1.本发明涉及金属表面处理技术领域,具体而言,涉及一种铝合金铣切溶液及铣切方法。
背景技术:
2.在船舶领域中,对于一些复杂的超重工件(铝合金),通常用机加的方法实现打磨减重,其操作复杂,而在铝合金内部角落位置,无法用机加方法实现减重。
3.针对现有技术中通过机加进行铝合金减重的方法实现减重操作复杂,以及通过机加不易对铝合金内部角度位置实现减重的问题,目前尚未提出有效的解决方案。
技术实现要素:
4.本发明实施例中提供一种铝合金铣切溶液及铣切方法,以解决现有技术中通过机加进行铝合金减重的方法实现减重操作复杂,以及通过机加不易对铝合金内部角度位置实现减重的问题。
5.为达到上述目的,一方面,本发明提供了一种铝合金铣切溶液,所述铣切溶液中各个组分的浓度为:氢氧化钠:100~180g/l;添加剂:5~15g/l;缓蚀剂:35~45g/l;铝粉:20g/l。
6.可选的,所述添加剂为硫化钠;所述缓蚀剂为三乙醇胺。
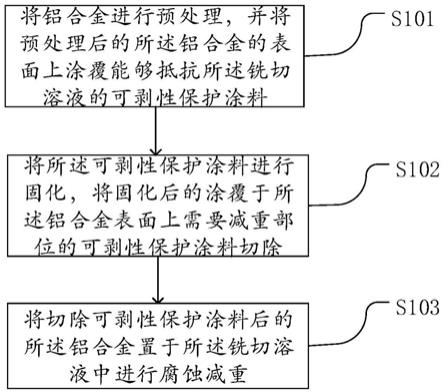
7.另一方面,本发明提供了一种通过上述铣切溶液对铝合金进行减重的铣切方法,该铣切方法包括:将铝合金进行预处理,并将预处理后的所述铝合金的表面上涂覆能够抵抗所述铣切溶液的可剥性保护涂料;将所述可剥性保护涂料进行固化,将固化后的涂覆于所述铝合金表面上需要减重部位的可剥性保护涂料切除;将切除可剥性保护涂料后的所述铝合金置于所述铣切溶液中进行腐蚀减重。
8.可选的,所述预处理为清洗除油。
9.可选的,所述铣切溶液的温度为80~100℃。
10.可选的,所述腐蚀的速度为:4~17μm/min。
11.可选的,所述减重的速度为:0.108~0.462g/dm2·
min。
12.可选的,所述可剥性保护涂料为氯丁橡胶、丁基橡胶、丁苯橡胶、聚丙烯腈或聚氯乙烯。
13.本发明的有益效果:
14.本发明提供了一种铝合金铣切溶液及铣切方法,该铣切溶液中各个组分的浓度为:氢氧化钠:100~180g/l;添加剂:5~15g/l;缓蚀剂:35~45g/l;铝粉:20g/l。该铣切方法包括:将铝合金进行预处理,并将预处理后的所述铝合金的表面上涂覆能够抵抗所述铣切溶液的可剥性保护涂料;将所述可剥性保护涂料进行固化,将固化后的涂覆于所述铝合金表面上需要减重部位的可剥性保护涂料切除;将切除可剥性保护涂料后的所述铝合金置于所述铣切溶液中进行腐蚀减重。通过该方法,可以对铝合金进行减重,相较于机加减重的
方法,操作简单,容易实现;该铣切溶液中无重金属及有毒物质的添加,保证绿色环保。
附图说明
15.图1是本发明实施例提供的一种通过铣切溶液对铝合金进行减重的铣切方法的流程图;
具体实施方式
16.为了使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明作进一步地详细描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
17.在船舶领域中,对于一些复杂的超重工件(铝合金),通常用机加的方法实现打磨减重,其操作复杂,而在铝合金内部角落位置,无法用机加方法实现减重。
18.因而,本发明提供了一种铝合金铣切溶液及通过该铣切溶液对铝合金进行减重的铣切方法。其中,所述铣切溶液中各个组分的浓度为:氢氧化钠:100~180g/l;添加剂:5~15g/l;缓蚀剂:35~45g/l;铝粉:20g/l。
19.在一个优选的实施方式中,所述添加剂为硫化钠;所述缓蚀剂为三乙醇胺。
20.具体的,氢氧化钠为化学铣切溶液的主要物质,其浓度维持在100~180g/l之间时,既能合理控制铣切反应的速度,还可以保证铣切后铝合金表面的平整性和光洁度。
21.硫化钠作为铣切溶液中的添加剂,主要起提高铝合金表面平整度的作用,即改善铝合金表面粗糙度,同时也是辅助腐蚀剂,当其含量达到20g/l时,刺激性气味很重,给操作人员带来不便,所以维持其含量在5-15g/l之间比较理想。
