1.本技术涉及一种快速放置模具活块的装置,属于铸造技术领域。
背景技术:
2.将液态或固态热固性树脂为粘结剂的覆膜砂混合料射入加热后的芯盒模具内,砂芯在芯盒模具内预热很快硬化到一定厚度(约为5~10 mm) 将之取出,形成表面光滑、尺寸精确的优质砂芯成品。此生产过程称为射砂造型或造芯。
3.热法覆膜砂射砂铸造属于砂芯铸造里面的精密铸造,可以制作几毫米和几十毫米的砂型或砂芯,制造出来的砂型或砂芯强度高,砂型或砂芯成型性好,轮廓清晰,能够制作出形状负责的砂型或砂芯,其铸件的尺寸精度可达到ct7-8级,表面粗糙度ra值可以达到6.3
‑‑
12.5μm。在实际生产应用中,生产形状复杂的涡轮增压器壳体,为了保证整体分型和起模方便,在制芯模具中会设置活块,其活块有大有小,其尺寸不固定。然而存在的问题时模具本身的温度在200-280℃,需要操作人员用手将活块依次放入模具中,存在一定的安全隐患,员工手指和胳膊容易被加热的模具烫伤,同时因模具往往存在多个活块需要依次放置,效率很低。
技术实现要素:
4.对现有技术中存在的问题与不足,本技术提供一种快速放置模具活块的装置,通过设置活块安装部,其设有若干个活块安装凹槽,活块安装在活块安装凹槽内,由操作部控制磁力发生器产生磁力作用,将活块吸附在活块安装凹槽内,并通过手持操作部设有的操作手柄带动活块移送至模具中,再通过操作部控制磁力发生器消除磁力,活块失去磁力吸附,从活块安装凹槽内进入模具的活块型腔中,对多个活块一次性完成放置工序,提高工作效率,同时消除因模具表面高温产生的安全隐患。
5.为实现上述目的,本技术提供如下技术方案:一种快速放置模具活块的装置,包括活块安装部、磁力发生器和操作部;活块安装部设有若干个活块安装凹槽,且各个安装凹槽的分布位置与模具的活块型腔的分布位置相对应;磁力发生器一侧与活块安装部连接,另一侧与操作部连接,且其能通过操作部的控制对活块安装凹槽产生磁力;操作部设有操作手柄;若干个活块安装在活块安装部内,由操作部控制磁力发生器产生磁力作用,使其吸附在活块安装凹槽内;手持操作手柄并带动活块移送至模具中,再通过控制磁力发生器消除磁力,活块失去磁力吸附,从活块安装凹槽内进入模具的活块型腔中。
6.具体的,活块安装凹槽的形状与安装在其内的活块形状相适配,且活块安装在活块安装凹槽内的方向与活块安装在模具的活块型腔内的方向相反。这样设置是为了保证活块在活块安装凹槽内的位置固定,特别是在移送过程中不发生位移,实现活块的精确放置。
7.具体的,磁力发生器为一电磁铁;电磁铁通过连通电源会产生磁力;通过断开电源则会消除磁力。通过设置电磁铁,实现通过给电磁铁通电产生磁力,断电则会消除磁力,利用磁力使活块安装部磁化,进而能对活块进行吸附固定作用,便于进行固定移送工作,整体
构件简单,操作方便。
8.具体的,活块安装部与电磁铁连接,且其通过电磁铁连通电源产生磁力而被磁化会产生磁力吸附作用;反之通过电磁铁断开电源消除磁力后会失去磁力吸附作用。这样设置是实现活块安装部对活块完成固定或释放作用的目的。
9.具体的,操作部包括电源、操作杆和操作手柄;电源与电磁铁电性连接;操作杆上开设有控制单元,用于控制电源与电磁铁的线路联通或断开;操作杆一侧与磁力发生器连接,另一侧与操作手柄连接。这样设置可将电源与活块安装部分离,避免电源随活块安装部进入模具,继而因模具的高温导致发生电源损坏或发生安全事故,提高工作环境的安全性。设置操作杆可实现延长活块安装部的移送范围,可满足对于不同模具的活块安装位置都能进行移送放置工作,既提高装置使用范围,也可满足人员与模具之间保持一定的距离,提高安全性。
10.具体的,电源为24v供电电源。
11.与现有技术相比,本技术的有益效果在于:
12.1.本技术通过设置活块安装部,活块安装部设有若干个活块安装凹槽,且活块安装凹槽的形状与模具的活块型腔相适配,可实现一次进行多个活块同时安装,提高工作效率。
