技术特征:
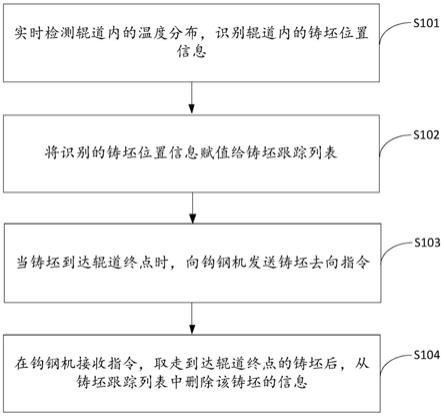
1.一种铸坯识别和跟踪的方法,其特征在于,包括:实时检测辊道内的温度分布,识别辊道内的铸坯位置信息;将识别的所述铸坯位置信息赋值给铸坯跟踪列表;当铸坯到达辊道终点时,向钩钢机发送铸坯去向指令;在所述钩钢机接收所述指令,取走到达辊道终点的铸坯后,从所述铸坯跟踪列表中删除该铸坯的信息。2.根据权利要求1所述的铸坯识别和跟踪的方法,其特征在于,所述实时检测辊道内的温度分布,包括:利用安装在切割机上方设定高度位置的热成像摄像机实时检测辊道内的温度分布。3.根据权利要求2所述的铸坯识别和跟踪的方法,其特征在于,所述热成像摄像机的检测范围为0℃至1200℃,检测偏差在2%以内;所述热成像摄像机检测的每个检测温度点对应一个温度值;流道上连续高温区的检测温度点越多,铸坯的长度越长。4.根据权利要求3所述的铸坯识别和跟踪的方法,其特征在于,当生产现场的流道为直线固定轨迹时,所识别的铸坯的区域包括所述流道的切割终点到辊道终点的钩钢机位置。5.根据权利要求4所述的铸坯识别和跟踪的方法,其特征在于,所述识别辊道内的铸坯位置信息,包括:根据检测到的高温区像素和铸坯位置的转换关系,识别辊道内的铸坯位置信息。6.根据权利要求5所述的铸坯识别和跟踪的方法,其特征在于,所述检测到的高温区像素和铸坯位置的转换关系包括:素和铸坯位置的转换关系包括:素和铸坯位置的转换关系包括:其中,p
end
为连续高温区的铸坯终点位置;p
start
为连续高温区的铸坯起始位置;a为所述热成像摄像机拍摄的图像纵向上的像素数量;b为用于折算远离所述热成像摄像机的一个检测温度点所代表的铸坯长度;c为拍摄视角离所述热成像摄像机最近一个检测温度点所代表的铸坯长度;i为检测温度点在图像纵向上的坐标;d
i
为每个温度值所代表拍摄区域长度方向上的距离;m为连续高温区的对应的图像纵向上的结束坐标;n为连续高温区的对应的图像纵向上的起始坐标。7.根据权利要求1所述的铸坯识别和跟踪的方法,其特征在于,所识别的铸坯为热铸坯,铸坯的长度不小于4m,铸坯表面的温度范围为600℃至1200℃,无铸坯的区域温度小于300℃;铸坯在辊道内的移动速度小于1m/s。8.根据权利要求1所述的铸坯识别和跟踪的方法,其特征在于,整个生产现场的流道为开放式,部分遮挡区域的宽度不超过1.2m。9.一种铸坯识别和跟踪的设备,其特征在于,包括处理器和存储器,其中,所述处理器执行所述存储器中存储的计算机程序时实现如权利要求1至8任一项所述的铸坯识别和跟
踪的方法。10.一种计算机可读存储介质,其特征在于,用于存储计算机程序,其中,所述计算机程序被处理器执行时实现如权利要求1至8任一项所述的铸坯识别和跟踪的方法。
技术总结
本申请公开了一种铸坯识别和跟踪的方法、设备及存储介质,该方法包括:实时检测辊道内的温度分布,识别辊道内的铸坯位置信息;将识别的铸坯位置信息赋值给铸坯跟踪列表;当铸坯到达辊道终点时,向钩钢机发送铸坯去向指令;在钩钢机接收指令,取走到达辊道终点的铸坯后,从铸坯跟踪列表中删除该铸坯的信息。上述方法能够实现铸坯的实时、在线跟踪和管理,将极大地降低人工劳动强度;并且,将识别后的铸坯位置信息通过后台处理后,即可完成铸坯的识别和跟踪,这种方法所使用到的设备很少,能够极大地降低安装和运行维护成本。极大地降低安装和运行维护成本。极大地降低安装和运行维护成本。
技术研发人员:孙维松 吴偶奇 王虞麒 李忠祥 毛东 杨江益 黄亮
受保护的技术使用者:成都星云智联科技有限公司
技术研发日:2021.11.17
技术公布日:2022/2/18
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。