1.本实用新型涉及焊接工具技术领域,具体涉及一种防水卷材自动焊接机。
背景技术:
2.目前在建筑、桥梁建设工程中都需要做防水工程,其大多使用防水卷材进行防水处理,在施工时需要将卷材焊接成一个整面,焊接一般使用手动工具和自动焊接机进行焊接作业。高分子防水卷材搭接边单缝焊的有效焊接宽度不小于25mm,一般的手动工具和自动焊接机的焊枪枪嘴宽度较窄,沥青类防水卷材的搭接宽度普遍较宽一般采用自动焊接,采用自动焊接方式可以避免动用明火,符合安全环保的发展要求,比如sbs防水卷材的搭接宽度不小于100mm,自粘防水卷材的搭接宽度不小于80mm,并且搭接宽度需全部焊接满,焊接边强度不低于卷材本身强度的85%,如果采用搭接条覆盖搭接,搭接的宽度则要加倍增加了施工成本,使用一般的焊接机焊接需要在同一条边重复作业,效率较低,焊接边强度难以保证。
3.现有防水卷材焊接机用于焊接沥青类水卷材时,存在以下缺陷:(1)焊枪枪嘴较窄,用于沥青类防水卷材搭接边的焊接无法保证焊接强度;(2)较宽的枪嘴配合枪筒,会造成枪嘴出风不均匀,导致搭接边胶料融化不均匀,影响焊接效果;(3)滚压轮宽度不足,不能完全覆盖滚压搭接边。
4.现有公告号为cn204149513u的专利公开了一种防水卷材焊接机,包括锁定板机、枪筒、枪嘴、后压轮、防皱压轮、电源线、移机把手、电源开关、待机开关、操作杆和防皱皮带,操作杆设置在枪筒和移机之间,枪筒上设置有锁定板机和枪嘴,移机上方设置有移机把手、电源开关、待机开关,移机底部设置有后压轮、防皱压轮,防皱压轮设置在后压轮前方,防皱压轮还与防皱皮带相连,移机还与电源线相连。本实用新型结构简单,焊接效果好,实用性强,焊接面牢固、平整,速度快、效率高、焊接缝抗拉伸撕裂,焊缝长度无限制,可有效避免漏焊、虚焊、烤焦产生的渗漏现象,但是该焊接机一次焊接宽度较小不适用于搭接面较宽的防水卷材高效焊接作业,具有一定的局限性。
技术实现要素:
5.本实用新型的目的是提供一种防水防水卷材自动焊接机,该自动焊接机在防水工程中用于焊接沥青卷材具有一次性焊接、焊接宽度大、焊接效果好、操作简单等技术效果,而且施工过程无明火,满足施工环境安全环保的要求。
6.为实现上述实用新型目的,本实用新型采取的技术方案如下:
7.一种防水卷材自动焊接机,包括:机箱、机架和风枪,所述机箱的前端连接在所述机架的一侧,所述风枪设置在所述机架的另一侧上,所述机架的下端设置有移动滚轮,所述机箱的下端设置有移动辊压装置,其中,所述风枪包括风嘴,所述风嘴包括多个风道和若干个风道隔挡,若干个所述风道隔挡由出风口方向开始向内部延伸将所述风嘴分成多个所述风道,沿所述机箱的长度方向靠近所述机架的一端为前面,与之相对的另一端为后面,与所
述机架相连的为内侧面,与之相对的面为外侧面。
8.所述风枪还包括风枪隔热网、风枪枪筒和风枪握柄,所述风枪隔热网衬套在所述风枪枪筒的外侧,所述风枪枪筒的一端与所述风枪握柄相连,所述风枪枪筒的另一端与所述风嘴相连,所述风枪枪体一体焊接可靠性好。
9.所述风嘴的外形扁平,出风口截面积小于进风口截面积,所述风嘴的截面是
‘
l’形,所述
‘
l’的拐角朝向所述机箱的侧面,较宽的所述风嘴利于搭接面宽的卷材使用,一次焊接成型避免反复作业费时费力。
10.所述风道在出风口之前的上下面上设置有多个排气孔,所述排气孔沿所述风道隔挡的边线方向均匀分布,所述排气孔提前排出热空气预热待焊接的卷材面,使所述风嘴加热卷材时间更短加热效果更佳。
11.所述风道隔挡沿所述风嘴外形边线设置成流线型,所述多个风道进风口的截面面积相等,出风口截面面积相等,所述风道的内壁光滑,热风在所述风道内流动顺畅阻力小,使热量传递稳定迅速。
12.所述移动辊压装置还包括拼接压轮一、拼接压轮二、防皱履带和履带滚轮,所述履带滚轮设置在所述机箱的下端中部且靠近所述机箱的外侧面,所述防皱履带安装在所述履带滚轮上,所述拼接压轮一设置在所述机箱的下端且靠近机箱的后面,所述拼接压轮二与所述拼接压轮一相邻且处在所述拼接压轮一的前方,所述拼接压轮一的轮面与所述防皱滚轮的轮面、所述防皱履带的带面、所述移动滚轮的轮面处在同一个平面,多个轮子组合起来完成卷材焊接过程中压边、焊接、压合和移动工作。
