1.本实用新型涉及注塑设备技术领域,尤其涉及一种单缸注射平行双色射台结构。
背景技术:
2.目前现有的平行双色射台主要采用单缸注射结构,具备外形窄、体积小,方便平行并列摆放的特点。单缸注射结构大体分为注射射胶活塞杆旋转单缸轴向一线式射台的和注射射胶活塞杆内置于传动轴并且不旋转的单缸内置一线式射台两种,但都存在有以下技术问题:
⑴
单缸轴向一线式射台,以长花键传递塑化马达的旋转运动到射胶活塞杆,再到塑化螺杆,相关密封件既作直线运动又作旋转运动,极易损耗、寿命极短、容易漏油,长花键作直线滑动时磨损的铁粉直接进入到注塑机的液压油系统中,损坏液压油阀等元件,加速油品变质。
⑵
单缸内置一线式射台,相对来说密封件损耗、长花键磨损的影响略有改善,但射胶活塞杆需设计为中空式的,用以容置传动轴及其支撑轴承,受限于结构本身的特点,要么传动轴和轴承的直径做不大,传递扭矩和承受注射力的能力不足,要么得把射胶活塞杆直径做的很大,零件加工难度增大。
⑶
以上两种射台的传动轴支撑都是间接作用于射胶活塞杆和活塞两端的密封件,导向环不足以提供稳固的刚性支撑,会使螺杆柄部下垂,在旋转塑化时摇晃断裂,同时这种摇晃现象又加剧密封件的损耗。
3.因此,有必要提供一种密封件不易耗损且传动轴支撑稳固的单缸注射平行双色射台结构。
技术实现要素:
4.本实用新型的目的在于提供一种密封件不易耗损且传动轴支撑稳固的单缸注射平行双色射台结构。
5.为实现上述目的,本实用新型提供了一种单缸注射平行双色射台结构,包括定模板、第一射台和/或第二射台,第一射台和第二射台均能穿过定模板并位于定模板内以进行射胶,第一射台和第二射台均包括设置于固定座上的射移组件、熔胶组件、螺杆组件、射台前板、中板塑化组件、射台后板和注射油缸组件;螺杆组件位于熔胶组件内,熔胶组件的一端固定于射台前板上而另一端位于定模板内,螺杆组件的一端依次穿过熔胶组件和射台前板并连接于中板塑化组件,螺杆组件的另一端穿过定模板,射移组件安装于定模板和射台前板之间;中板塑化组件位于射台前板和射台后板之间,射台前板和射台后板均安装于固定座上,注射油缸组件的一端固定于射台后板上且注射油缸组件的输出端连接于中板塑化组件,注射油缸组件动作以使中板塑化组件带动螺杆组件在第一方向上移动,中板塑化组件内设置有传动机构,借由传动机构的动作以使螺杆组件在第二方向上活动。
6.较佳地,射台前板和射台后板之间还设置有用于导向的导杆组件,中板塑化组件套设于导杆组件上,注射油缸组件动作以使中板塑化组件沿导杆组件滑动并带动螺杆组件动作。
7.较佳地,注射油缸组件的输出端连接有法兰,法兰安装于中板塑化组件上,注射油
缸组件动作以作用于法兰,以使中板塑化组件沿导杆组件做直线往复运动。
8.较佳地,中板塑化组件包括呈中空结构的壳体,传动机构位于壳体内,螺杆组件的一端位于壳体内并与传动机构传动连接,传动机构动作以带动螺杆组件转动。
9.较佳地,传动机构包括液压塑化马达、主动齿轮组件、惰轮组件以及从动齿轮组件,主动齿轮组件位于液压塑化马达的输出端,从动齿轮组件连接于螺杆组件,惰轮组件位于主动齿轮组件和从动齿轮组件之间并分别与主动齿轮组件和从动齿轮组件啮合。
10.较佳地,螺杆组件包括连接于从动齿轮组件的传动轴以及位于熔胶组件内的送料螺杆,传动轴连接于送料螺杆,传动机构动作以使传动轴带动送料螺杆在熔胶组件内旋转以实现熔胶。
11.较佳地,射移组件包括至少一个连接油缸,连接油缸的一端固定于射台前板上,连接油缸的输出端安装于定模板上,连接油缸动作以能带动第一射台或第二射台动作。
