1.本实用新型涉及热处理工装的技术领域,具体地,涉及一种用于轴类零件热处理的吊装工装。
背景技术:
2.航空涡扇发动机一般包括风扇增压机、高压压气机、燃烧室、高压涡轮和低压涡轮等单元体。发动机工作时,高压涡轮转子驱动高压压气机转子,低压涡轮转子通过低压涡轮轴并驱动风扇增压机转子。高压压气机、燃烧室和高压涡轮统称为核心机,位于低压涡轮与风扇增压级之间,因此低压涡轮与风扇增压机之间需要通过细长的低压涡轮轴来传递扭矩,并且低压涡轮轴的内部是空心的,以便冷却气体能够从前端传递至低压涡轮,用于冷却、排气等。因此,航空发动机的低压涡轮轴一般是细长、空心、成喇叭状的结构,长度可达1.5米以上,民用涡扇发动机的低压涡轮轴长度可达2.5米至3米。
3.细长、空心、成喇叭状结构的低压涡轮轴零件通常由细长的锻件通过机械加工而成,目前锻件结构有实心和空心两种形式。实心结构简单,但因为余量分布较厚,特别是锻件中心部位,在锻件过程热处理存在热处理无法淬透问题导致材料应力分布不均,零件在后续加工中容易出现严重变形而无法使用,因此,目前普遍采用轴心空心锻件热处理。但空心、细长锻件,因为水平放置热处理过程中变形不可控,因此需要采用垂直吊挂方式进行热处理。
4.然而,采用垂直吊装方式主要有两种,其中,采用倒t型穿芯轴方式实现锻件吊装热处理方式,由于中间芯轴填充了轴心空心大部分空间,阻碍了热传递,不利于零件热处理自由变形,并且无法保证零件处在竖直状态,热处理过程中会出锻件发生弯曲变形,影响后续加工。采用小端焊接带有吊装孔的工艺板实现的锻件大端朝下垂直吊装方法,存在焊接热影响对零件影响较大,需要进行焊接试验,摸索焊接参数,进行拉伸强度试验,匹配合适的工艺板材料,确保焊缝能够在热处理过程中不发生断裂等而导致安全事故,后续还需采用一定的手段切割掉焊接试板,步骤繁琐,成本较高,制作周期也较长,存在较大热影响区。
5.因此,需要提供一种用于轴类零件的吊装工装,可以解决上述垂直吊装方式存在的问题。
技术实现要素:
6.本实用新型的目的是提供一种用于轴类零件的吊装工装,可以在避免热处理弯曲变形的同时,避免操作繁琐。
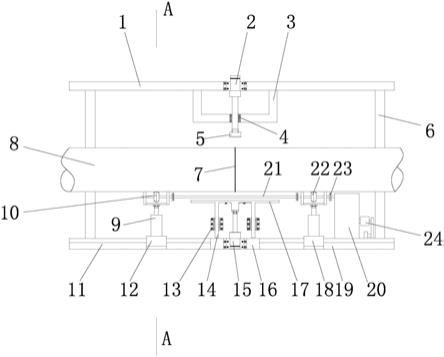
7.本实用新型提供一种用于轴类零件热处理的吊装工装,所述轴类零件的顶部轴段设置有沿着第一轴线贯穿的通孔,所述第一轴线穿过所述轴类零件的轴心线且与所述轴心线垂直,其特征在于,所述吊装工装包括吊挂件和转接件,所述转接件包括转接部、套筒和销轴,所述转接部通过上端绕着第二轴线可摆动地吊挂于所述吊挂件,所述第二轴线穿过所述轴心线且与所述轴心线垂直,并且所述第二轴线与所述第一轴线相交,所述套筒连接
所述转接部的下端,具有筒壁和横穿所述筒壁的穿孔,所述销轴,所述轴类零件的顶部轴段容置于所述套筒的所述筒壁围成的筒孔中,所述销轴设置成可穿过所述套筒的所述穿孔和所述轴类零件的通孔而将所述轴类零件与所述套筒连接,所述轴类零件的顶部轴段与所述筒孔之间具有预定尺寸的间隙。
8.在一个实施方式中,所述吊挂件为吊钩。
9.在一个实施方式中,所述吊钩由平板制成,所述平板的板厚方向与所述第二轴线的延伸方向一致;并且,所述转接部在上端设置有矩形孔,所述吊钩穿过所述转接部的所述矩形孔,所述矩形孔的宽度方向与所述平板的板厚方向一致,借此,所述转接部绕着所述第二轴线可摆动地吊挂于所述吊钩。
