1.本实用新型涉及螺纹孔加工技术领域。更具体地说,本实用新型涉及一种内侧螺纹孔加工设备。
背景技术:
2.传统加工内侧螺纹孔工艺,分别是用铣床或手动机,先将待加工部件安装夹紧到钻孔装置下方,进行钻孔,然后再拆下钻好孔的部件,安装夹紧到攻牙装置下方,进行攻牙,从而完成一个内侧螺纹孔的加工。从上述可以知晓一个螺纹孔需安装装夹两次才能完成,批量生产时,常因生产效率低、劳动强度大,导致无法准时交货且制造成本偏高。而如果可以使工件在钻孔后,不用拆下再重安装夹紧,则能够提升生产效率,同时减少劳动强度。因此,研究一种无需要拆下再重新夹紧的加工装置是值得思量的。
技术实现要素:
3.本实用新型的一个目的是解决至少上述问题,并提供至少后面将说明的优点。
4.本实用新型还有一个目的是提供一种内侧螺纹孔加工设备,可以省去传统加工过程中钻孔和攻丝两道工序之间的重复安装和拆解待加工部件的操作,从而缩减了加工时间,提高了加工效率。
5.为了实现根据本实用新型的这些目的和其它优点,提供了一种内侧螺纹孔加工设备,包括钻孔装置和攻丝装置,包括:
6.移动轨道,其位于所述钻孔装置和所述攻丝装置下方,所述移动轨道上滑动卡接有一支撑台,所述支撑台上设有夹紧工装,所述夹紧工装用于夹紧待加工部件;
7.移动装置,其移动端与所述支撑台固接,所述移动装置的移动端沿所述移动轨道移动并停留于第一位置,或移动并停留于第二位置,当所述移动装置的移动端移动至第一位置时,所述待加工部件位于所述钻孔装置下方,当所述移动装置的移动端移动至第二位置时,所述待加工部件位于所述攻丝装置下方。
8.优选的是,所述夹紧工装包括定模、与所述定模配合的动模、驱动所述动模朝向和背离所述定模移动的驱动单元,所述定模朝向所述动模的侧面上设有定位凸起,所述定位凸起上沿所述钻孔装置的钻头和所述攻丝装置的钻头的轴向贯通开设有缺口,所述动模的上表面和其朝向所述定模的侧面上连通开设有与卡接待加工部件底部的凹陷部;
9.当待加工部件一端套接于所述定位凸起上时,所述待加工部件的预设内侧螺纹孔的位置位于所述缺口上方,并且,当所述动模朝向所述定模移动至极限时,所述动模抵接于所待加工部件的侧面上,所述凹陷部卡接于待加工部件的底部外周。
10.优选的是,所述移动装置为油缸。
11.优选的是,所述驱动单元为气缸。
12.优选的是,所述待加工部件呈类c形,所述待加工部件的预设内侧螺纹孔的位置位于其一端的内侧面上。
13.优选的是,所述钻孔装置和所述攻丝装置安装于同一平台上。
14.本实用新型至少包括以下有益效果:
15.第一、首先将待加工部件采用夹紧工装固定好,然后启动移动装置,移动装置带动支撑台沿移动轨道首先移动到第一位置,使待加工部件的预设内侧螺纹孔的位置对准钻孔装置的钻头,然后启动钻孔装置,待完成钻孔后,无需要拆下部件,而只需要使钻孔装置恢复原位后,再次启动移动装置,使支撑台继续沿移动轨道移动至第二位置,使待加工部件的预设内侧螺纹孔的位置对准攻丝装置的丝锥,然后启动攻丝装置,待完成攻丝后,使攻丝装置恢复原位,此时解开夹紧工装即可得到加工好内侧螺纹孔的部件。在上述过程中,省去了传统加工过程中钻孔和攻丝两道工序之间的重复安装和拆解待加工部件的操作,从而缩减了加工时间,提高了加工效率。
16.第二、将待加工部件套接于定位凸起上,可以起到定位作用,以使待加工部件的预设内侧螺纹孔的位置可以精准的对准钻孔装置的钻头和攻丝装置的丝锥,从而提升加工质量。然后启动驱动单元,驱动动模朝向定模移动至极限,以使动模抵接于待加工部件的侧面和底面,凹陷部收纳待加工部件的底部,从而实现对待加工部件的夹紧作用,避免待加工部件在钻孔或攻丝过程中移动,而影响钻孔和攻丝的精准性。
