触部138’在抽离蜡模时,能够有制成周侧镶块的力,使得抽离更顺利。这两种实施方式都是为了在形成口小肚大的蜡模中抽离出来的方法,效率高。以下具体阐述第二实施方式中铸造模具1000’的具体实施方式。
65.所述主体模板200’包括上下嵌合设置的上模板201’及下模板202’。所述上模板201’与所述下模板202’对称设置且经由固定结构相互卡合。所述主体模板200’还包括环设于所述上模板201’和下模板202’内的主型芯型腔203’、位于所述主型芯型腔203’一侧的并与所述主型芯型腔203’连通的进水口型腔204’、位于所述主型芯型腔203’另一侧的与所述进水口型腔204’相对设置的并与所述主型芯型腔203’连通的出水口型腔205’、位于所述出水口型腔205’与所述主型芯型腔203’之间的连接过渡所述主型芯型腔203与所述出水口型腔205’的型芯凹槽2064’、与所述型芯凹槽2064’连通的位于所述主型芯型腔203’与所述出水口型腔205’之间的止回口型腔206、位于所述主体模板200’一侧的与所述主型芯型腔203’相对设置的射蜡孔207’及连通所述射蜡孔207’与所述各个型腔之间的导流腔208’。所述主型芯型腔203’设有位于所述主体模板200端侧的第一开口2031’、靠近所述第一开口2031’的尺寸大于所述第一开口2031’的第一定位环腔2034’、邻接于所述第一定位环腔2034’的尺寸大于所述第一开口2031’的上环室型腔2032’及下环室型腔2033’。所述进水口型腔204’设有位于主体模板200’端侧的第二开口2041’、尺寸大于所述第二开口2041’且邻接于所述第二开口2041’的第二定位环腔2042’及尺寸大于所述第二开口2041’的位于所述第二定位环腔2042’内侧的进水流道腔2043’。所述出水口型腔205’包括设于所述主体模板200’端侧的第三开口2051’、尺寸大于所述第三开口2051’的邻接于所述第三开口2051’的第三定位环腔2052’及尺寸大于所述第三开口2051’的位于所述第三定位环腔2052’里侧的出水流道腔2053’。所述止回口型腔206’包括位于所述主体模板200端侧的第四开口2061、尺寸大于所述第四开口2061的邻接于所述第四开口2061’的第四定位环腔2062’、尺寸大于所述第四开口2061’的位于所述第四定位环腔2062’里侧的止回定位腔2063’及位于所述止回定位腔2063’里侧的型芯凹槽2064’。所述型芯凹槽2064’的横截面呈三角形,以方便厚度过渡区域的形状,当然,所述型芯凹槽2064’也可以设置为其他形状。所述止回口型腔206’自所述型芯凹槽2064’向所述主体模板200’外端侧延伸形成。
66.请继续参阅图1至图6,所述组合型芯100’包括固持插设于所述主型芯型腔203’内的主型芯1’、固持插设于所述进水口型腔204’内的与所述主型芯1’一侧接触的进水口型芯2’、固持插设于所述出水口型腔205’内的与所述主型芯1’另一侧接触的出水口型芯3’及与所述出水口型芯3’位于所述主型芯1’同一侧的固持插设于所述止回口型腔206’内的与所述主型芯1’同一侧接触的止回口型芯4’及位于所述型芯凹槽2064内与所述止回口型芯4接触的型芯5’。
67.所述主型芯1’包括外露于所述主体模板200’端侧且露出所述第一开口2031的头部11’、固持于所述第一定位环腔2034’的安装部16’及定位于所述上环室型腔2032’和下环室型腔2033’的第一环绕部14’及第二环绕部15’。所述安装部16’的径向尺寸与所述第一定
位环腔2034’相当。所述第一环绕部14’位于所述第二环绕部15’的上侧。所述第一环绕部14’及所述第二环绕部15’的径向尺寸小于所述上环室型腔2032’及下环室型腔2033’,空余的间隙在射蜡过程中以容纳石蜡的填充。所述第一环绕部14’倾斜向下向所述止回口型芯4’的一侧延伸形成的与所述止回口型芯4’接触的出水口接触部138’。所述出水口接触部138’的端部设有贯穿其上下表面的供所述止回口型芯4’插设的定位孔1381’及位于所述定位孔1381’内壁的靠近所述出水口型芯3’一侧的定位缺口1382’。所述第二环绕部15’倾斜向上向所述进水口型芯2’的一侧延伸的形成的与所述进水口型芯2’接触的进水口接触139’。所述所述主型芯1’还包括位于中间位置的主型芯中心镶块12’及若干环形阵列于所述主型芯中心镶块12’周侧的以令所述主型芯1’保持圆柱形的上下一体设置的主型芯侧边镶块13’。