22.三乙醇胺是一种有机表面活性剂,作为铣切溶液的光亮剂(或缓蚀剂),主要起提高铝合金表面光洁度的作用,同时与溶液中的cu、mn、zn等金属元素配位,减少硫化物在溶液中的沉淀,防止硫化物沉淀淤积于铝合金表面而引发选择性腐蚀。三乙醇胺是一种粘稠状物质,随着含量的增加,溶液的粘度也逐渐变大,溶液的粘度越大,越不利于反应产物脱离铝合金表面,因而会阻止溶液反应的顺利进行,所以一般控制其含量在45g/l以下比较理想。具体的,控制三乙醇胺的浓度为35~45g/l。
23.由于上述配置的溶液活性较高,为了保证铣切溶液反应能够均匀稳定的进行,需要添加适量的铝粉,铣切溶液反应开始以后,铝合金表面的铝会发生溶解,此时不需要再额外补充铝粉,反而需要定期清理溶液底部的反应产物。
24.图1是本发明实施例提供的一种通过铣切溶液对铝合金进行减重的铣切方法的流程图,如图1所示,该铣切方法包括:
25.s101.将铝合金进行预处理,并将预处理后的所述铝合金的表面上涂覆能够抵抗所述铣切溶液的可剥性保护涂料;
26.具体的,所述预处理为清洗除油。所述可剥性保护涂料为氯丁橡胶、丁基橡胶、丁苯橡胶、聚丙烯腈或聚氯乙烯。
27.s102.将所述可剥性保护涂料进行固化,将固化后的涂覆于所述铝合金表面上需要减重部位的可剥性保护涂料切除;
28.s103.将切除可剥性保护涂料后的所述铝合金置于所述铣切溶液中进行腐蚀减重。
29.具体的,所述铣切溶液的温度为80~100℃。所述腐蚀的速度为:4~17μm/min。所述减重的速度为:0.108~0.462g/dm2·
min。
30.以下结合具体实施例进一步说明本发明的技术方案:
31.实施例1
32.制备铣切溶液,该溶液中各个组分的浓度为:氢氧化钠:100g/l;添加剂:5g/l;缓蚀剂:35g/l;铝粉:20g/l。铣切溶液的温度为80℃。
33.将铝合金进行清洗除油,并将预处理后的所述铝合金的表面上涂覆能够抵抗上述铣切溶液的可剥性保护涂料;将所述可剥性保护涂料进行固化,将固化后的涂覆于所述铝合金表面上需要减重部位的可剥性保护涂料切除;将切除可剥性保护涂料后的所述铝合金置于上述铣切溶液中进行腐蚀减重。在上述的铣切溶液中,其减重时间为180min,减重量为19.57g,铝合金表面较光滑。腐蚀的速度为:4~17μm/min。减重的速度为:0.108~0.462g/dm2·
min。
34.实施例2
35.制备铣切溶液,该溶液中各个组分的浓度为:氢氧化钠:100/l;添加剂:5g/l;缓蚀剂:45g/l;铝粉:20g/l。铣切溶液的温度为80℃。
36.将铝合金进行清洗除油,并将预处理后的所述铝合金的表面上涂覆能够抵抗上述铣切溶液的可剥性保护涂料;将所述可剥性保护涂料进行固化,将固化后的涂覆于所述铝合金表面上需要减重部位的可剥性保护涂料切除;将切除可剥性保护涂料后的所述铝合金置于上述铣切溶液中进行腐蚀减重。在上述的铣切溶液中,其减重时间为180min,减重量为20.04g,铝合金表面较光滑。腐蚀的速度为:4~17μm/min。减重的速度为:0.108~0.462g/dm2·
min。
37.实施例3
38.制备铣切溶液,该溶液中各个组分的浓度为:氢氧化钠:100g/l;添加剂:10g/l;缓蚀剂:35g/l;铝粉:20g/l。铣切溶液的温度为80℃。
39.将铝合金进行清洗除油,并将预处理后的所述铝合金的表面上涂覆能够抵抗上述铣切溶液的可剥性保护涂料;将所述可剥性保护涂料进行固化,将固化后的涂覆于所述铝合金表面上需要减重部位的可剥性保护涂料切除;将切除可剥性保护涂料后的所述铝合金置于上述铣切溶液中进行腐蚀减重。在上述的铣切溶液中,其减重时间为180min,减重量为20.13g,铝合金表面较光滑。腐蚀的速度为:4~17μm/min。减重的速度为:0.108~0.462g/dm2·
min。
40.实施例4
41.制备铣切溶液,该溶液中各个组分的浓度为:氢氧化钠:100g/l;添加剂:10g/l;缓蚀剂:45g/l;铝粉:20g/l。铣切溶液的温度为80℃。