10.在一个实施方式中,所述套筒的筒孔的孔径尺寸比所述轴类零件的顶部轴段的外径尺寸大0.5-1mm。
11.在一个实施方式中,所述第二轴线与所述第一轴线垂直。
12.在一个实施方式中,所述套筒的上端面比所述轴类零件的上端面高出 10mm以上。
13.在一个实施方式中,所述转接部为设置有吊挂孔的矩形板,所述矩形板通过所述吊挂孔吊挂于所述吊挂件。
14.在一个实施方式中,所述矩形板还设置有减重孔。
15.在一个实施方式中,所述套筒焊接在所述矩形板的下方。
16.在一个实施方式中,所述矩形板在沿着所述第二轴线的方向上的宽度尺寸比所述套筒的外径尺寸大5mm以上。
17.上述用于轴类零件的吊装工装中,转接部绕着第二轴线可摆动地吊挂于吊挂件,而轴类零件通过销轴绕着第一轴线可摆动地吊挂于套筒,可实现两个自由度释放应力,从而完全释放零件内部应力,而且通过轴类零件的顶部轴段容置于套筒的筒孔中,可以保证轴类零件处于竖直状态热处理,轴类零件变形可控。而且,上述吊装工装包括吊挂件以及转接部、套筒和销轴构成的转接件,不仅结构简单,且转接件的转接部与吊挂件吊挂连接,而销轴与轴类零件相连,对热处理轴类零件也可方便拆卸安装,因而操作简便。因此,上述用于轴类零件的吊装工装可以在避免热处理弯曲变形的同时,避免操作繁琐。
附图说明
18.本实用新型的上述的以及其他的特征、性质和优势将通过下面结合附图和实施例的描述而变得更加明显,其中:
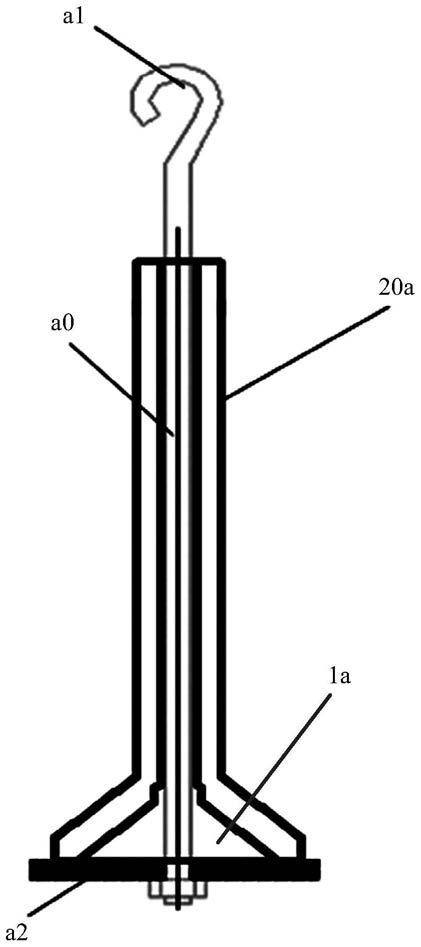
19.图1是根据第一比较例的示例性吊装工装的示意图。
20.图2a是根据第二比较例的示例性吊装工装的示意图,而图2b是图2a的吊装工装的工艺板的示意图。
21.图3是根据本实用新型的示例性吊装工装吊装的示例性轴类零件的示意图。
22.图4是示出根据本实用新型的示例性吊装工装吊装图3的轴类零件的示意图
23.图5是根据本实用新型的示例性吊装工装的转接件的分解示意图。
24.图6是根据本实用新型的示例性吊装工装的立体示意图。
25.图7a是示出根据本实用新型的示例性吊装工装的套筒与轴类零件配合的示意图,图7b是图7a中a1处的局部放大图。
具体实施方式
26.下面结合具体实施方式和附图对本实用新型作进一步说明,在以下的描述中阐述了更多的细节以便于充分理解本实用新型,但是本实用新型显然能够以多种不同于此描述的其它方式来实施,本领域技术人员可以在不违背本实用新型内涵的情况下根据实际应用情况作类似推广、演绎,因此不应以此具体实施方式的内容限制本实用新型的保护范围。
27.例如,在说明书中随后记载的第一特征在第二特征上方或者上面形成,可以包括第一特征和第二特征通过直接联系的方式形成的实施方式,也可包括在第一特征和第二特征之间形成附加特征的实施方式,从而第一特征和第二特征之间可以不直接联系。进一步地,当第一元件是用与第二元件相连或结合的方式描述的,该说明包括第一元件和第二元件直接相连或彼此结合的实施方式,也包括采用一个或多个其他介入元件加入使第一元件和第二元件间接地相连或彼此结合。
28.图1和图2a至图2b分别示出了两个比较例,图1中示出的可以称之为第一比较例,图2a至图2b中示出的可以称之为第二比较例。