相邻的所述主型芯侧边镶块13’相互抵接,至少其中之一的所述主型芯侧边镶块13’与所述止回口型芯4’及所述型芯5’接触。所述主型芯侧边镶块13’的数量大于2。在本实施方式中,所述主型芯侧边镶块(13’)包括成型所述出水口接触部(138’)的周侧镶块(132’/133’/134’)及位于所述周侧镶块下方的抵持所述周侧镶块下端面的抵持侧边镶块(1321’/1331’),所述周侧镶块(132’/133’/134’)及所述抵持侧边镶块(1321’/1331’)在沿所述主型芯(1’)轴向方向的尺寸相当于其他主型芯侧边镶块(13’)沿所述主型芯(1’)轴向方向的尺寸。在本实施方式中,所述主型芯侧边镶块13’包括贴合于所述上模板201’的第一侧边镶块131’、邻接于所述第一侧边镶块131’的设置所述出水口接触部138’的第二侧边镶块132’、第三侧边相框133’及第四侧边镶块134’、及位于所述第四侧边镶块134’另一侧的第五侧边镶块135’及面向所述进水口型芯2’的第六侧边镶块136’和第七侧边镶块137’。所述进水口接触部139’位于至少其中之一的所述主型芯侧边镶块13’上,并与所述进水口型芯2’接触。成型所述进水口接触部139’的主型芯侧边镶块13’与成型所述出水口接触部138’的主型芯侧边镶块13’相对设置。在本实施方式中,所述进水口接触部139’位于所述第六侧边镶块136’及第七侧边镶块137’上;所述出水口接触部138’位于至少其中之一的所述主型芯侧边镶块13’上,并与所述止回口型芯4’接触。在本实施方式中,所述出水口接触部138’位于所述第二侧边镶块132’、第三侧边镶块133’及第四侧边镶块134’上。在本实施方式中,所述主型芯侧边镶块13’还包括设置于所述第二侧边镶块132’、第三侧边镶块133’及第四侧边镶块134’的下方与所述第二侧边镶块132’、第三侧边镶块133’及第四侧边镶块134’下表面抵持拼合的第八侧边镶块1321’及第九侧边镶块1331’。其余主型芯侧边镶块13’均为上下一体设置。所述第二侧边镶块132’、第三侧边镶块133’及第四侧边镶块134’与所述第八侧边镶块1321’及第九侧边镶块1331’拼合起来的高度(长度)相当于包括所述第一侧边镶块131’在内的其他侧边镶块13’。所述第八侧边镶块1321’及第九侧边镶块1331’设置于设有出水口接触部138’的所述第二侧边镶块132’、第三侧边镶块133’及第四侧边镶块134’的下方,是为了在所述铸造模具1000’的开模过程中,分瓣取出所述第二侧边镶块132’、第三侧边镶块133’及第四侧边镶块134’时,使其具有向上的一个支撑力,能够更好地完成脱模。在本实施方式中,所述周侧镶块为所述第二侧边镶块132’、第三侧边镶块133’及第四侧边镶块134’。所述抵持侧边镶块为所述第八侧边镶块1321’及第九侧边镶块1331’。在其他实施方式中,主型芯侧边镶块13’不限定数量。所述主型芯侧边镶块13’的七个侧边镶块的接触面彼此平行,并且相邻的侧边镶块相互抵接。止回口型芯4’的一侧与至少其中一的主型芯侧边镶块13’连接。主型芯1’脱模时,为了不会因脱型芯的时候抽出动作损毁蜡
模,可以将多个主型芯侧边镶块13’拆散后依次单独取出。
68.同时,所述组合型芯100’露出所述主体模板200’的部分的尺寸大于所述组合型芯位于所述主体模板200’内的部分的尺寸,所述组合型芯100’露出所述主体模板200’的部分的切面大致呈圆形或矩形,所述组合型芯100’露出所述主体模板200’的部分的切面贴合于所述主体模板200’外侧的端面。所述主型芯1’的头部11’的径向尺寸大于所述第一开口2031’的尺寸,其一是方便操作人员在抽芯重组的时候具有一个重组基面,对操作人员的工作效率进行了保障;其二是大圆面在操作人员抽芯动作上具有更大的着力面积,可加大操作人员的工作效率;其三,也是最重要的一点,主型芯1’定位的精确快速定位就是通过大圆面和主型芯型腔203’外露的边沿是否紧密接触为判断依据。主型芯型腔203’的环形定位结构是配合主型芯模具外部大圆面共同作用从而达到的定位效果。
