1.本发明涉及连铸生产跟踪管理技术领域,特别是涉及一种铸坯识别和跟踪的方法、设备及存储介质。
背景技术:
2.在连铸生产跟踪管理系统中,由于原有的仪器设备难以实现对铸坯位置的连续检测,通常在铸坯完成切割或喷印后即认为该区域跟踪管理结束。而实际生产中,在该区域还有切割后的铸坯质量判定、喷印、测长、称重和传送等后区管理。
3.目前,伴随切割后铸坯管理的业务需求越来越紧迫,钢厂在生产管理上的要求越来越精细,但是对切割后铸坯多是采用人工进行识别和跟踪管理,存在劳动强度大,容易疲劳,信息记录和保存不及时,且所得信息不易实现实时共享。
4.因此,如何解决切割后铸坯的设别和跟踪管理问题,是本领域技术人员亟待解决的技术问题。
技术实现要素:
5.有鉴于此,本发明的目的在于提供一种铸坯识别和跟踪的方法、设备及存储介质,可以实现铸坯的实时、在线跟踪和管理,降低人工劳动强度和设备运维成本。其具体方案如下:
6.一种铸坯识别和跟踪的方法,包括:
7.实时检测辊道内的温度分布,识别辊道内的铸坯位置信息;
8.将识别的所述铸坯位置信息赋值给铸坯跟踪列表;
9.当铸坯到达辊道终点时,向钩钢机发送铸坯去向指令;
10.在所述钩钢机接收所述指令,取走到达辊道终点的铸坯后,从所述铸坯跟踪列表中删除该铸坯的信息。
11.优选地,在本发明实施例提供的上述铸坯识别和跟踪的方法中,所述实时检测辊道内的温度分布,包括:
12.利用安装在切割机上方设定高度位置的热成像摄像机实时检测辊道内的温度分布。
13.优选地,在本发明实施例提供的上述铸坯识别和跟踪的方法中,所述热成像摄像机的检测范围为0℃至1200℃,检测偏差在2%以内;
14.所述热成像摄像机检测的每个检测温度点对应一个温度值;流道上连续高温区的检测温度点越多,铸坯的长度越长。
15.优选地,在本发明实施例提供的上述铸坯识别和跟踪的方法中,当生产现场的流道为直线固定轨迹时,所识别的铸坯的区域包括所述流道的切割终点到辊道终点的钩钢机位置。
16.优选地,在本发明实施例提供的上述铸坯识别和跟踪的方法中,所述识别辊道内
的铸坯位置信息,包括:
17.根据检测到的高温区像素和铸坯位置的转换关系,识别辊道内的铸坯位置信息。
18.优选地,在本发明实施例提供的上述铸坯识别和跟踪的方法中,所述检测到的高温区像素和铸坯位置的转换关系包括:
[0019][0020][0021][0022]
其中,p
end
为连续高温区的铸坯终点位置;p
start
为连续高温区的铸坯起始位置;a为所述热成像摄像机拍摄的图像纵向上的像素数量;b为用于折算远离所述热成像摄像机的一个检测温度点所代表的铸坯长度;c为拍摄视角离所述热成像摄像机最近一个检测温度点所代表的铸坯长度;i为检测温度点在图像纵向上的坐标;di为每个温度值所代表拍摄区域长度方向上的距离;m为连续高温区的对应的图像纵向上的结束坐标;n为连续高温区的对应的图像纵向上的起始坐标。
[0023]
优选地,在本发明实施例提供的上述铸坯识别和跟踪的方法中,所识别的铸坯为热铸坯,铸坯的长度不小于4m,铸坯表面的温度范围为600℃至1200℃,无铸坯的区域温度小于300℃;铸坯在辊道内的移动速度小于1m/s。
[0024]
优选地,在本发明实施例提供的上述铸坯识别和跟踪的方法中,整个生产现场的流道为开放式,部分遮挡区域的宽度不超过1.2m。
[0025]
本发明实施例还提供了一种铸坯识别和跟踪的设备,包括处理器和存储器,其中,所述处理器执行所述存储器中存储的计算机程序时实现如本发明实施例提供的上述铸坯识别和跟踪的方法。
[0026]
本发明实施例还提供了一种计算机可读存储介质,用于存储计算机程序,其中,所述计算机程序被处理器执行时实现如本发明实施例提供的上述铸坯识别和跟踪的方法。
