1.本发明涉及汽车制造技术领域,特别涉及一种柴油机曲轴箱生产用外壳塑形工艺及其装置。
背景技术:
2.曲轴箱是用来安装气缸体下部曲轴的一个箱体,现有的曲轴箱多数是通过模具铸造成型的,由于曲轴箱成型的过程中是出于密闭的环境中,这样就导致曲轴箱凝固成型的速度较慢,在面对订单较多的情况下,无法快速的对订单进行处理,而且曲轴箱的内部结构较为复杂,在通过模具铸造时,容易使模具卡住在曲轴箱的内部,如果强行取出,容易导致曲轴箱内部发生损伤,进而导致曲轴箱的质量出现问题。
技术实现要素:
3.本发明的目的在于至少解决现有技术中存在的技术问题之一,提供一种柴油机曲轴箱生产用外壳塑形工艺及其装置,能够解决曲轴箱凝固成型的速度较慢和模具容易卡住在曲轴箱的内部的问题。
4.为实现上述目的,本发明提供如下技术方案:一种柴油机曲轴箱生产用外壳塑形工艺,包括以下步骤:s1、造型:将模具的内腔加工成铸件外壁相同的形腔,再将粘土湿砂通过砂芯机压制成与铸件内部形状相同的砂芯,将砂芯放置模具的形腔内;s2、熔炼:将铝块和其他材料投入熔化炉内,通过熔化炉将铝块和材料进行融化,再通过搅拌器对熔化炉的内部进行搅拌,使各种材料相互融合,形成液态金属液;s3、浇筑:通过铁勺将s2中漂浮在金属液表面的杂质进行剔除,将合格液态金属液倒入s1中的模具型腔与砂芯之间;s4、冷凝:通过冷却设备对模具进行降温,使液态金属液快速凝固成固态金属,使该金属成为一个毛培件;s5、清理:将成型的毛培件从模具内取出,把毛培件内部的砂芯清理掉,将浇口等附设件切割,使该毛培件形成曲轴箱外壳。
5.优选的,所述s2中的搅拌器搅拌时间为2-3min,s4中的冷凝时间为5-6min。
6.一种柴油机曲轴箱生产用外壳塑形装置,包括存水箱、移动机构和冷却机构,所述存水箱的顶部固定安装有两个固定板,存水箱的上方设置有第一半凹模具、第二半凹模具和型砂凸模具;所述移动机构设置于存水箱的顶部,移动机构可驱使第一半凹模具和第二半凹模具进行相对移动,冷却机构设置于存水箱、第一半凹模具和第二半凹模具上,冷却机构可加快金属液的凝固速度。
7.优选的,所述存水箱的顶部开设有两个滑槽,滑槽内均滑动安装有滑块,两个固定板的相邻侧壁均开设有卡槽,型砂凸模具的前后侧均固定安装有固定块,固定块卡合与卡
槽内,固定板与固定块卡合安装。
8.优选的,所述移动机构包括电机、传动齿轮、第一移动板、第二移动板、第一带齿长杆和第二带齿长杆,电机固定安装于存水箱的内侧顶部,电机的输出轴通过联轴器贯穿存水箱的顶部并与传动齿轮固定安装,第一移动板固定安装于一个滑块的顶部,第二移动板固定安装于另一个滑块的顶部,第一移动板和第二移动板均与存水箱的顶部相接触,第一带齿长杆的一端固定安装于第一移动板的一侧,第一带齿长杆的一端贯穿第二移动板并延伸至第二移动板的一侧,第一带齿长杆与第二移动板滑动安装,第二带齿长杆固定安装于第二移动板的另一侧,第二带齿长杆的一端贯穿第一移动板并延伸至第一移动板的另一侧,第二带齿长杆与第一移动板滑动安装,传动齿轮均与第一带齿长杆和第二带齿长杆相啮合,可以使第一半凹模具和第二半凹模具相对移动。
9.优选的,所述冷却机构包括水泵、进水管、连接管和出水管,水泵固定安装于存水箱的内侧底部,水泵的输出端与进水管的一端固定连接,进水管的另一端贯穿存水箱的一侧和第一半凹模具且与第一半凹模具上的冷却腔相通,连接管的两端分别贯穿第一半凹模具和第二半凹模具且与第一半凹模具和第二半凹模具上的冷却腔相通,出水管的一端贯穿存水箱的另一侧,出水管的另一端贯穿第二半凹模具且与第二半凹模具上的冷却腔相通,可以将存水箱内部的水输送至第一半凹模具和第二半凹模具上的冷却腔内。
10.优选的,所述第一半凹模具和第二半凹模具的底部均固定安装有卡环,第一移动板和第二移动板分别卡合安装于卡环上,第一移动板和第二移动板分别于第一半凹模具和第二半凹模具的底部相接触。
11.优选的,所述存水箱的内侧顶部固定安装有防水盒,电机位于防水盒的内部,存水箱的另一侧固定安装有注水管和排水管,注水管和排水管上均设置有阀门,型砂凸模具的顶部开设有灌溉口,便于金属液流入模具的墙体内。