13.所述风嘴的出风口在工作状态时处在所述拼接压轮二的正前方,与所述拼接压轮二设置有间隙,所留下的间隙刚好能放入待压合的卷材,加热卷材面后立即滚压,保证了焊接的可靠性。
14.所述履带滚轮由所述机箱内部的电机直连驱动,设定好行走速度后可以让机器自动行走,降低了工人的劳动负荷,保证了稳定的焊接质量。
15.所述机架上还包括导柱、限位螺丝,所述风枪握柄通过所述导柱与所述机架滑动连接,且可绕所述导柱转动,所述限位螺丝设置在所述风枪上用来固定所述风枪,所述风枪使用时可以滑入靠近机箱内侧面使用,非工作状况时可以滑出朝空中排气,起到不损伤非搭接面卷材的作用。
16.还包括配重块、提手、扶手下杆和操作面板,所述扶手下杆连接在所述机架上,所述提手设置在所述机箱的后端上,所述配重块设置在所述机箱箱体的内部靠近所述机箱的后端,所述操作面板设置在所述机箱靠近所述前端的上表面,一定的机身质量能更好的压合卷材,扶手和提手方便了机器非工作状态的移动。
17.本实用新型的有益效果为:
18.(1)该防水防水卷材自动焊接机的风枪内部设计有多条风道,能够引导风枪产生的热风快速均匀的从风嘴喷出,保证待焊接面熔化速度快、熔化均匀,从而使焊接强度满足施工要求;
19.(2)该防水防水卷材自动焊接机的风枪枪嘴扁平且宽度大于80mm,特别适用于沥青卷材较宽的搭接边使用,具备一次焊接成型的能力,免于多次作业,保证了焊接的效率和焊接的效果;
20.(3)该防水防水卷材自动焊接机具备可调节位置的风枪和温度调节功能,既可以对搭接边较宽的沥青类卷材使用也可以用于一般热塑性卷材焊接使用,具备多用途性,同时其移动辊压装置带有驱动电机具备可调速的行走能力,减轻了使用者的体力负担,保证了焊接时的焊接效率。
附图说明
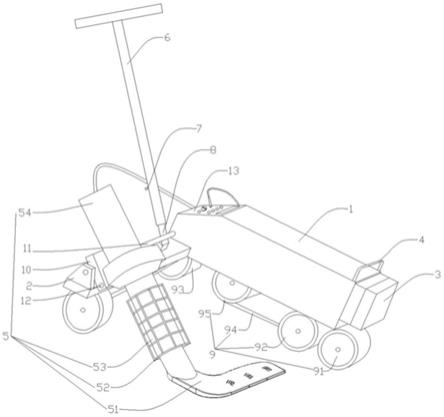
21.图1为本实用新型提供的防水防水卷材自动焊接机的结构示意图;
22.图2为本实用新型提供的防水防水卷材自动焊接机风枪枪嘴的风道示意图;
23.图3为本实用新型提供的一防水防水卷材自动焊接机风枪枪嘴的出风口结构图。
24.附图标记:
25.1、机箱;2、机架;3、配重块;4、提手;5、风枪;51、风嘴、511、风道;512、风道隔挡;513、排气孔;52、风枪隔热网;53、风枪枪筒;54、风枪握柄;6、扶手上杆;7、杆夹;8、扶手下杆;9、移动辊压装置、91、拼接压轮一;92、拼接压轮二;93、移动滚轮;94、防皱履带;95、履带滚轮;10、滑台;11、导柱;12、限位螺丝;13、操作面板;14、热风方向;
具体实施方式
26.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
27.实施例1
28.如图1-图3所示,一种防水防水卷材自动焊接机,包括:机箱1、机架2、风枪5和移动辊压装置9,所述机箱1为折弯成型的长方体铁箱,所述机箱1焊接在所述机架2的侧面,所述风枪5通过滑台安装在所述机架2上,所述移动辊压装置9设置所述机架2的下端,在于,所述风枪2包括风嘴51,所述风嘴51包括多个风道511和若干个风道隔挡512,若干个所述风道隔挡512由出风口方向开始向内部延伸将所述风嘴51分成多个所述风道511;沿所述机箱1的长度方向靠近所述机架2的一端为前面,与之相对的另一端为后面,与所述机架2相连的为内侧面,与之相对的面为外侧面,所述机箱1的前面为所述焊接机工作时的前进方向。
29.进一步的,参见图1,所述风枪5还包括风枪隔热网52、风枪枪筒53和风枪握柄54,所述风枪隔热网52衬套在所述风枪枪筒53的外侧,防止人误触烫伤,所述风枪枪筒53的一端与所述风枪握柄54相连,所述风枪枪筒53的侧面固定在滑台上与所述机架2上的导轨滑动连接,所述风枪枪筒53的另一端与所述风嘴51焊接连接,焊缝的焊道连续且紧密,保证连接处的气密性。