13.2.本技术通过设置电磁铁通电产生磁力,进而将活块能吸附在活块安装凹槽内,再进行活块移送至模具过程中,活块不会发生移位,保证活块的精准放置。
14.3.本技术通过设置操作部,由人工控制电源的供给和断开,操作员只需手持操作手柄即可实现活块的放置和吸附,操作简单。避免模具的表面高温对人员造成危害,提高工作安全性。
附图说明
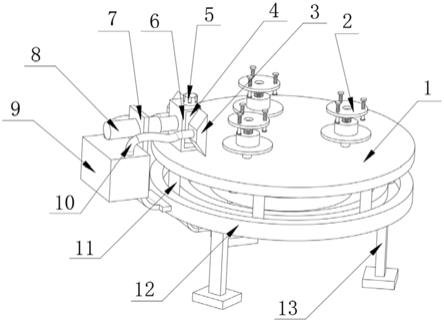
15.图1为本实施例快速放置模具活块的装置结构示意图;
16.图2为本实施例快速放置模具活块的装置已放置活块结构示意图;
17.图3为本实施例快速放置模具活块的装置将活块放进模具示意图;
18.图中:1、活块安装部;2、磁力发生器;3、操作部;4、模具;5、第一活块;6、第二活块;7、第三活块。
具体实施方式
19.下面将结合本技术实施例中的附图,进一步阐述本技术。本实施例用到的模具4的活块有三个,分为第一活块5、第二活块6和第三活块7,三个活块形状和尺寸大小都不相同,分别安装在模具4中的活块型腔中。
20.请参阅图1-3本实施例公开了一种快速放置模具活块的装置,包括活块安装部1、磁力发生器2和操作部3;活块安装部1设有若干个活块安装凹槽,且各个活块安装凹槽的分布位置与模具4的活块型腔的分布位置相对应;磁力发生器2一侧与活块安装部1连接,另一侧与操作部3连接,且其能通过操作部3的控制对活块安装凹槽产生磁力;操作部3设有操作手柄;若干个活块安装在活块安装部1内,由操作部3控制磁力发生器2产生磁力作用,使其吸附在活块安装凹槽内;手持操作手柄并带动活块移送至模具4中,再通过控制磁力发生器
2消除磁力,活块失去磁力吸附,从活块安装凹槽内进入模具4的活块型腔中。实现了放置模具活块的装置的基本工作需求。
21.进一步的,活块安装凹槽的形状与安装在其内的活块形状相适配,且活块安装在活块安装凹槽内的方向与活块安装在模具的活块型腔内的方向相反。实现了活块安装凹槽的构成。
22.进一步的,磁力发生器2为一电磁铁;电磁铁通过连通电源会产生磁力;通过断开电源则会消除磁力。实现了磁力发生器的构成。
23.进一步的,活块安装部1与电磁铁连接,活块安装部1通过电磁铁连通电源产生磁力而被磁化会产生磁力吸附作用;反之通过电磁铁断开电源消除磁力后会失去磁力吸附作用。实现了活块安装部产生磁力的构成。
24.进一步的,操作部3包括电源、操作杆和操作手柄;电源与电磁铁电性连接;操作杆上开设有控制单元,用于控制电源与电磁铁的线路联通或断开;操作杆一侧与电磁铁连接,另一侧与操作手柄连接。实现了操作部的构成。
25.进一步的,电源为24v供电电源。实现了电源的构成。
26.工作原理:工作前,操作员根据模具4的活块型腔分布,选择与之相适配的活块安装部1,并进行装置的组装工序。待完成装置的组装工序后,将第一活块5、第二活块6和第三活块7分别安装在活块安装部1内对应的活块安装凹槽内,并通过操作杆上的控制单元将电源与电磁铁联通,使电磁铁产生磁力,进而将三个活块吸附在活块安装凹槽内。操作员手持操作手柄将活块安装部1移送至模具4上方,再通过操作杆上的控制单元将电源与电磁铁断开,使电磁铁消除磁力。三个活块失去磁力吸附作用,从活块安装凹槽内进入模具4的活块型腔中,即完成活块的放置工作。通过本技术的装置进行活块移送安装工作,既可消除模具表面高温对操作员造成的安全隐患,又可通过一次性完成多个活块同时完成放置,提高工作效率。
27.上面结合实施例对本发明的实施方式作了详细说明,但是本技术并不限于上述实施方式,对于本技术领域的普通技术人员来说,在获知本发明中记载内容后,在不脱离本发明原理的前提下,还可以对其作出若干同等变换和替代,这些同等变换和替代也应视为属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。