[0027]
从上述技术方案可以看出,本发明所提供的一种铸坯识别和跟踪的方法,包括:实时检测辊道内的温度分布,识别辊道内的铸坯位置信息;将识别的铸坯位置信息赋值给铸坯跟踪列表;当铸坯到达辊道终点时,向钩钢机发送铸坯去向指令;在钩钢机接收指令,取走到达辊道终点的铸坯后,从铸坯跟踪列表中删除该铸坯的信息。
[0028]
本发明提供的上述铸坯识别和跟踪的方法,能够实现铸坯的实时、在线跟踪和管理,将极大地降低人工劳动强度;并且,将识别后的铸坯位置信息通过后台处理后,即可完成铸坯的识别和跟踪,这种方法所使用到的设备很少,能够极大地降低安装和运行维护成本。此外,本发明还针对铸坯识别和跟踪的方法提供了相应的设备及计算机可读存储介质,进一步使得上述方法更具有实用性,该设备及计算机可读存储介质具有相应的优点。
附图说明
[0029]
为了更清楚地说明本发明实施例或相关技术中的技术方案,下面将对实施例或相关技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本
发明的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
[0030]
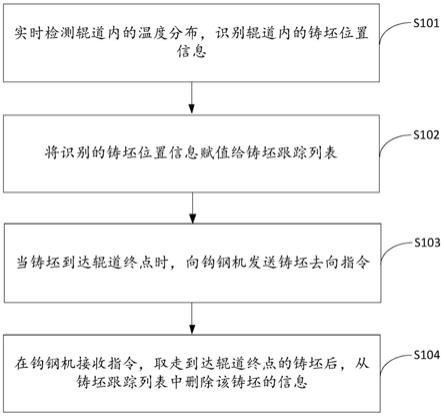
图1为本发明实施例提供的铸坯识别和跟踪的方法的流程图;
[0031]
图2为本发明实施例提供的热成像摄像机安装和拍摄的视角图。
具体实施方式
[0032]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0033]
本发明提供一种铸坯识别和跟踪的方法,如图1所示,包括以下步骤:
[0034]
s101、实时检测辊道内的温度分布,识别辊道内的铸坯位置信息;
[0035]
在实际应用中,在执行步骤s101之前,还可以包括:首先在切割完成区域识别到新的铸坯,获取生产现场的流道最新的切割数据;然后加入铸坯跟踪列表。
[0036]
s102、将识别的铸坯位置信息赋值给铸坯跟踪列表;
[0037]
需要说明的是,识别铸坯位置信息可以由铸坯识别系统执行,铸坯跟踪列表的更新可以由生产过程跟踪系统执行。铸坯出切割机,铸坯识别系统可以将获得生产过程跟踪系统提供的铸坯号、铸坯长度等铸坯信息。
[0038]
如果本周期识别到出切割区域内产生了一块新的铸坯,则在执行步骤s102之前,可以包括:可以先获取该流道最新产生的包含铸坯号、铸坯长度的铸坯信息,然后识别铸坯头尾位置信息,之后将识别的铸坯头尾位置信息加入铸坯跟踪列表进行管理。
[0039]
s103、当铸坯到达辊道终点时,向钩钢机发送铸坯去向指令;
[0040]
s104、在钩钢机接收指令,取走到达辊道终点的铸坯后,从铸坯跟踪列表中删除该铸坯的信息。
[0041]
可以理解的是,通过铸坯识别和跟踪管理,可完成铸坯自动测长、称重数据的采集和管理,可实现铸坯号自动下发喷印机,并可向钩钢机发送铸坯去向指令,在钩钢机完成流道取坯后,系统将该铸坯从铸坯跟踪列表进行删除,进而实现整个切割后铸坯的自动管理。
[0042]
在本发明实施例提供的上述铸坯识别和跟踪的方法中,能够实现铸坯的实时、在线跟踪和管理,将极大地降低人工劳动强度;并且,将识别后的铸坯位置信息通过后台处理后,即可完成铸坯的识别和跟踪,这种方法所使用到的设备很少,能够极大地降低安装和运行维护成本。
[0043]
进一步地,在具体实施时,在本发明实施例提供的上述铸坯识别和跟踪的方法中,步骤s101实时检测辊道内的温度分布,具体可以包括:利用安装在切割机上方设定高度位置的热成像摄像机实时检测辊道内的温度分布。
