1.本实用新型涉及焊接技术领域,尤其是一种吊轨焊接工装。
背景技术:
2.吊轨,是一种导向滑动件,具有与外部滑动件滑槽。为了方便吊轨的安装连接,在会增加多个法兰,如图1-3所示的有一种吊轨,包括两个折弯槽以及多个从前往后间隔设置的法兰,所述法兰设有凹槽以及多个左右对应设置连接孔,所述凹槽内设有两个左右相对的安装槽,两个折弯槽左右相对地安装在两个安装槽内。
3.但是,这种吊轨在组焊过程中,需要人工对法兰进行重复定位,并且在焊接过程中折弯槽会相对法兰左右错位,需要焊接人员人工压紧折弯槽的位置,操作麻烦,容易产生焊接变形,使得焊接质量差且焊接效率低。
技术实现要素:
4.本实用新型所要解决的技术问题在于,提供一种吊轨焊接工装,能够对法兰定位夹紧,焊接操作更为容易,焊接变形小,提高焊接质量和焊接效率。
5.为了解决上述技术问题,本实用新型的一种吊轨焊接工装,包括底架、夹紧定位组件以及侧压组件,多个所述夹紧定位组件从前往后间隔设置在底架上;每个所述夹紧定位组件包括定位座以及第一夹持气缸,所述定位座设有让位槽以及多个相对让位槽左右对应设置的并用于穿过连接孔的第一定位销,两个所述第一夹持气缸左右对应设置在定位座上并用于与定位座配合夹紧法兰;多个所述侧压组件从前往后间隔设置在底架上并用于将折弯槽压向安装槽。
6.作为上述方案的改进,本实用新型的吊轨焊接工装还包括压紧气缸以及两个前后相对设置的并用于夹紧折弯槽端部的压紧座,一个所述压紧座固定安装在底架上,另一个所述压紧座与底架滑动连接并安装在压紧气缸的输出端,所述压紧气缸安装在底架上并用于驱动另一个压紧座前后滑动。
7.作为上述方案的改进,所述底架设有用于限制另一个所述压紧座移动位置的限位块。
8.作为上述方案的改进,所述折弯槽的两端均连接有法兰,所述压紧座上均设有两个左右对应设置的第二夹持气缸以及多个左右对应设置的第二定位销,所述第二夹持气缸用于与压紧左配合夹紧法兰,所述第二定位销用于穿过连接孔。
9.作为上述方案的改进,所述压紧座安装有端部定位组件,所述端部定位组件包括安装在定位座背向折弯槽一侧的定位气缸、安装在定位气缸输出端的定位板以及安装在多个定位板朝向折弯槽一侧的第三定位销,所述第三定位销用于与折弯槽的滑槽槽面或折弯边内侧相抵,所述压紧座设有用于供第三定位销伸出的定位孔。
10.作为上述方案的改进,所述侧压组件包括安装在底架上的旋转气缸以及安装在旋转气缸输出端的第一芯棒,所述第一芯棒设有两个平行设置的第一让位平面以及两个相对
设置的第一圆弧压紧面,两个所第一让位平面的距离小于两个折弯槽的折弯边内侧间距,所述第一圆弧压紧面的外径等于两个折弯槽的折弯边内侧间距。
11.作为上述方案的改进,所述第一芯棒上还安装有第二芯棒,所述第二芯棒与第一芯棒同轴,第二芯棒设有两个平行设置的第二让位平面以及两个相对设置的第二圆弧压紧面,所述第一让位平面与第一让位平面平行,两个所第二让位平面的距离小于两个折弯槽的折弯边内侧间距,所述第二圆弧压紧面的外径等于两个折弯槽的滑槽槽底间距。
12.作为上述方案的改进,所述第二芯棒的高度与折弯槽的滑槽槽宽相匹配,且第二芯棒上下端面边缘设有过渡圆角。
13.作为上述方案的改进,所述第二芯棒中部设有内凹的安装面且通过连接螺栓安装在第一芯棒上。
14.作为上述方案的改进,所述侧压组件还包括安装在底架上的翻转气缸,所述旋转气缸安装在翻转气缸的输出端,所翻转气缸用于带动旋转气缸上下摆动切换位置。
15.实施本实用新型,具有如下有益效果:
16.本实用新型的吊轨焊接工装通过底架、夹紧定位组件以及侧压组件相互配合,能够对多个法兰定位夹紧,对多个法兰的前后位置重复调整,在焊接过中侧压组件配合法兰将折弯槽压紧,使折弯槽的外侧与安装槽贴合,焊接操作更为容易,焊接变形小,提高焊接质量和焊接效率。
附图说明
17.图1为本实用新型实施例要加工的吊轨的立体示意图;
18.图2为图1中a处的放大视图;
19.图3为图1中b处的放大视图;
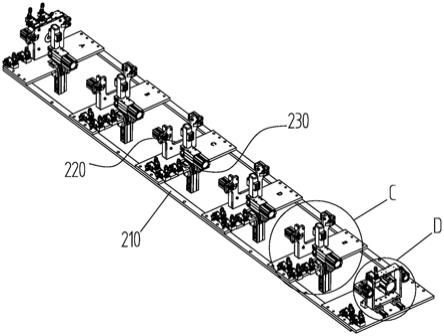
20.图4为本实用新型实施例中吊轨焊接工装的立体示意图;
21.图5为图4中c处的放大视图;
22.图6为图4中d处的放大视图;
23.图7为本实用新型实施例中吊轨焊接工装另一视角的立体示意图;
24.图8为图7中e处的放大视图;
25.图9为本实用新型实施例中第二芯棒安装在第一芯棒上的立体示意图;
26.图10本实用新型实施例中吊轨焊接工装夹住吊轨的立体示意图。