69.所述进水口型芯2’包括与所述主型芯1’进水端接触的进水口接触部23’,所述进水口接触部23’的尺寸大于所述第二开口2041’,故进水口型芯2’亦是分离设置,即所述进水口型芯2’包括进水口中心镶块21’和环形阵列于所述进水口中心镶块21’周侧的以令所述进水口型芯2’呈圆柱设置的进水口侧边镶块22’。在本实施方式中,所述进水口侧边镶块22’有5块,在其他实施方式中,进水口侧边镶块22’的数量并不限定。所述进水口型芯2’还包括与所述进水口接触部139’接触的第一结合部24’。其中,所述进水口侧边镶块22’的至少其中之一者与所述进水口接触部139’接触。所述进水口侧边镶块22’的数量不小于2。所述进水口型芯2’位于所述第二定位环部2042’的部分与所述第二定位环部2042’的径向尺寸相当,所述进水口型芯2’位于所述进水流道腔2043’的部分,即所述进水口接触部23’的径向尺寸小于所述进水流道腔2043的径向尺寸,所留出的空隙在射蜡过程中供以石蜡填充,用以形成蜡模的一部分。
70.所述出水口型芯3’包括外露于所述第三开口2051’的出水口固定部31’及与所述出水口接触部138’接触的第二结合部32’。所述出水口固定部31’的径向尺寸大于所述第三开口2051’的尺寸,其作用与主型芯1的头部11的作用一样,其一是方便操作人员在抽芯重组的时候具有一个重组基面,对操作人员的工作效率进行了保障;其二是大面积在操作人员抽芯动作上具有更大的着力面积,可加大操作人员的工作效率;其三,也是最重要的一点,出水口型芯3’定位的精确快速定位就是通过出水口固定部31’切面和出水口型腔205’外露的边沿是否紧密接触为判断依据。由于第二结合部32’的尺寸大于所述第三开口2051’的尺寸,此处亦形成了口小肚大的结构。此时的出水口型芯3’包括与止回口型芯4’抵持的第一出水型芯33’和与所述第一出水型芯33’的端口共同容纳所述出水口接触部138’的第二出水型芯34’。所述第一出水型芯33’还包括抵持所述止回口型芯4’的抵持部331’。所述抵持部331’是为了形成壳体模具时,形成止回阀腔4052及出水通道402的连通位置。所述出水口型芯3’位于所述第三定位环部2052’的部分与所述第三定位环部2052’的径向尺寸相当,所述出水口型芯3’位于所述出水流道腔2053’的部分的径向尺寸小于所述出水流道腔2053’的径向尺寸,所留出的空隙在射蜡过程中供以石蜡填充,用以形成蜡模的一部分。
71.所述止回口型芯4’包括露出于所述第四开口2061’的贴设于所述止回口型腔206’外表面的止回口固定部41’及与所述出水口接触部138’接触的第三结合部42’。所述止回口固定部41’的径向尺寸大于所述第四开口2061’的尺寸,其作用与主型芯1’的头部11’的作用一样。所述止回口型芯4’位于所述主体模板200’内部的部分的尺寸小于所述第四开口
的切面贴合所述进水口型腔204’的第二开口2041’的端面,位于所述进水口型腔204’内的所述进水口型芯2’的一侧抵持于所述进水口接触部139’,配置到准确位置;6)将所述上模板201’盖设于所述下模板202’,并以所述固定结构固定上模板201’与下模板202’;其中步骤2)至步骤5)的先后顺序不限定;第二步,将模具射蜡孔对准射蜡嘴,将蜡液通过射蜡孔经由导流腔208’流入主型芯型腔203’、进水口型腔204’、出水口型腔205’及止回口型腔206’;第三步,将蜡模延时保压定型;第四步,开模取蜡模,在此过程中包括如下几个步骤:1)气枪通过在主型芯1’周边喷气进入,避免底部真空造成蜡模变形,局部顶处主型芯1’;2)将主型芯1’分瓣向上抽出,先抽出主型芯中心镶块12’,再分多次抽出所述主型芯侧边镶块13’;3)先将止回口型芯4’抽出,抽离的时候一并带着所述型芯5’抽离,先将所述第一分瓣型芯51’抽出,再用镊子或其他工具将所述具有定位凸块521’的第二分瓣型芯52’抽出;4)分瓣抽出出水口型芯3’,先将第二出水型芯34’抽出,再抽出具有所述抵持部331’的第一出水型芯33’;5)分瓣抽出进水口型芯2’,先将所述进水口中心镶块21’抽出,再抽出进水口侧边镶块22’,其中步骤1)至步骤5)的先后顺序不限定。
75.在本发明中,环形阵列于所述主型芯中间镶块12’的周侧的主型芯侧边镶块13’上下一体设置,当需要抽离主型芯1’时,先将所述主型芯中间镶块12’,再将主型芯侧边镶块13’分瓣抽离,能够很好地将所述组合型芯100’抽离出口小肚大的蜡模。
76.最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明实施例技术方案的范围。
77.以上所述仅为本发明的部分实施方式,不是全部的实施方式,本领域普通技术人员通过阅读本发明说明书而对本发明技术方案采取的任何等效的变化,均为本发明的权利要求所涵盖。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。