[0044]
需要注意的是,在本发明中,可以采用一台热成像摄像机,安装在切割机上方设定高度(如15米左右)的位置,实现对切割机后到辊道终点区域的温度实时检测。该热成像摄像机主要用在温度检测或者温度预警等,直接使用测温结果进行物体位置识别,即铸坯识别系统包括该热成像摄像机,通过该热成像摄像机实时检测辊道内的温度,从而识别铸坯的位置,充分利用了热成像检测温度的准确性、稳定性和易于安装实施的便利性。
[0045]
在实际应用中,本发明除了通过热成像识别铸坯的方法,也可采用图像识别的方法来实现,在得到铸坯头尾位置时,采用的跟踪方法同热成像的铸坯跟踪方法相同,在此不做赘述。
[0046]
在具体实施时,在本发明实施例提供的上述铸坯识别和跟踪的方法中,热成像摄像机的检测范围为0℃至1200℃,检测偏差在2%以内。热成像摄像机检测的每个检测温度点对应一个温度值;流道上连续高温的检测温度点越多,铸坯的长度越长。在实际应用中,热成像摄像机的分辨率可以选择640*480。
[0047]
在具体实施时,在本发明实施例提供的上述铸坯识别和跟踪的方法中,当生产现场的流道为直线固定轨迹时,所识别的铸坯的区域包括流道的切割终点到辊道终点的钩钢机位置。
[0048]
以图2为例,a为热成像摄像机位置,距离切割机纵向上的高度设置为15米,d为切割完成位置,c为辊道终点;由于热成像摄像机a得到的一个面的温度分布,拍摄所对应正下方区域dc上分布的温度,将转换到de这条线段所在平面上。得到的温度分布在de上是等间隔的点,在转换成dc上所对应的位置时,则距离摄像机越远的地方,一个高温度点所代表的铸坯的长度越长。
[0049]
下面以一个具体实例将检测温度点和铸坯的长度对应关系处理如下:
[0050]
第一、生产现场的辊道长度约为50米,纵向分辨率为640,则平均为0.078米每像素;
[0051]
第二、在图像纵向方向上的中间位置320取平均值0.078米每像素;
[0052]
第三、按照从近到远进行线性处理,最近处取0.058米每像素,最远处取0.098米每像素。
[0053]
进一步地,在具体实施时,在本发明实施例提供的上述铸坯识别和跟踪的方法中,步骤s101识别辊道内的铸坯位置信息,具体可以包括:根据检测到的高温区像素和铸坯位置的转换关系,识别辊道内的铸坯位置信息。而检测到的高温区像素和铸坯位置的转换关系具体可以包括:
[0054][0055][0056][0057]
其中,p
end
为连续高温区的铸坯终点位置,单位(m);p
start
为连续高温区的铸坯起始位置,单位(m);a为热成像摄像机拍摄的图像纵向上的像素数量;b为用于折算远离热成像摄像机的一个检测温度点所代表的铸坯长度;c为拍摄视角离热成像摄像机最近一个检测温度点所代表的铸坯长度;i为检测温度点在图像纵向上的坐标;di为每个温度值所代表拍摄区域长度方向上的距离,单位(m);m为连续高温区的对应的图像纵向上的结束坐标;n为连续高温区的对应的图像纵向上的起始坐标。
[0058]
需要说明的是,上述连续高温区的范围可以为600℃至1200℃,表示一段连续的高温区。以图2为例,当热成像摄像机的分辨率为640*480,即a=640时,b可以设置为0.04,c可
以设置为0.058,i的取值范围为[1,640]。
[0059]
另外,需要说明的是,流道上可以有多块铸坯,对应热成像摄像机图像上的多个连续高温区,由此得到对应的高温区多对n,m值,且得到每一段的连续高温区中的n和m是相互不交叉的,即每一段连续高温区的对应的图像纵向上的起始坐标和结束坐标依次增大,例如第一段连续高温区n为10,m为100,则第二段连续高温区n必然大于100,可以为110,m可以为200。