12.与现有技术相比,本发明的有益效果是:(1)、该柴油机曲轴箱生产用外壳塑形工艺及其装置,将曲轴箱的外侧形体通过模具铸造,将曲轴箱的内部通过型沙铸造,在曲轴箱成型后,可以方便的将曲轴箱从模具取出,也方便将型沙从曲轴箱取出,使曲轴箱在铸造的过程中不会受到严重的损伤和形变,保障曲轴箱的质量。
13.(2)、该柴油机曲轴箱生产用外壳塑形工艺及其装置,通过水泵、出水管、连接管和出水管的配合使用,可以将存水箱内部的水循环的输送至存水箱、第一半凹模具和第二半凹模具之间,使水带走第一半凹模具和第二半凹模具上的温度,加快第一半凹模具和第二半凹模具之间的曲轴箱凝固速度,从而提高曲轴箱的生产速度。
14.(3)、该柴油机曲轴箱生产用外壳塑形工艺及其装置,在曲轴箱冷却成型后,通过电机、传动齿轮、第一移动板、第二移动板、第一带齿长杆和第二带齿长杆的配合使用,可以使第一半凹模具和第二半凹模具相对移动,使曲轴箱与第一半凹模具和第二半凹模具进行分离,可以对曲轴箱进行快速取料,进一步提高曲轴箱的生产速度。
15.(4)、该柴油机曲轴箱生产用外壳塑形工艺及其装置,通过固定板、固定块和卡环的配合使用,可以方便的对不同尺寸的第一半凹模具、第二半凹模具和型砂凸模具进行更换,从而使该装置可以对任意尺寸的曲轴箱进行生产加工,时该装置满足大多数的使用者的使用需求,使该装置更加的符合市场需求。
附图说明
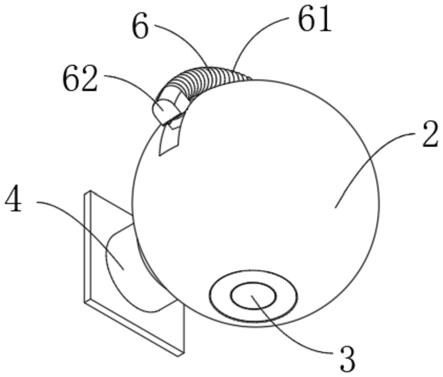
16.下面结合附图和实施例对本发明进一步地说明:图1为本发明的结构示意图;图2为本发明的连接管主视图;图3为本发明的砂凸模具右视结构示意图;图4为本发明的第一移动板俯视图。
17.附图标记:存水箱1、固定板2、第一半凹模具3、第二半凹模具4、型砂凸模具5、固定块6、滑块7、移动机构8、电机81、传动齿轮82、第一移动板83、第二移动板84、第一带齿长杆85、第二带齿长杆86、卡环9、防水盒10、冷却机构11、水泵111、进水管112、连接管113、出水管114、注水管12、排水管13。
具体实施方式
18.本部分将详细描述本发明的具体实施例,本发明之较佳实施例在附图中示出,附图的作用在于用图形补充说明书文字部分的描述,使人能够直观地、形象地理解本发明的每个技术特征和整体技术方案,但其不能理解为对本发明保护范围的限制。
19.在本发明的描述中,需要理解的是,涉及到方位描述,例如上、下、前、后、左、右等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
20.在本发明的描述中,大于、小于、超过等理解为不包括本数,以上、以下、以内等理解为包括本数。如果有描述到第一、第二只是用于区分技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
21.本发明的描述中,除非另有明确的限定,设置、安装、连接等词语应做广义理解,所属技术领域技术人员可以结合技术方案的具体内容合理确定上述词语在本发明中的具体含义。
22.实施例一:请参阅图1-4,本发明提供一种技术方案:一种柴油机曲轴箱生产用外壳塑形工艺,包括以下步骤:步骤一、造型:将模具的内腔加工成铸件外壁相同的形腔,再将粘土湿砂通过砂芯机压制成与铸件内部形状相同的砂芯,将砂芯放置模具的形腔内;步骤二、熔炼:将铝块和其他材料投入熔化炉内,通过熔化炉将铝块和材料进行融化,再通过搅拌器对熔化炉的内部进行搅拌,使各种材料相互融合,形成液态金属液;步骤三、浇筑:通过铁勺将步骤二中漂浮在金属液表面的杂质进行剔除,将合格液态金属液倒入步骤一中的模具型腔与砂芯之间;步骤四、冷凝:通过冷却设备对模具进行降温,使液态金属液快速凝固成固态金属,使该金属成为一个毛培件;步骤五、清理:将成型的毛培件从模具内取出,把毛培件内部的砂芯清理掉,将浇口等附设件切割,使该毛培件形成曲轴箱外壳。
23.进一步的,步骤二中的搅拌器搅拌时间为2-3min,步骤四中的冷凝时间为5-6min。
24.实施例二:请参阅图1-4,在实施例一的基础上,一种柴油机曲轴箱生产用外壳塑形装置,包