17.第三、由于呈类c形的特殊形状,传统的夹紧工装的定模和动模要么是两个平板,要么是具有弧面形的凹槽,但这两种形状的夹紧工装均不能与呈类c形的加工部件形成良好的配合作用,导致夹不稳的现象发生,采用具有定位凸起的定模和具有凹陷部的动模,正好可以将该类部件良好的配合夹紧,从而避免钻孔或攻丝过程中部件移动而影响内侧螺纹孔的加工精准性。
18.本实用新型的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本实用新型的研究和实践而为本领域的技术人员所理解。
附图说明
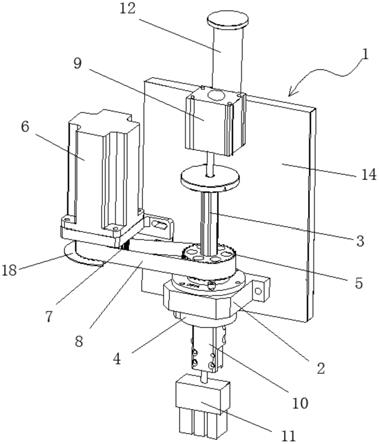
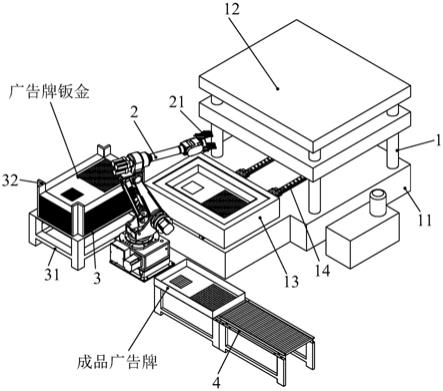
19.图1为本实用新型的其中一种技术方案的所述加工设备的立体示意图;
20.图2为本实用新型的其中一种技术方案的所述夹紧工装的细节图;
21.图3为本实用新型的其中一种技术方案的所述夹紧工装夹持待加工部件的状态图;
22.图4为本实用新型的其中一种技术方案的所述待加工部件的剖面图。
具体实施方式
23.下面结合附图对本实用新型做进一步的详细说明,以令本领域技术人员参照说明书文字能够据以实施。
24.需要说明的是,下述实施方案中所述实验方法,如无特殊说明,均为常规方法,所述试剂和材料,如无特殊说明,均可从商业途径获得;在本实用新型的描述中,术语指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,并不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
25.如图1~4所示,本实用新型提供一种内侧螺纹孔加工设备,包括钻孔装置1和攻丝
装置2,钻孔装置1用于对部件钻孔,攻丝装置2用于对钻孔完成的部件的孔内进行攻丝,形成内内里螺纹,包括:
26.移动轨道6,其位于所述钻孔装置1和所述攻丝装置2下方,所述移动轨道6上滑动卡接有一支撑台3,所述支撑台3上设有夹紧工装4,所述夹紧工装4用于夹紧待加工部件5;夹紧工装4可以是夹持器或夹持机械手,或者是由定模41、动模42、驱动单元43构成的夹紧结构,移动轨道6用于供支撑台3滑动,具有导向作用,支撑台3沿移动轨道6移动过程中可以经过钻孔装置1和攻丝装置2下方,从而将待加工部件5送到钻孔装置1和攻丝装置2下方,以备加工。
27.移动装置7,其移动端与所述支撑台3固接,移动装置7可以为油缸、气缸、或直线导轨模组,所述移动装置7的移动端沿所述移动轨道6移动并停留于第一位置,或移动并停留于第二位置,当所述移动装置7的移动端移动至第一位置时,所述待加工部件5位于所述钻孔装置1下方,当所述移动装置7的移动端移动至第二位置时,所述待加工部件5位于所述攻丝装置2下方。移动装置7用于驱动支撑台3沿移动轨道6移动,并可以随时停留在预设的位置上,将待加工部件5送到钻孔装置1和攻丝装置2下方,以备加工。