[0060]
在具体实施时,在本发明实施例提供的上述铸坯识别和跟踪的方法中,所识别的铸坯为热铸坯,铸坯的长度不小于4m,铸坯表面的温度范围为600℃至1200℃,无铸坯的区域温度小于300℃;铸坯在辊道内的移动速度小于1m/s。
[0061]
在具体实施时,在本发明实施例提供的上述铸坯识别和跟踪的方法中,整个生产现场的流道为开放式,可在流道上方俯视整个流道,部分遮挡区域的宽度不超过1.2m,这样不影响铸坯主体部分的温度检测。
[0062]
相应地,本发明实施例还公开了一种铸坯识别和跟踪的设备,包括处理器和存储器;其中,处理器执行存储器中存储的计算机程序时实现前述实施例公开的铸坯识别和跟踪的方法。
[0063]
关于上述方法更加具体的过程可以参考前述实施例中公开的相应内容,在此不再进行赘述。
[0064]
进一步地,本发明还公开了一种计算机可读存储介质,用于存储计算机程序;计算机程序被处理器执行时实现前述公开的铸坯识别和跟踪的方法。
[0065]
关于上述方法更加具体的过程可以参考前述实施例中公开的相应内容,在此不再进行赘述。
[0066]
本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其它实施例的不同之处,各个实施例之间相同或相似部分互相参见即可。对于实施例公开的设备、存储介质而言,由于其与实施例公开的方法相对应,所以描述的比较简单,相关之处参见方法部分说明即可。
[0067]
专业人员还可以进一步意识到,结合本文中所公开的实施例描述的各示例的单元及算法步骤,能够以电子硬件、计算机软件或者二者的结合来实现,为了清楚地说明硬件和软件的可互换性,在上述说明中已经按照功能一般性地描述了各示例的组成及步骤。这些功能究竟以硬件还是软件方式来执行,取决于技术方案的特定应用和设计约束条件。专业技术人员可以对每个特定的应用来使用不同方法来实现所描述的功能,但是这种实现不应认为超出本技术的范围。
[0068]
结合本文中所公开的实施例描述的方法或算法的步骤可以直接用硬件、处理器执行的软件模块,或者二者的结合来实施。软件模块可以置于随机存储器(ram)、内存、只读存储器(rom)、电可编程rom、电可擦除可编程rom、寄存器、硬盘、可移动磁盘、cd-rom、或技术领域内所公知的任意其它形式的存储介质中。
[0069]
综上,本发明实施例提供的一种铸坯识别和跟踪的方法,包括:实时检测辊道内的温度分布,识别辊道内的铸坯位置信息;将识别的铸坯位置信息赋值给铸坯跟踪列表;当铸坯到达辊道终点时,向钩钢机发送铸坯去向指令;在钩钢机接收指令,取走到达辊道终点的铸坯后,从铸坯跟踪列表中删除该铸坯的信息。上述方法能够实现铸坯的实时、在线跟踪和
管理,将极大地降低人工劳动强度;并且,将识别后的铸坯位置信息通过后台处理后,即可完成铸坯的识别和跟踪,这种方法所使用到的设备很少,能够极大地降低安装和运行维护成本。此外,本发明还针对铸坯识别和跟踪的方法提供了相应的设备及计算机可读存储介质,进一步使得上述方法更具有实用性,该设备及计算机可读存储介质具有相应的优点。
[0070]
最后,还需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
[0071]
以上对本发明所提供的铸坯识别和跟踪的方法、设备及存储介质进行了详细介绍,本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本发明的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。