29.图1的第一比较例中,吊装工装1a为倒t型工装,从上到下依次包括热处理挂钩a1、实心芯轴a0和托板a2。作为示例的空心轴类零件20a也可以称之为轴类锻件,轴类零件20a的大端(图中,下端)贴紧托板a2的大端面(图中,上端面),然后通过芯轴a0穿过轴类零件20a,通过吊装挂钩a1也即芯轴a0来实现零件吊装。
30.采用吊装工装1a及相应的吊装方法,虽然可以实现零件吊装,但由于中间芯轴填充了轴心空心大部分空间,阻碍了热传递,不利于零件热处理自由变形,并且要求零件大端贴着托板大端面,而杆芯和工装不垂直,工装下大端面并不水平面,间接导致零件轴心线并非垂直状态,热处理过程中会出现一定变形导致零件发生弯曲变形,影响后续加工。
31.图2a和图2b的第二比较例中,吊装工装1b为焊接工装,从上到下依次包括热处理挂钩b1和工艺板b2,其中图2a示出了吊装轴类零件20a的侧视图,而图2b示出了吊装工装1b的工艺板b2附近的俯视图。采用吊装工装1b 时,需要在轴类零件20a的小端端面200a焊接吊装工装1b的工艺板b2,如图 2a中焊接位置bp所示。工艺板b2上可以打吊装孔,通过吊装孔实现锻件大端朝下垂直吊装。
32.采用吊装工装1b及相应的吊装方法,也即采用小端焊接工艺板的方法,由于焊接热影响对零件影响较大,需要进行焊接试验,摸索焊接参数,进行拉伸强度试验,进一步匹配合适的工艺板材料,确保焊缝能够在热处理过程中不发生断裂等而导致安全事故,安全性不高,后续还需采用一定的手段切割掉焊接试板,因而步骤繁琐,成本较高,制作周期也较长,焊接处存在较大热影响区。
33.本实用新型提供的吊装工装1的示例构造如图4至图7b所示,图3示出了与吊装工装1配合的轴类零件20的示例构造。
34.吊装工装1用于轴类零件20的热处理。参见图3,轴类零件20的顶部轴段201设置有沿着第一轴线o20贯穿的通孔202。第一轴线o20穿过轴类零件 20的轴心线x20且与轴心线x20垂直。换言之,第一轴线o20和轴心线x20 可以位于同一平面上且彼此垂直。可以结合图4中吊装工装1将轴类零件20 吊挂来进行热处理的使用状态,第一轴线o20沿着水平的x轴方向(图3中,垂直于纸面的方向)延伸。图4中,还示出了也沿着水平的y轴方向以及沿着竖直方向或重力方向的z轴方向,x轴、y轴和z轴彼此垂直。图中,轴类零件20是以航空发动机
的低压涡轮轴的形状构造示出的,可以理解,也可以是其它轴类零件,诸如石油管道、炮筒等。
35.为了方便描述,文中参考图4使用空间关系词语诸如“下”、“上”、“水平”、“竖直”等等来描述附图中示出的一个元件或特征与其他元件或特征的关系。需要理解,这些空间关系词语意图包含放置时、使用时或操作时的其它状态下元件或组件的、除了附图中描绘的方向之外的其他方向。例如,如果翻转附图中的组件,则被描述为在其他元件或特征“下”的元件的方向将改为在所述其他元件或特征“上”,因此,应相应地解释文中使用的空间关系描述词。另外,也需要理解,文中描述的“沿着某一方向”、“与某一方向平行”等均可以允许一定的容差,例如在要求的角度范围内浮动
±5°
。
36.图4示出了吊装工装1吊装轴类零件20的示例构造,吊装工装1包括吊挂件2和转接件3,而转接件3可以包括转接部4、套筒5和销轴6。图5示出了转接件3的示例构造,图6示出了吊装工装1的吊挂件2和转接件3配合的示例构造,而图7a和图7b示出了吊装工装1的套筒5与轴类零件20配合的示例构造。