28.在上述技术方案中,首先将待加工部件5采用夹紧工装4固定好,然后启动移动装置7,移动装置7带动支撑台3沿移动轨道6首先移动到第一位置,使待加工部件5的预设内侧螺纹孔9的位置对准钻孔装置1的钻头,然后启动钻孔装置1,待完成钻孔后,无需要拆下部件,而只需要使钻孔装置1恢复原位后,再次启动移动装置7,使支撑台3继续沿移动轨道6移动至第二位置,使待加工部件5的预设内侧螺纹孔9的位置对准攻丝装置2的丝锥,然后启动攻丝装置2,待完成攻丝后,使攻丝装置2恢复原位,此时解开夹紧工装4即可得到加工好内侧螺纹孔的部件。在上述过程中,省去了传统加工过程中钻孔和攻丝两道工序之间的重复安装和拆解待加工部件5的操作,从而缩减了加工时间,提高了加工效率。
29.在另一种技术方案中,所述夹紧工装4包括定模41、与所述定模41配合的动模42、驱动所述动模42朝向和背离所述定模41移动的驱动单元43,驱动单元43可是气缸、电缸或直线导轨模组,所述定模41朝向所述动模42的侧面上设有定位凸起44,所述定位凸起44上沿所述钻孔装置1的钻头和所述攻丝装置2的钻头的轴向贯通开设有缺口45,所述动模42的上表面和其朝向所述定模41的侧面上连通开设有与卡接待加工部件5底部的凹陷部46;
30.当待加工部件5一端套接于所述定位凸起44上时,所述待加工部件5的预设内侧螺纹孔9的位置位于所述缺口45上方,并且,当所述动模42朝向所述定模41移动至极限时,所述凹陷部46卡接于待加工部件5的底部外周。
31.在上述技术方案中,该夹紧工装4适用于预设内侧螺纹孔9的位置对应的部分的形状具有筒形结构的部件,将待加工部件5的筒形结构的部分套接于定位凸起44上,可以起到定位作用,以使待加工部件5的预设内侧螺纹孔9的位置可以精准的对准钻孔装置1的钻头和攻丝装置2的丝锥,从而提升加工质量。然后启动驱动单元43,驱动动模42朝向定模41移动至极限,以使动模42抵接于待加工部件5的侧面和底面,凹陷部46收纳待加工部件5的底部,从而实现对待加工部件5的夹紧作用,避免待加工部件5在钻孔或攻丝过程中移动,而影响钻孔和攻丝的精准性。
32.在另一种技术方案中,所述移动装置7为油缸。油缸可以用于需长时间支撑重物的地方,它可在除去油压时仍可支持重物,而且安全可靠。可用于水下,单作用,负载回缩,因
此采用油缸来驱动支撑台3移动,具有稳定性,而且在钻孔和攻丝的过程中,需要加切削液,所以采用油缸可以适应这一使用环境。
33.在另一种技术方案中,所述驱动单元43为气缸。气缸自动化程度高,启停精准,可以避免驱动动模42朝向定模41的移动距离过多,对待加工部件5挤压力过大,而造成损坏待加工部件5表面的情况发生。
34.在另一种技术方案中,所述待加工部件5呈类c形,所述待加工部件5的预设内侧螺纹孔9的位置位于其一端的内侧面上。由于呈类c形的特殊形状,传统的夹紧工装4的定模41和动模42要么是两个平板,要么是具有弧面形的凹槽,但这两种形状的夹紧工装4均不能与呈类c形的加工部件形成良好的配合作用,导致夹不稳的现象发生,采用具有定位凸起44的定模41和具有凹陷部46的动模42,正好可以将该类部件良好的配合夹紧,从而避免钻孔或攻丝过程中部件移动而影响内侧螺纹孔的加工精准性。
35.在另一种技术方案中,所述钻孔装置1和所述攻丝装置2安装于同一平台8上。将钻孔装置1和攻丝装置2安装于同平台8上,有利于移动轨道6的安装,也可以减少移动距离,节约加工时间。
36.尽管本实用新型的实施方案已公开如上,但其并不仅仅限于说明书和实施方式中所列运用,它完全可以被适用于各种适合本实用新型的领域,对于熟悉本领域的人员而言,可容易地实现另外的修改,因此在不背离权利要求及等同范围所限定的一般概念下,本实用新型并不限于特定的细节和这里示出与描述的图例。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。