12.较佳地,定模板上开设有第一射台过孔和第二射台过孔,第一射台过孔用于供第一射台或第二射台的螺杆组件伸入,第二射台过孔用于供第二射台或第一射台的螺杆组件伸入。
13.较佳地,第一射台过孔和第二射台过孔均周设有多个用于固定连接油缸的定位部,借由多个定位部以使第一射台过孔和第二射台过孔均能与第一射台或第二射台配合。
14.较佳地,注射油缸组件包括射胶油缸和射胶活塞杆,射胶活塞杆的一端位于射胶油缸内,射胶活塞杆的另一端连接于中板塑化组件,射胶油缸内射胶来油的无杆腔的面积大于射胶回油的有杆腔的面积。
15.与现有技术相比,本实用新型的单缸注射平行双色射台结构,可应用于平行双色注塑机,实现双物料双色注塑,也可应用于普通的单色注塑机。单缸注射平行双色射台结构包括第一射台和/或第二射台,第一射台和第二射台的结构基本一致,但可以根据实际注塑情况和安装位置情况调整第一射台和第二射台与定模板的连接结构。可以根据实际需要设置有第一射台或第二射台,或同时设置有第一射台和第二射台。第一射台和第二射台均包括位于固定座上的射移组件、熔胶组件、螺杆组件、射台前板、中板塑化组件、射台后板和注射油缸组件。射移组件连接于定模板和射台前板之间,用于实现第一射台或第二射台的整体移动。螺杆组件位于熔胶组件内且一端连接于中板塑化组件,另一端位于定模板内。熔胶组件用于加热熔融注塑原料。螺杆组件在注射油缸组件的作用下能够随着中板塑化组件在第一方向上做直线运动,中板塑化组件内设置有传动机构,螺杆组件在传动机构的作用下能够在第二方向上活动,即螺杆组件在传动机构的作用下能够沿周向转动。螺杆组件的直线运动通过注射油缸组件实现,螺杆组件的旋转运动通过传动机构实现,使得注射油缸组件的射胶活塞杆不用同时做直线运动和旋转运动,密封性更好、不漏油且寿命更长。本实用新型的单缸注射平行双色射台结构,结构紧凑、体积小、零件更容易加工和安装,能够方便双射台并列排布且第一射台和第二射台能够根据实际需要对换安装位置,且第一射台和第二射台分别位于两个固定座上,模块化设计,拆装更便捷。另外,注射油缸组件与螺杆组件在同一轴线上,不会产生偏载推力使螺杆断裂的情况,而射胶活塞杆密封件仅作直线运动,不做旋转运动,密封性好、不漏油、寿命长。
附图说明
16.为了更清楚地说明本实用新型实施例技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
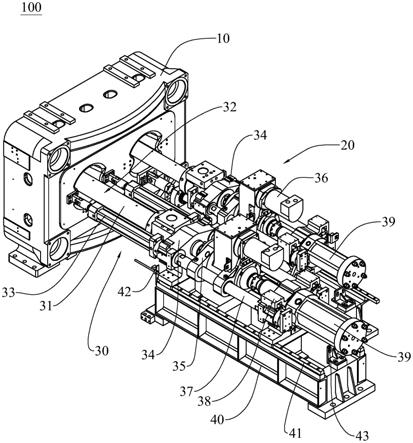
17.图1是本实用新型一实施例提供的单缸注射平行双色射台结构的结构示意图。
18.图2是图1的单缸注射平行双色射台结构的结构示意图。
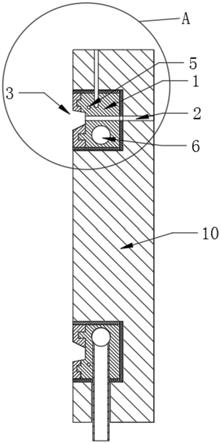
19.图3是图2中a处的放大图。
20.图4是图1的俯视图。
21.图5是图1中第一射台的剖视图。
22.图6是图1中传动机构的剖视图。
23.附图标记说明:
24.100、单缸注射平行双色射台结构;
25.10、定模板;11、第一射台过孔;12、第二射台过孔;13、定位部;
26.20、第一射台;30、第二射台;31、熔胶组件;32、螺杆组件;321、传动轴;322、送料螺杆;323、连接组件;33、射移组件;34、射台前板;35、中板塑化组件;351、壳体;352、法兰;36、传动机构;361、液压塑化马达;362、主动齿轮组件;363、惰轮组件;364、从动齿轮组件;37、导杆组件;38、射台后板;39、注射油缸组件;391、射胶活塞杆;392、射胶油缸;