37.转接部4可以通过上端41绕着第二轴线o4可摆动地吊挂于吊挂件2。第二轴线o4也穿过轴心线x20且与轴心线x20垂直,并且第二轴线o4可以与第一轴线o20相交。需要理解,文中,使用“第一”、“第二”等词语来限定特征,仅仅是为了便于对相应特征进行区别,如没有另行声明,上述词语并没有特殊含义,因此也不能理解为对本实用新型保护范围的限制。还需要理解,文中,第二轴线o4与第一轴线o20是异面相交。
38.图4中,如前面提及的,第一轴线o20沿着x轴方向延伸,而第二轴线 o4沿着y轴方向延伸。也即,图示实施方式中,第二轴线o4可以与第一轴线o20垂直。因而,转接部4可以沿着摆动方向c2摆动地吊挂于吊挂件2。在一个实施方式中,转接部4的上端41可以设置有沿着第二轴线o4延伸的穿孔,而吊挂件2可以设置有沿着第二轴线o4延伸的吊杆,通过吊杆穿过穿孔,可以实现转接部4绕着第二轴线o4可转动或摆动地吊挂于吊挂件2。
39.可以理解,文中使用了特定词语来描述本实用新型的实施方式,如“一个实施方式”、“另一实施方式”、和/或“一些实施方式”意指与本实用新型至少一个实施方式相关的某一特征、结构或特点。因此,应强调并注意的是,本说明书中在不同位置两次或多次提及的“一个实施方式”或“另一实施方式”并不一定是指同一实施方式。此外,本实用新型的一个或多个实施方式中的某些特征、结构或特点可以进行适当的组合。
40.转接件3的套筒5可以连接转接部4的下端42,例如通过螺钉连接,或者一体制成。
41.结合图5及图7a和图7b,套筒5可以具有筒壁50和横穿筒壁50的穿孔 51。筒壁50围成筒孔52。轴类零件20的顶部轴段201容置于套筒5的筒壁 50围成的筒孔52中。
42.销轴6设置成可穿过套筒5的穿孔51和轴类零件20的通孔202而将轴类零件20与套筒5连接。也即,对齐套筒5的穿孔51和轴类零件20的通孔202,然后可以通过销轴6将二者穿连。套筒5的穿孔51和轴类零件20的通孔202 也可以称之为径向孔,也即沿着径向延伸的孔。
43.轴类零件20的顶部轴段201与套筒5的筒孔52之间具有预定尺寸的间隙 g0。
44.需要理解,附图均仅作为示例,并非是按照等比例的条件绘制的,不应该以此作为对本实用新型实际要求的保护范围构成限制。例如,图7b中并未明显示出间隙g0,实质上,轴类零件20的顶部轴段201与套筒5的筒孔52之间存在预定尺寸的间隙g0。在一个实施方式
中,套筒5的筒孔52的孔径尺寸 d5(也即,内径尺寸)可以比轴类零件20的顶部轴段201的外径尺寸d20大 0.5-1mm,也即,大0.5mm≤d5-d20≤1mm。也即,间隙g0在0.5-1mm。
45.由于间隙g0的存在,轴类零件20可以绕着销轴6在预定范围内摆动地吊挂于销轴6,也即,绕着第一轴线o20可摆动地吊挂于转接件3。
46.采用上述吊装工装1时,通过套筒5的限位,上述轴类零件20可以绕着转接件3的销轴6(第一轴线o20)在一定范围内摆动或旋转,而转接件3的转接部4又可以相对于吊挂件2绕着第二轴线o4摆动或旋转,第一轴线o20 和第二轴线o4均穿过轴类零件20的轴心线x20且均与轴心线x20垂直,也即,可以近似垂直于竖直方向,因而可以保证轴类零件20始终在竖直状态下绕着这沿水平方向且彼此相交的两个轴线o20、o4在一定范围内旋转变形。因而,当出现弯曲变形时,由于受重力作用,可将轴类零件20“拉直”,间接保证轴类零件20自身弯曲修正,同时能够自由释放内部应力。