括存水箱1、移动机构8和冷却机构11,存水箱1的顶部固定安装有两个固定板2,存水箱1的上方设置有第一半凹模具3、第二半凹模具4和型砂凸模具5,移动机构8设置于存水箱1的顶部,移动机构8可驱使第一半凹模具3和第二半凹模具4进行相对移动,冷却机构11设置于存水箱1、第一半凹模具3和第二半凹模具4上,冷却机构11可加快金属液的凝固速度。
25.进一步的,存水箱1的顶部开设有两个滑槽,滑槽内均滑动安装有滑块7,两个固定板2的相邻侧壁均开设有卡槽,型砂凸模具5的前后侧均固定安装有固定块6,固定块6卡合与卡槽内,固定板2与固定块6卡合安装。
26.更进一步的,移动机构8包括电机81、传动齿轮82、第一移动板83、第二移动板84、第一带齿长杆85和第二带齿长杆86,电机81固定安装于存水箱1的内侧顶部,电机81的输出轴通过联轴器贯穿存水箱1的顶部并与传动齿轮82固定安装,第一移动板83固定安装于一个滑块7的顶部,第二移动板84固定安装于另一个滑块7的顶部,第一移动板83和第二移动板84均与存水箱1的顶部相接触,第一带齿长杆85的一端固定安装于第一移动板83的一侧,第一带齿长杆85的一端贯穿第二移动板84并延伸至第二移动板84的一侧,第一带齿长杆85与第二移动板84滑动安装,第二带齿长杆86固定安装于第二移动板84的另一侧,第二带齿长杆86的一端贯穿第一移动板83并延伸至第一移动板83的另一侧,第二带齿长杆86与第一移动板83滑动安装,传动齿轮82均与第一带齿长杆85和第二带齿长杆86相啮合,启动电机81,电机81带动传动齿轮82进行转动,传动齿轮82的转动使第一带齿长杆85和第二带齿长杆86进行平行相对移动,使第一带齿长杆85和第二带齿长杆86一端的第一移动板83和和第二移动板84相对移动,从而使第一移动板83和第二移动板84上的第一半凹模具3和第二半凹模具4进行相互接触。
27.再进一步的,冷却机构11包括水泵111、进水管112、连接管113和出水管114,水泵111固定安装于存水箱1的内侧底部,水泵111的输出端与进水管112的一端固定连接,进水管112的另一端贯穿存水箱1的一侧和第一半凹模具3且与第一半凹模具3上的冷却腔相通,连接管113的两端分别贯穿第一半凹模具3和第二半凹模具4且与第一半凹模具3和第二半凹模具4上的冷却腔相通,出水管114的一端贯穿存水箱1的另一侧,出水管114的另一端贯穿第二半凹模具4且与第二半凹模具4上的冷却腔相通,可以将存水箱1内部的水输送至第一半凹模具3和第二半凹模具4上的冷却腔内。
28.其次,第一半凹模具3和第二半凹模具4的底部均固定安装有卡环9,第一移动板83和第二移动板84分别卡合安装于卡环9上,第一移动板83和第二移动板84分别于第一半凹模具3和第二半凹模具4的底部相接触。
29.再其次,存水箱1的内侧顶部固定安装有防水盒10,电机81位于防水盒10的内部,存水箱1的另一侧固定安装有注水管12和排水管13,注水管12和排水管13上均设置有阀门,型砂凸模具5的顶部开设有灌溉口,便于金属液流入模具的墙体内。
30.工作原理:将固定块6卡合于固定板2上的卡槽内,将型砂凸模具5固定在第一半凹模具3和第二半凹模具4之间,启动电机81,电机81带动传动齿轮82进行转动,传动齿轮82的转动使第一带齿长杆85和第二带齿长杆86进行平行相对移动,使第一带齿长杆85和第二带齿长杆86一端的第一移动板83和和第二移动板84相对移动,从而使第一移动板83和第二移动板84上的第一半凹模具3和第二半凹模具4进行相互接触,使第一半凹模具3、第二半凹模具4和型砂凸模具5之间形成曲轴箱体一致的腔体,将熔融的金属液倒入型砂凸模具5上的
灌溉口内,将金属液填满腔体的内部,然后启动水泵111,水泵111对存水箱1内部的水进行抽取,通过进水管112将水灌入第一半凹模具3的内部,再通过连接管113灌入第二半凹模具4的内部,再通过出水管114重新输送至存水箱1的内部,使水形成水循环,对第一半凹模具3和第二半凹模具4进行降温,加快金属液的凝固速度。
31.上面结合附图对本发明实施例作了详细说明,但是本发明不限于上述实施例,在所述技术领域普通技术人员所具备的知识范围内,还可以在不脱离本发明宗旨的前提下作出各种变化。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。