27.40、固定座;41、导轨组件;42、接近开关;43、限位组件。
具体实施方式
28.为了详细说明本实用新型的技术内容、构造特征,以下结合实施方式并配合附图作进一步说明。
29.请参阅图1和图2,本实用新型提供了一种单缸注射平行双色射台结构100,可应用于平行双色注塑机,以实现双物料双色注塑;也可应用于普通的单色注塑机。单缸注射平行双色射台结构100包括定模板10以及第一射台20和/或第二射台30。可以根据实际生产需要设置有第一射台20,或设置有第二射台30,或同时设置有第一射台20和第二射台30。其中,第一射台20和第二射台30相对于定模板10的安装位置可以根据实际需要进行调整调换。第一射台20和第二射台30均能穿过定模板10并位于定模板10内以进行射胶。具体地,第一射台20和第二射台30均包括固定座40、射移组件33、熔胶组件31、螺杆组件32、射台前板34、中板塑化组件35、射台后板38和注射油缸组件39。第一射台20和第二射台30上的各部件分别设置于不同的固定座40上,便于射台整体的模块化设计,以能更好的进行拆装,适用性更强。
30.请参阅图1和图2,在一些可选的实施例中,螺杆组件32位于熔胶组件31内,熔胶组件31的一端固定于射台前板34上而另一端位于定模板10内。螺杆组件32的一端依次穿过熔胶组件31和射台前板34并连接于中板塑化组件35,螺杆组件32的另一端依次穿过熔胶组件31和定模板10,以在模腔内喷射熔融的塑胶原料从而能够实现注塑成型。射移组件33安装于定模板10和射台前板34之间,能够带动第一射台20或第二射台30的整体移动。中板塑化组件35位于射台前板34和射台后板38之间,射台前板34和射台后板38均安装于固定座40
上。注射油缸组件39的一端固定于射台后板38上且注射油缸组件39的输出端连接于中板塑化组件35,注射油缸组件39动作以使中板塑化组件35带动螺杆组件32在第一方向上移动。中板塑化组件35内设置有传动机构36,借由传动机构36的动作以使螺杆组件32在第二方向上活动。可以理解的,第一方向为螺杆组件32在熔胶组件31内的前后移动,第二方向为螺杆组件32在熔胶组件31内沿周向的旋转运动。即螺杆组件32的直线运动是通过注射油缸组件39的推动实现,螺杆组件32的周向转动是通过传动机构36的传动实现。射胶油缸392内的射胶活塞杆391仅做直线运动,不做旋转运动,加工装配更容易,且密封件不易耗损,使用寿命更长。
31.请参阅图1、图2、图4和图5,在一些可选的实施例中,固定座40上设置有导轨组件41,射台前板34和射台后板38呈可滑动的设置于导轨组件41上。其中,射台前板34和射台后板38之间还设置有用于导向的导杆组件37,中板塑化组件35套设于导杆组件37上并安装于射台前板34和射台后板38之间。注射油缸组件39动作以使中板塑化组件35沿导杆组件37滑动并带动螺杆组件32动作。射台前板34与射台后板38通过导杆组件37进行连接,导杆组件37包括至少两条导杆,以使射台前板34、射台后板38和导杆组件37形成一个稳固的框架结构。导杆组件37既可承受射胶压力,还可方便调整中板塑化组件35。中板塑化组件35工作时,在导杆组件37上往复滑动。与常规注塑机相比,中板塑化组件35少了支撑约束,方便加工、装配,同时也减少了摩擦力。
