1.本实用新型实施例涉及一种铣刀,具体涉及一种航空钛合金轮廓铣刀。
背景技术:
2.钛合金材料因其优越性能在航空航天等领域得到越来越广泛的应用。但钛合金材料以常规机械加工工艺加工比较困难,若需要加工出相对复杂的轮廓结构,需要更换多种工具,并经过多步工序,操作繁杂,加工效率低,加工成本高。
技术实现要素:
3.本实用新型的主要目的在于提供一种航空钛合金轮廓铣刀,以克服现有技术的不足。
4.为了实现上述目的,本实用新型实施例提供如下技术方案:
5.一种航空钛合金轮廓铣刀,包括刀柄部和设置于刀柄部底端的刀刃部,所述刀刃部包括沿周向交替分布的两个第一刀刃和两个第二刀刃;其中一个第一刀刃与相邻的一个第二刀刃之间分布有底刃切齿圆弧槽,与相邻的另一个第二刀刃之间分布有不等分割底端齿和底刃分屑齿凹角,所述刀柄部的外表面底端四周开设有锥体型刀沟槽尾,所述刀柄部的外表面位于锥体型刀沟槽尾的底端开设有成型圆弧沟槽,所述锥体型刀沟槽尾与成型圆弧沟槽相连通。
6.进一步的,两个所述的第一刀刃之间关于所述刀刃部的中心对称设置,两个所述的第二刀刃之间也关于所述刀刃部的中心对称设置。
7.进一步的,所述成型圆弧沟槽的前端设置有成型轮廓前刀面,所述成型圆弧沟槽的后端设置有轮廓后刀面,所述成型轮廓前刀面的倾斜角度为6
°‑
12
°
。
8.进一步的,所述底刃切齿圆弧槽的前端设置有底刃前刀面,所述底刃前刀面的倾斜角度为3
°‑7°
。
9.进一步的,所述底刃切齿圆弧槽的外表面位于底刃前刀面的一端设置有底刃分屑齿凹角。
10.进一步的,所述第一刀刃包括底刃一后角和底刃二后角,所述底刃一后角设置于底刃切齿圆弧槽外表面一侧,所述底刃二后角设置于底刃切齿圆弧槽外表面位于底刃一后角的一侧,所述底刃一后角、底刃二后角的倾斜角度分别为7
°‑
13
°
、15
°‑
23
°
。
11.进一步的,所述第二刀刃包括底刃圆弧r角一后角和底刃圆弧r角二后角,所述底刃圆弧r角一后角设置于底刃切齿圆弧槽的外表面另一侧,所述底刃圆弧r角二后角设置于底刃切齿圆弧槽底端位于底刃圆弧r角一后角的一侧,所述底刃圆弧r角一后角、底刃圆弧r角二后角的倾斜角度分别为8
°‑
14
°
、16
°‑
24
°
。
12.进一步的,所述刀柄部的底端中心设置有底齿横刃槽,所述刀柄部的底端位于底齿横刃槽的一侧设置有不等分割底端齿。
13.进一步的,所述刀柄部成型圆弧沟槽的一侧设置有成型轮廓曲面后刀面后角,所
述成型圆弧沟槽的另一侧设置有成型轮廓后刀支撑背。
14.进一步的,所述底刃分屑齿凹角的倾斜角度为1
°‑
4.5
°
。
15.较之现有技术,本实用新型提供的航空钛合金轮廓铣刀集多种刀具功能为一体,可以在钛合金材料上一次性完成复杂轮廓曲面的加工,无需调整加工工序,无需更换刀具,大大提升了工作效率,显著提高了工件加工精度,并且坚固耐用,使用寿命长。