27.图中:110、折弯槽;120、法兰;121、凹槽;122、连接孔;123、安装槽;210、底架;220、夹紧定位组件;230、侧压组件;221、定位座;222、第一夹持气缸;223、让位槽;224、第一定位销;240、压紧气缸;241、压紧座;211、限位块;242、第二定位销;243、第二夹持气缸;251、定位气缸;252、定位板;253、第三定位销;231、旋转气缸;232、第一芯棒;233、第一让位平面;234、第一圆弧压紧面;235、第二芯棒;236、第二让位平面; 237、第二圆弧压紧面;238、安装面;239、翻转气缸。
具体实施方式
28.下面结合附图及具体实施例,对本实用新型作进一步的描述,以便于更清楚的理解本实用新型要求保护的技术思想。仅此声明,本实用新型在文中出现或即将出现的上、
下、左、右、前、后、内、外等方位用词,仅以本实用新型的附图为基准,其并不是对本实用新型的具体限定。
29.如图1-3所示,本实用新型要加工的吊轨包括两个折弯槽110以及多个从前往后间隔设置的法兰120,所述法兰120设有凹槽121以及多个左右对应设置连接孔122,所述凹槽121内设有两个左右相对的安装槽123,两个折弯槽110左右相对地安装在两个安装槽123内。
30.如图4-10所示,本实用新型实施例中的一种吊轨焊接工装,包括底架210、夹紧定位组件220以及侧压组件230,多个所述夹紧定位组件220从前往后间隔设置在底架210上。实际上,多个所述夹紧定位组件220的间距或位置应与多个法兰120的预设间距或者预设位置对应,起到定位的作用。
31.每个所述夹紧定位组件220包括定位座221以及第一夹持气缸222,所述定位座221设有让位槽223以及多个相对让位槽223左右对应设置的并用于穿过连接孔122的第一定位销224,两个所述第一夹持气缸222左右对应设置在定位座221上并用于与定位座221配合夹紧法兰120;多个所述侧压组件 230从前往后间隔设置在底架210上并用于将折弯槽110压向安装槽123。需要说明的是,在实施例中,所述侧压组件230可以伸缩件,当需要压紧折弯槽110时,使伸缩件伸长,伸缩件的两端分别与两个折弯槽110相抵从而实现将折弯槽110压向安装槽123。如图1和图3所示,所述法兰120的开口朝下,对应地,所述夹紧定位组件220应从下方伸入到两个折弯槽110之间。
32.本实用新型的吊轨焊接工装的具体工作原理如下:如图1所示,先将两个折弯槽110左右相对地放置多个法兰120的安装槽123内;移动折弯槽110 和法兰120,使所述夹紧定位组件220应从下方伸入到两个折弯槽110之间;调整多个法兰120的位置,使法兰120与定位座221的位置对应;所述第一定位销224对应穿过法兰120的连接孔122,所述第一夹持气缸222启动,实现对法兰120的定位夹紧;调整两个折弯槽110的前后位置,所述侧压组件 230启动,使折弯槽110压向安装槽123,在侧压组件230与法兰120的作用下压紧折弯槽110;焊接完毕后,侧压组件230与第一夹持气缸222复位,使吊轨上的分离背离定位座221移动,使连接孔122离开第一定位销224,然后向移动取出吊轨;进入下一工作循环。
33.本实用新型的吊轨焊接工装通过底架210、夹紧定位组件220以及侧压组件230相互配合,能够对多个法兰120定位夹紧,对多个法兰120的前后位置重复调整,在焊接过中侧压组件230配合法兰120将折弯槽110压紧,使折弯槽110的外侧与安装槽123贴合,焊接操作更为容易,焊接变形小,提高焊接质量和焊接效率。
34.实际上,如图4、图6、图7和图8所示,本实用新型的吊轨焊接工装还优选包括压紧气缸240以及两个前后相对设置的并用于夹紧折弯槽110端部的压紧座241,一个所述压紧座241固定安装在底架210上,另一个所述压紧座241与底架210滑动连接并安装在压紧气缸240的输出端,所述压紧气缸 240安装在底架210上并用于驱动另一个压紧座241前后滑动。如图7所示,前侧(图7的左侧)的压紧座241固定安装在底架210上,后侧(图7的右侧)的压紧座241与底架210滑动连接并安装在压紧座241上,法兰120定位夹持完毕后,折弯槽110的前端与前侧的压紧座241相抵,所述压紧气缸 240带动后侧压紧座241前移,实现对应折弯槽110的前后定位压紧。焊接完毕后,所述压紧气缸240带动后侧压紧座241后移,为吊轨的取出留有让位空间。进一步地,所述底架210优选设有用于限制另一个所述压紧座241移动位