42.将铝合金进行清洗除油,并将预处理后的所述铝合金的表面上涂覆能够抵抗上述铣切溶液的可剥性保护涂料;将所述可剥性保护涂料进行固化,将固化后的涂覆于所述铝合金表面上需要减重部位的可剥性保护涂料切除;将切除可剥性保护涂料后的所述铝合金置于上述铣切溶液中进行腐蚀减重。在上述的铣切溶液中,其减重时间为180min,减重量为
20.11g,铝合金表面较光滑。腐蚀的速度为:4~17μm/min。减重的速度为:0.108~0.462g/dm2·
min。
43.实施例5
44.制备铣切溶液,该溶液中各个组分的浓度为:氢氧化钠:100g/l;添加剂:5g/l;缓蚀剂:35g/l;铝粉:20g/l。铣切溶液的温度为100℃。
45.将铝合金进行清洗除油,并将预处理后的所述铝合金的表面上涂覆能够抵抗上述铣切溶液的可剥性保护涂料;将所述可剥性保护涂料进行固化,将固化后的涂覆于所述铝合金表面上需要减重部位的可剥性保护涂料切除;将切除可剥性保护涂料后的所述铝合金置于上述铣切溶液中进行腐蚀减重。在上述的铣切溶液中,其减重时间为180min,减重量为56.30g,铝合金表面较光滑。腐蚀的速度为:4~17μm/min。减重的速度为:0.108~0.462g/dm2·
min。
46.实施例6
47.制备铣切溶液,该溶液中各个组分的浓度为:氢氧化钠:100g/l;添加剂:5g/l;缓蚀剂:45g/l;铝粉:20g/l。铣切溶液的温度为100℃。
48.将铝合金进行清洗除油,并将预处理后的所述铝合金的表面上涂覆能够抵抗上述铣切溶液的可剥性保护涂料;将所述可剥性保护涂料进行固化,将固化后的涂覆于所述铝合金表面上需要减重部位的可剥性保护涂料切除;将切除可剥性保护涂料后的所述铝合金置于上述铣切溶液中进行腐蚀减重。在上述的铣切溶液中,其减重时间为180min,减重量为57.27g,铝合金表面较光滑。腐蚀的速度为:4~17μm/min。减重的速度为:0.108~0.462g/dm2·
min。
49.实施例7
50.制备铣切溶液,该溶液中各个组分的浓度为:氢氧化钠:100g/l;添加剂:10g/l;缓蚀剂:35g/l;铝粉:20g/l。铣切溶液的温度为100℃。
51.将铝合金进行清洗除油,并将预处理后的所述铝合金的表面上涂覆能够抵抗上述铣切溶液的可剥性保护涂料;将所述可剥性保护涂料进行固化,将固化后的涂覆于所述铝合金表面上需要减重部位的可剥性保护涂料切除;将切除可剥性保护涂料后的所述铝合金置于上述铣切溶液中进行腐蚀减重。在上述的铣切溶液中,其减重时间为180min,减重量为59.03g,铝合金表面较光滑。腐蚀的速度为:4~17μm/min。减重的速度为:0.108~0.462g/dm2·
min。
52.实施例8
53.制备铣切溶液,该溶液中各个组分的浓度为:氢氧化钠:100g/l;添加剂:10g/l;缓蚀剂:45g/l;铝粉:20g/l。铣切溶液的温度为100℃。
54.将铝合金进行清洗除油,并将预处理后的所述铝合金的表面上涂覆能够抵抗上述铣切溶液的可剥性保护涂料;将所述可剥性保护涂料进行固化,将固化后的涂覆于所述铝合金表面上需要减重部位的可剥性保护涂料切除;将切除可剥性保护涂料后的所述铝合金置于上述铣切溶液中进行腐蚀减重。在上述的铣切溶液中,其减重时间为180min,减重量为58.62g,铝合金表面较光滑。腐蚀的速度为:4~17μm/min。减重的速度为:0.108~0.462g/dm2·
min。
55.实施例9
56.制备铣切溶液,该溶液中各个组分的浓度为:氢氧化钠:180g/l;添加剂:5g/l;缓蚀剂:35g/l;铝粉:20g/l。铣切溶液的温度为80℃。
57.将铝合金进行清洗除油,并将预处理后的所述铝合金的表面上涂覆能够抵抗上述铣切溶液的可剥性保护涂料;将所述可剥性保护涂料进行固化,将固化后的涂覆于所述铝合金表面上需要减重部位的可剥性保护涂料切除;将切除可剥性保护涂料后的所述铝合金置于上述铣切溶液中进行腐蚀减重。在上述的铣切溶液中,其减重时间为180min,减重量为48.24g,铝合金表面较光滑。腐蚀的速度为:4~17μm/min。减重的速度为:0.108~0.462g/dm2·