附图说明
16.为了更清楚地说明本实用新型的实施方式或现有技术中的技术方案,下面将对实施方式或现有技术描述中所需要使用的附图作简单地介绍。显而易见地,下面描述中的附图仅仅是示例性的,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图引伸获得其它的实施附图。
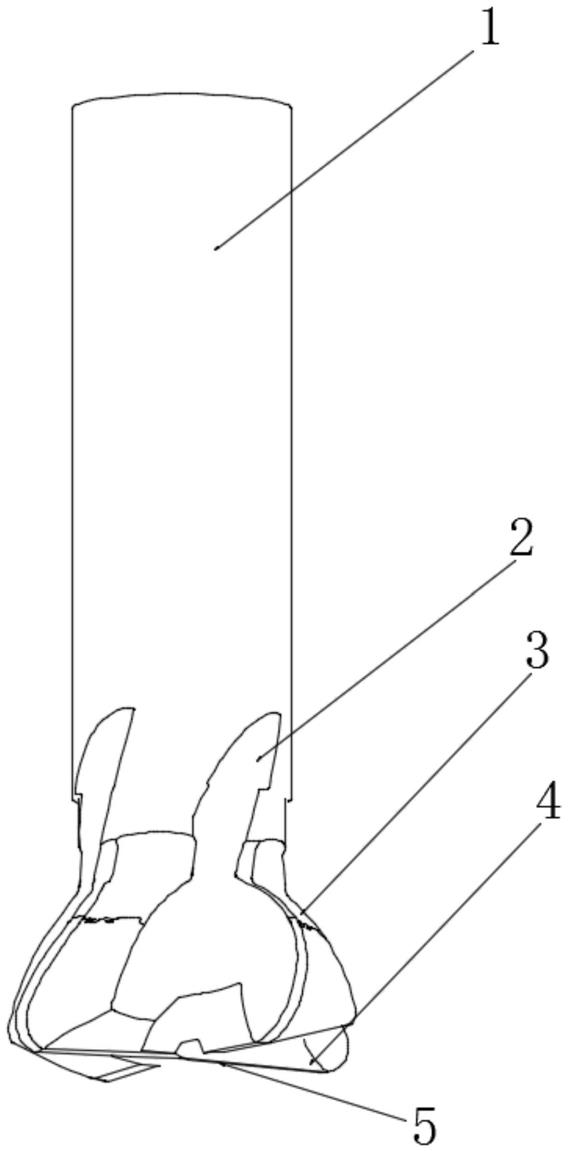
17.图1为本实用新型一实施例中航空钛合金轮廓铣刀的整体结构示意图;
18.图2为本实用新型一实施例中航空钛合金轮廓铣刀的整体俯视图;
19.图3为本实用新型一实施例中航空钛合金轮廓铣刀的整体侧视图。
20.图中:1、刀柄部;2、锥体型刀沟槽尾;3、轮廓后刀面;4、底刃前刀面;5、底刃分屑齿凹角;6、底刃一后角;7、底刃二后角;8、底刃切齿圆弧槽;9、底刃圆弧r角一后角;10、底刃圆弧r角二后角;11、底齿横刃槽;12、不等分割底端齿;13、成型轮廓曲面后刀面后角;14、成型轮廓前刀面;15、成型圆弧沟槽;16、成型轮廓后刀支撑背。
具体实施方式
21.以下由特定的具体实施例说明本实用新型的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本实用新型的其他优点及功效,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
22.参照说明书附图1-3,该实施例的航空钛合金轮廓铣刀包括刀柄部1和设置于刀柄部1 底端的刀刃部,其特征在于:所述刀刃部包括沿周向交替分布的两个第一刀刃和两个第二刀刃;其中一个第一刀刃与相邻的一个第二刀刃之间分布有底刃切齿圆弧槽8,与相邻的另一个第二刀刃之间分布有不等分割底端齿12和底刃分屑齿凹角5,所述刀柄部1的外表面底端四周开设有锥体型刀沟槽尾2,所述刀柄部1的外表面位于锥体型刀沟槽尾2的底端开设有成型圆弧沟槽15,所述锥体型刀沟槽尾2与成型圆弧沟槽15相连通。
23.进一步的,两个所述的第一刀刃之间关于所述刀刃部的中心对称设置,两个所述的第二刀刃之间也关于所述刀刃部的中心对称设置。
24.进一步的,所述第一刀刃包括底刃一后角6和底刃二后角7。所述第二刀刃包括底刃圆弧r角一后角9和底刃圆弧r角二后角10。
25.进一步的,所述成型圆弧沟槽15的前端设置有成型轮廓前刀面14,所述成型圆弧沟槽15的后端设置有轮廓后刀面3,轮廓后刀面3可以作为切割工件时的参考面。其中,所述成型轮廓前刀面的倾斜角度为6
°‑
12
°
。
26.进一步的,所述底刃切齿圆弧槽8的前端设置有底刃前刀面4,底刃前刀面4与成型
轮廓前刀面14直接作用与被切削的金属层。其中,所述底刃前刀面的倾斜角度为3