置的限位块211,通过限位块211能够限制后侧压紧座241的前移位置。
35.实际上,所述折弯槽110的两端均可连接有法兰120,对应地,所述压紧座241上均优选设有两个左右对应设置的第二夹持气缸243以及多个左右对应设置的第二定位销242,所述第二夹持气缸243用于与压紧左配合夹紧法兰 120,所述第二定位销242用于穿过连接孔122。通过第二夹持气缸243与第二定位销242,起到对折弯槽110端部的法兰120定位夹紧的作用,其工作原理与第一夹持气缸222和第一定位销224类似,这里不再一一赘述。
36.此外,所述压紧座241优选安装有端部定位组件,所述端部定位组件包括安装在定位座221背向折弯槽110一侧的定位气缸251、安装在定位气缸 251输出端的定位板252以及安装在多个定位板252朝向折弯槽110一侧的第三定位销253,所述第三定位销253用于与折弯槽110的滑槽槽面或折弯边内侧相抵,所述压紧座241设有用于供第三定位销253伸出的定位孔。如图8 所示,所述第三定位销253共有六条,左右对称设置,上方和下方的第三定位销253与折弯槽110的折弯边内侧相抵,中间的第三定位销253与折弯槽 110的滑槽槽面,使折弯槽110的端部与法兰120的安装槽123压紧,起到减少折弯槽110焊接变形的作用。当然,还可以根据实际需求改变第三定位销 253的数量。焊接前,所述定位气缸251带动第三定位销253伸入折弯槽110 端部;焊接完毕后,所述定位气缸251带动第三定位销253离开折弯槽110 端部移动,方便吊轨的取出。
37.值得一提的是,如图5和图9所示,所述侧压组件230优选包括安装在底架210上的旋转气缸231以及安装在旋转气缸231输出端的第一芯棒232,所述第一芯棒232设有两个平行设置的第一让位平面233以及两个相对设置的第一圆弧压紧面234,两个所第一让位平面233的距离小于两个折弯槽110 的折弯边内侧间距,所述第一圆弧压紧面234的外径等于两个折弯槽110的折弯边内侧间距。开始时,两个所述第一让位平面233分别朝向左右两侧;需要压紧折弯槽110时,所述旋转气缸231带动第一芯棒232旋转,使两个所述第一让位平面233分别朝向前后两侧,从而使两个第一圆弧压紧面234 对应与两个折弯槽110的折弯边内侧紧贴,实现将折弯槽110压向安装槽123 的作用,同时,圆弧过渡的接触面,能够减少折弯槽110的变形,提高焊接质量。
38.进一步地,所述第一芯棒232上还优选安装有第二芯棒,所述第二芯棒 235与第一芯棒232同轴,第二芯棒235设有两个平行设置的第二让位平面 236以及两个相对设置的第二圆弧压紧面237,所述第一让位平面233与第一让位平面233平行,两个所第二让位平面236的距离小于两个折弯槽110的折弯边内侧间距,所述第二圆弧压紧面237的外径等于两个折弯槽110的滑槽槽底间距。相较于第一芯棒,所述第二芯棒用于与折弯槽110的滑槽槽底紧贴,同样实现将折弯槽110压向安装槽123的作用,且第二芯棒与第一芯棒同步动作,进一步减少折弯槽110的变形和提高焊接质量。具体地,所述第二芯棒235的高度优选与折弯槽110的滑槽槽宽相匹配,是第二芯棒235 能够进入到折弯槽110的滑槽内与折弯槽110相抵,且第二芯棒235上下端面边缘优选设有过渡圆角,对应折弯槽110的折弯处,避免第二芯棒235上下端面边缘与折弯槽110折弯槽110碰撞。
39.实际上,所述第二芯棒235中部优选设有内凹的安装面238且通过连接螺栓安装在第一芯棒232上,实现第二芯棒235与第一芯棒232的装拆,通过更换第二芯棒235改变第二圆弧压紧面237的直径,起到调整第二芯棒235 的压紧程度的作用。
40.此外,如图5,所述侧压组件230还优选包括安装在底架210上的翻转气缸239,所述
旋转气缸231安装在翻转气缸239的输出端,所翻转气缸239用于带动旋转气缸231上下摆动切换位置。需要在定位座221放入或取出吊轨时,翻转气缸239带动旋转气缸231下摆至下位,使得旋转气缸231以及第一芯棒232处于定位座221的让位槽223下方,方便放入或取出吊轨;需要对折弯槽110压紧时,翻转气缸239带动旋转气缸231上摆至上位,使得第一芯棒232处于两个折弯槽110之间。
41.以上仅为本实用新型的具体实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