32.另一方面,射移组件33包括至少一个连接油缸,连接油缸的一端固定于射台前板34上,连接油缸的输出端安装于定模板10上,连接油缸动作以能带动第一射台20或第二射台30沿导轨组件41进行滑动。可以理解的,第一射台20上的射移组件33可以带动第一射台20沿其相应的导轨组件41进行滑动,而第二射台30上的射移组件33可以带动第二射台30沿其相应的导轨组件41进行滑动。第一射台20和第二射台30均可单独移动,并能够单独实现射移、射胶、抽胶、熔胶等动作。具体地,在导轨组件41的一端还设置有接近开关42,在导轨组件41的另一端设置有限位组件43,设置有接近开关42和限位组件43以避免射台前板34和射台后板38滑出导轨组件41外,结构设置合理。
33.请参阅图1、图2、图5和图6,在一些可选的实施例中,中板塑化组件35包括呈中空结构的壳体351,传动机构36位于壳体351内,螺杆组件32的一端伸入壳体351内并与传动机构36传动连接,传动机构36动作以能够带动螺杆组件32进行转动。其中,传动机构36包括液压塑化马达361、主动齿轮组件362、惰轮组件363以及从动齿轮组件364。主动齿轮组件362位于液压塑化马达361的输出端,从动齿轮组件364连接于螺杆组件32,惰轮组件363位于主动齿轮组件362和从动齿轮组件364之间并分别与主动齿轮组件362和从动齿轮组件364传动啮合。另一方面,螺杆组件32包括连接于从动齿轮组件364的传动轴321以及位于熔胶组件31内的送料螺杆322,传动轴321连接于送料螺杆322,传动机构36动作以使传动轴321带动送料螺杆322在熔胶组件31内旋转以实现熔胶。具体地,从动齿轮组件364与传动轴321之间设置有连接组件323,以使从动齿轮组件364在转动时能够带动传动轴321进行转动,进而能够带动送料螺杆322在熔胶组件31内进行转动。可以理解的,采用本实用新型的单缸注射平行双色射台结构100,注射油缸组件39、中板塑化组件35和熔胶组件31的中心轴线可在同一直线,与常规注塑机相比,熔胶组件31中心受力平稳,能够有效防止零件受力不均断裂的情况发生。
34.请参阅图4和图5,在一些可选的实施例中,注射油缸组件39包括射胶油缸392和射胶活塞杆391,射胶活塞杆391的一端位于射胶油缸392内,射胶活塞杆391的另一端连接于中板塑化组件35。即注射油缸组件39的射胶活塞杆391连接于法兰352,而法兰352安装于中板塑化组件35上。射胶油缸392动作以使射胶活塞杆391作用于法兰352,并推动中板塑化组件35沿导杆组件37做直线往复运动。具体地,射胶油缸392为后置单缸无杆腔射胶,相较于目前市场上的单缸轴向一线式射台和单缸内置一线式射台,相同推力的情况下,油缸组件体积小,有利于两个射台的并排放置。后置式单缸无杆腔射胶结构,油缸密封件数量少,射胶阻力小,提高射胶有用功能效占比,降低射胶压力,节能减耗。射胶油缸392内射胶来油的无杆腔的面积大于射胶回油的有杆腔的面积,有杆腔环形面积为无杆腔面积的40%以下,在高速射胶的情况下有杆腔排油量小,回油阻力小,油路控制精准。