min。
58.实施例10
59.制备铣切溶液,该溶液中各个组分的浓度为:氢氧化钠:180g/l;添加剂:5g/l;缓蚀剂:45g/l;铝粉:20g/l。铣切溶液的温度为80℃。
60.将铝合金进行清洗除油,并将预处理后的所述铝合金的表面上涂覆能够抵抗上述铣切溶液的可剥性保护涂料;将所述可剥性保护涂料进行固化,将固化后的涂覆于所述铝合金表面上需要减重部位的可剥性保护涂料切除;将切除可剥性保护涂料后的所述铝合金置于上述铣切溶液中进行腐蚀减重。在上述的铣切溶液中,其减重时间为180min,减重量为48.91g,铝合金表面较光滑。腐蚀的速度为:4~17μm/min。减重的速度为:0.108~0.462g/dm2·
min。
61.实施例11
62.制备铣切溶液,该溶液中各个组分的浓度为:氢氧化钠:180g/l;添加剂:10g/l;缓蚀剂:35g/l;铝粉:20g/l。铣切溶液的温度为80℃。
63.将铝合金进行清洗除油,并将预处理后的所述铝合金的表面上涂覆能够抵抗上述铣切溶液的可剥性保护涂料;将所述可剥性保护涂料进行固化,将固化后的涂覆于所述铝合金表面上需要减重部位的可剥性保护涂料切除;将切除可剥性保护涂料后的所述铝合金置于上述铣切溶液中进行腐蚀减重。在上述的铣切溶液中,其减重时间为180min,减重量为51.13g,铝合金表面较光滑。腐蚀的速度为:4~17μm/min。减重的速度为:0.108~0.462g/dm2·
min。
64.实施例12
65.制备铣切溶液,该溶液中各个组分的浓度为:氢氧化钠:180g/l;添加剂:10g/l;缓蚀剂:45g/l;铝粉:20g/l。铣切溶液的温度为80℃。
66.将铝合金进行清洗除油,并将预处理后的所述铝合金的表面上涂覆能够抵抗上述铣切溶液的可剥性保护涂料;将所述可剥性保护涂料进行固化,将固化后的涂覆于所述铝合金表面上需要减重部位的可剥性保护涂料切除;将切除可剥性保护涂料后的所述铝合金置于上述铣切溶液中进行腐蚀减重。在上述的铣切溶液中,其减重时间为180min,减重量为51.9g,铝合金表面较光滑。腐蚀的速度为:4~17μm/min。减重的速度为:0.108~0.462g/dm2·
min。
67.上述铣切溶液中无重金属及有毒有害物质的添加,且上述铣切方法在达到减重目的的同时也能起到很好的装饰效果(即通过添加剂和缓蚀剂来保持铝合金表明的光滑和平整),具有加工成本低、效率高等优点。
68.本发明的有益效果:
69.本发明提供了一种铝合金铣切溶液及铣切方法,该铣切溶液中各个组分的浓度为:氢氧化钠:100~180g/l;添加剂:5~15g/l;缓蚀剂:35~45g/l;铝粉:20g/l。该铣切方法包括:将铝合金进行预处理,并将预处理后的所述铝合金的表面上涂覆能够抵抗所述铣切溶液的可剥性保护涂料;将所述可剥性保护涂料进行固化,将固化后的涂覆于所述铝合金表面上需要减重部位的可剥性保护涂料切除;将切除可剥性保护涂料后的所述铝合金置于所述铣切溶液中进行腐蚀减重。通过该方法,可以对铝合金进行减重,相较于机加减重的方法,操作简单,容易实现;该铣切溶液中无重金属及有毒物质的添加,保证绿色环保。
70.最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
71.而化学铣切工艺是基于某些薄板状零件因机加难度较大而产生的一种化学加工方法,具有加工形状多样复杂化且不会造成工件变形的优点。该工艺以加工大型、薄壁、型面复杂的立体零件为主要方向,被广泛应用于航天的机翼蒙皮、航天的变截面零件和大型外部承受力的结构件、发动机喷管及车载压力容器等领域。该工艺达到减重目的的同时也能起到很好的装饰效果,具有加工成本较低、效率高等优点。目前该工艺在船舶行业中应用很少。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。