°‑7°
。
27.进一步的,所述底刃切齿圆弧槽8的外表面位于底刃前刀面4的一端设置有底刃分屑齿凹角5,底刃分屑齿凹角5用于将切割时的碎屑排出。
28.进一步的,所述底刃切齿圆弧槽8的外表面一侧设置有底刃一后角6,所述底刃切齿圆弧槽8的外表面位于底刃一后角6的一侧设置有底刃二后角7,底刃一后角6与底刃二后角7为切削面与切削面的夹角。其中,所述底刃一后角、底刃二后角的倾斜角度分别为 7
°‑
13
°
、15
°‑
23
°
。
29.进一步的,所述底刃切齿圆弧槽8的外表面另一侧设置有底刃圆弧r角一后角9,所述底刃切齿圆弧槽8的底端位于底刃圆弧r角一后角9的一侧设置有底刃圆弧r角二后角 10,底刃圆弧r角一后角9与底刃圆弧r角二后角10为加工工件圆弧槽的夹角。其中,所述底刃圆弧r角一后角、底刃圆弧r角二后角的倾斜角度分别为8
°‑
14
°
、16
°‑
24
°
。
30.进一步的,所述刀柄部1的底端中心设置有底齿横刃槽11,所述刀柄部1的底端位于底齿横刃槽11的一侧设置有不等分割底端齿12,不等分割底端齿12用于对工件进行铣削。
31.进一步的,所述刀柄部1成型圆弧沟槽15的一侧设置有成型轮廓曲面后刀面后角13,所述成型圆弧沟槽15的另一侧设置有成型轮廓后刀支撑背16。
32.请继续参照图1-图3,该航空钛合金轮廓铣刀因具有多个不同的刀面和刃角等,集多种不同刀具功能为一体,在对航空钛合金工件进行加工的过程中,无需更换刀具,也无需复杂工艺操作,即可实现复杂轮廓面的加工,例如,在加工时,其中轮廓后刀面3可以作为切割工件时的支撑面,底刃前刀面4与成型轮廓前刀面14直接作用于被切削的金属层,锥体型刀沟槽尾2用于将工件切割成锥体样式,底刃分屑齿凹角5从圆周刀刃口延伸到刀刃中心用于将切割时避免底刃切削接触面太大产生刀底面与工件面产生共振,底刃分屑齿凹角5的倾斜角度为1
°‑
4.5
°
,底刃一后角6与底刃二后角7为切削面与切削面的夹角形成刀刃口,这样可以有效减少刀具后刀面与金属之间产生切削阻力,底刃切齿圆弧槽8用于对工件圆弧槽的加工,底刃圆弧r角一后角9与底刃圆弧r角二后角10为加工工件圆弧槽的夹角,底齿横刃槽11主要进行引导排屑,把切割下来的屑通过横刃槽带到底端齿容屑槽后排出,不让屑缠绕在刀刃上这样有效的增强底端齿刃口寿命。不等分割底端齿12为主刀刃口,用于对工件进行铣削。
33.虽然,上文中已经用一般性说明及具体实施例对本实用新型作了详尽的描述,但在本实用新型基础上,可以对之作一些修改或改进,这对本领域技术人员而言是显而易见的。因此,在不偏离本实用新型精神的基础上所做的这些修改或改进,均属于本实用新型要求保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