47.采用上述吊装工装1可以解决前述两个对比例中热处理变形、操作繁琐、成本高等问题。与前述两个对比例中涉及的热处理工装方案,上述吊装工装1 采用合理的热处理工装结构,工装制作简单,过程操作简便,热处理过程装、卸锻件便捷、安全可靠,并且能够保证零件处于竖直状态热处理,零件变形可控。
48.上述吊装工装1中,第二轴线o4与第一轴线o20垂直时,轴类零件20 可以在两个相互垂直的方向摆动或旋转,并且这两个方向近似垂直于重力方向,保证热处理的轴类零件20在热处理过程中能够始终靠自身重力作用而竖直向下,可在自由释放自身锻造应力以及材料内部应力得同时,有效抑制零件发生弯曲变形。
49.图示实施方式中,吊挂件2为吊钩。可以理解,吊钩也即通过钩爪21悬吊零件的吊挂件。进一步,图示实施方式中,作为吊挂件2的吊钩可以由平板制成。制成吊钩的平板的板厚方向与第二轴线o4的延伸方向一致,也即,图 4中,沿着y轴方向。而转接部4在上端41可以设置有矩形孔43。作为吊挂件2的吊钩(也即,其钩爪21)可以穿过转接部4的矩形孔43。矩形孔43的宽度方向与制成吊钩的平板的板厚方向一致,也即,矩形孔43的宽度方向与第二轴线o4的延伸方向一致,图4中,沿着y轴方向。借此,转接件1的转接部4绕着第二轴线o4可摆动地吊挂于作为吊挂件2的吊钩。换言之,转接部4的矩形孔43的上侧孔壁与吊钩的钩爪21的上侧面之间为线接触,该接触线即构成转接部4绕着钩爪21摆动的摆动轴线。
50.图示实施方式中,转接部4可以为设置有吊挂孔(图中,也即,矩形孔43) 的矩形板(或称,方板)。作为转接部4的矩形板可以通过该吊挂孔(矩形孔 43)吊挂于吊挂件2。图中,作为转接部4的矩形板在上端41设置的矩形孔 43在宽度方向居中,吊挂于作为吊挂件2的吊钩,作为吊挂件2的吊钩通过该矩形孔43,可方便吊入、吊出轴类零件20。
51.图示实施方式中,作为转接部4的矩形板还可以设置有减重孔44。
52.图示实施方式中,套筒5可以焊接在作为转接部4的矩形板的下方,可以参见图5中示出的焊接位置s1。套筒5可以与作为转接部4的矩形板连接为一体,焊接方式可以包括电焊、氩弧焊等。
53.图7a和图7b示出的实施方式中,套筒5的上端面53可以比轴类零件20 的上端面203高,这样方便套筒5的上端面53与转接部4焊接连接。在一个实施方式中,套筒5的上端面53可以比轴类零件20的上端面203高出10mm 以上。
54.作为转接部4的矩形板在沿着第二轴线o4的方向(图4中,y轴方向) 上的宽度尺寸
w4比套筒5的外径尺寸d5大5mm以上,也即,w4-d5≥5mm。这样也方便套筒5的上端面53与作为转接部4的矩形板的下端42通过焊接连接。
55.在一个实施方式中,销轴6可以是实心销轴。销轴6的外径尺寸可以小于轴类零件20的通孔202和套筒5的穿孔51的孔径尺寸,这样可以确保销轴6 在将套筒5固定在轴类零件20的顶部轴段201的同时,三者之间具有一定的间隙自由度,防止热处理过程发生热膨胀。图5中,销轴6可以在一端设置有帽头61,帽头61的直径大于通孔202的直径,作为一侧限位,保证销轴6无法贯通。而销轴6在另一端(或者,除帽头61以外的主轴部分)可以均为光杆,保证销轴6可以穿透套筒5的穿孔51与轴类零件20的通孔202。销轴6 的光杆部分可以显露在外50mm以上,用于捆绑钢丝,从而方便固定销轴6,防止轴向窜动。