30.进一步的,参见图1,所述移动辊压装置9还包括拼接压轮一91、拼接压轮二92、移动滚轮93、防皱履带(94)和履带滚轮95,所述移动滚轮93设置在所述机架2的下端且靠近所述机箱1的前面,两个所述移动滚轮93通过中心轴相连,所述履带滚轮95设置在所述机箱1的下端中部且靠近所述机箱1的外侧面,另一个履带滚轮95与所述机箱1内部的电机直连,驱动履带行走带动整个焊接机,所述防皱履带94安装在所述履带滚轮95上,所述拼接压轮一91设置在所述机箱1的下端且靠近机箱1的后面,所述拼接压轮二92与所述拼接压轮一91
相邻且处在所述拼接压轮一91的前方,所述拼接压轮一92的轮面与所述防皱滚轮94的轮面、所述防皱履带94的带面、所述移动滚轮93的轮面处在同一个平面。
31.进一步的,参见图1,所述机架2上还包括导柱11、限位螺丝12,所述风枪握柄54通过所述导柱11与所述机架2滑动连接,且可绕所述导柱11转动,所述限位螺丝12设置在所述风枪5上用来固定所述风枪5的工作位置。
32.进一步的,参见图2-3,所述风嘴51的外形扁平,出风口厚度较进风口薄,所述风嘴51的截面是
‘
l’形,所述
‘
l’的拐角朝向所述机箱1的内侧面,所述风道511在出风口之前的上下面上设置有多个排气孔513,所述排气孔513沿所述风道隔挡512的边线方向均匀分布,所述风道隔挡512沿所述风嘴51外形边线设置成流线形,所述多个风道511进风口的截面大小一致,出风口截面大小一致,所述风道511的内壁光滑,热风由热风方向14进入风嘴51内部,经过所述风道隔挡512差分成多股流向稳定的气流从出风口流出。
33.优选地,所述风嘴51的出风口在工作状态时处在所述防皱滚轮92的正前方,与所述防皱滚轮92设置有间隙,所述间隙略大于待焊接的卷材厚度。
34.进一步的,参见图1还包括配重块3、提手4、扶手上杆6、杆夹7、扶手下杆8和操作面板13,所述扶手下杆6连接在所述机架2上,所述提手4设置在所述机箱1上,所述扶手下杆所述配重块3设置在所述机箱1箱体的内部靠近所述机箱1的后端,对一侧待焊接的卷材起到压紧不乱动的作用,所述操作面板13设置在所述机箱1的上面靠近所述机箱1的前面,通过所述操作面板13可以设置焊接机的行走速度和加热温度。
35.优选地,所述履带滚轮95由所述机箱1内部的电机直连驱动。
36.使用焊接机时首先将待焊接的卷材拉紧拉平,对接搭接缝(80-100毫米)并用黏合剂固定在地面上,然后接通电源,移动焊接机直到所述风嘴51与所述拼接压轮二92处于直线状态,调节速度按钮和温度按钮至需要的温度,可根据卷材各类的不同和厚度设定温度,当温度达到设定温度后,将焊接机的所述拼接压轮二92与待拼接缝对齐,再压入所述风枪5直至卷材将所述风嘴51完全覆盖,拧紧限位螺丝12,此时启动行走开关,在电机的带动焊接机开始自动工作了,当焊接接完成后,将所述风枪5拉出到所述导柱11的另一端,当所述风嘴51完全与卷材脱离后将温度调至最低,待所述风枪5被冷风冷却后再关掉电源开关,以防止余热损坏机器或者烫伤人,再通过所述扶手上杆6和提手4将机器挪移到另外的待施工处,重复上述操作即可。
37.实施例2
38.如图2、图3所示,所述风嘴51内部可以设置两个以上流线型的所述风道隔挡512,所述风道隔挡512的厚度小于0.8毫米,所述风道511的数量在不影响所述风道隔挡512的情况下尽可能的多布置,所述排气孔513沿所述风道隔512的边线布置均匀间隔分布可以效的加强焊接的效果。
39.根据上述说明书的揭示和教导,本实用新型所属领域的技术人员还可以对上述实施方式进行变更和修改。因此,本实用新型并不局限于上面揭示和描述的具体实施方式,对实用新型的一些修改和变更也应当落入本实用新型的权利要求的保护范围内。此外,尽管本说明书中使用了一些特定的术语,但这些术语只是为了方便说明,并不对实用新型构成任何限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