35.请参阅图1至图3,在一些可选的实施例中,定模板10上开设有第一射台过孔11和第二射台过孔12,第一射台过孔11用于供第一射台20或第二射台30的螺杆组件32伸入,第二射台过孔12用于供第二射台30或第一射台20的螺杆组件32伸入。即第一射台20和第二射台30的安装位置可以调换,第一射台20安装于第一射台过孔11时,则第二射台30安装于第二射台过孔12内;第一射台20安装于第二射台过孔12时,则第二射台30安装于第一射台过孔11内。可以理解的,第一射台20和第二射台30均模块化设计,分别设置于不同的固定座40上,并能够单独实现射移、射胶、抽胶、熔胶等动作,方便更换和拆装,更换时只需拆卸射移组件33便可将第一射台20和第二射台30进行更换安装,方便快捷。根据实际需要,甚至可以可以增加第三射台、第四射台等以实现多色注塑等。具体地,第一射台过孔11和第二射台过孔12的周围均设置有多个能用于固定连接油缸的定位部13,借由多个定位部13以使第一射台过孔11和第二射台过孔12均能与第一射台20或第二射台30配合。设置有多个定位部13,以能适用于不同的射移组件33,射移组件33包括至少一个连接油缸,连接油缸的具体数量可以根据实际情况进行确定。在本实施例中,第一射台20的射移组件33包括一个连接油缸,而第二射台30的射移组件33包括两个连接油缸,第二射台30中的熔胶组件31和螺杆组件32长于第一射台20中的熔胶组件31和螺杆组件32。即第一射台20和第二射台30的具体结构可以根据是实际需要进行调整,以使整体结构更加紧凑合理。
36.如图1至图6所示,本实用新型的单缸注射平行双色射台结构100,可应用于平行双色注塑机,实现双物料双色注塑;也可应用于普通的单色注塑机。单缸注射平行双色射台结构100包括第一射台20和/或第二射台30,第一射台20和第二射台30的结构基本一致,但可以根据实际注塑情况和安装位置情况调整第一射台20和第二射台30与定模板10的连接结构及安装位置等。在固定座40上可以根据实际需要设置有第一射台20或第二射台30,或同时设置有第一射台20和第二射台30甚至再增加射台数,以实现多色注塑。第一射台20和第二射台30均包括位于固定座40上的射移组件33、熔胶组件31、螺杆组件32、射台前板34、中板塑化组件35、射台后板38和注射油缸组件39。射移组件33连接于定模板10和射台前板34之间,用于实现第一射台20或第二射台30的整体移动。螺杆组件32位于熔胶组件31内且一端连接于中板塑化组件35,另一端位于定模板10内。熔胶组件31用于加热熔融注塑原料。螺杆组件32在注射油缸组件39的作用下能够随着中板塑化组件35在第一方向上做直线运动,中板塑化组件35内设置有传动机构36,螺杆组件32在传动机构36的作用下能够在第二方向上活动,即螺杆组件32在传动机构36的作用下能够沿周向进行转动。螺杆组件32的直线运
动通过注射油缸组件39实现,螺杆组件32的旋转运动通过传动机构36实现,使得注射油缸组件39的射胶活塞杆391不用同时做直线运动和旋转运动,密封性更好、不漏油且寿命更长。本实用新型的单缸注射平行双色射台结构100,结构紧凑、体积小、零件更容易加工和安装,能够方便双射台并列排布且第一射台20和第二射台30能够根据实际需要对换安装位置,第一射台20和第二射台30均模块化设计,亦能方便增加或减少射台的数量。另外,注射油缸组件39与螺杆组件32在同一轴线上,不会产生偏载推力使螺杆断裂的情况,而射胶活塞杆391密封件仅作直线运动,不做旋转运动,密封性好、不漏油、寿命长。
37.以上所揭露的仅为本实用新型的较佳实例而已,不能以此来限定本实用新型之权利范围,因此依本实用新型权利要求所作的等同变化,均属于本实用新型所涵盖的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。