56.采用上述吊装工装时,轴类零件可绕销轴(图4中,沿着x轴方向)旋转,矩形板吊装的吊钩可作为另一轴(图4中,沿着y轴方向)旋转,这两个轴相互垂直,近似垂直于竖直方向,可保证轴类零件始终在零件竖直状态下可以绕这两个轴旋转变形,当出现弯曲变形时,由于受重力作用,可将锻件“拉直”,间接保证锻件自身弯曲修正,同时能够自由释放内部应力。
57.下面将示例性地描述对轴类零件20进行热处理准备以及热处理工艺的示例操作。
58.轴类零件20的顶部轴段201可以是零件小端,如图3所示。可以在轴类零件20的零件小端保留70mm至100mm长度的锻件余量,在该余量里钻一个经过轴心线x20并且贯穿零件且沿径向延伸的孔作为前述通孔202,通孔202 的孔径尺寸可以在通孔202(第一轴线o20)可以距离轴类零件 20的上端面203(图7b中示出)40-60mm。通孔202不要加工至轴类零件20 的待加工部分(图3中由轮廓线sc示出的部分)范围内,通孔202的孔边与轮廓线sc的距离可以在10mm以上。轴类零件20可以是空心、细长的轴类零件,如图3所示。
59.如前面提及的,套筒5的孔径尺寸d5可以大于零件小端的外径0.5-1mm。套筒5的筒壁50的厚度可以约为30mm左右,圆筒类套筒5的长度可以在 160mm左右。可以使得套筒5套入零件小端至少130mm,套筒5的上端面53 高出小端端面10mm以上。
60.作为转接部4的矩形板的规格可以是长至少600mm,宽度大于套筒5的外径5mm以上。作为转接部4的矩形板的材料可以与套筒5一致,或两者具有良好焊接性,使得两者焊接后,焊缝质量略低于或等于母材拉伸性能。焊接时,作为转接部4的矩形板可以刚好位于套筒5的穿孔51的另一侧,即销轴6 对齐套筒5与零件小端的通孔202时,套筒5的上端面53高出零件小端的端面。
61.采用图示吊装工装10进行吊装热处理,对图3中示出的2.5米长、外径且内径的示例性轴类零件20在800℃以上、保温2小时下固溶、时效热处理,其中,热处理炉为井式炉。试验表明,轴类零件20未发生明显弯曲变形,其轴向方向由于受材料应力以及重力作用影响,零件长度方向伸长2mm左右,总体上达到预期效果。
62.上述用于轴类零件热处理的吊装工装可以解决轴类零件特别是细长、空心轴类零件热处理容易弯曲变形的问题,且结构简单,制作及维护成本低。另外,上述吊装工装可方便拆卸将要热处理的轴类零件,轴类零件装、卸在热处理炉中便捷、安全可靠,并且能够保证零件处于竖直状态热处理,零件变形可控。而且上述吊装工装可重复利用。
63.本实用新型虽然以较佳实施例公开如上,但其并不是用来限定本实用新型,任何
本领域技术人员在不脱离本实用新型的精神和范围内,都可以做出可能的变动和修改。因此,凡是未脱离本实用新型技术方案的内容,依据本实用新型的技术实质对以上实施例所作的任何修改、等同变化及修饰,均落入本实用新型权利要求所界定的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。