1.本发明涉及合金材料领域,特别涉及一种石墨烯增强镍基合金复合材料及其制备方法。
背景技术:
2.高温合金通常是指以第
ⅷ
主族元素(铁,钴和镍)为基,在600℃以上温度和比较恶劣工作条件下仍然具有很好表面稳定性的一类合金,在美国和英国称之为“超合金”。
3.镍基高温合金具有良好的抗疲劳、高温蠕变性能、抗高温氧化性能以及优异的高温强度和组织稳定性,被广泛的运用在航空发动机的热端部件上,比如:涡轮叶片、涡轮盘以及导向叶片等。但伴随着航空发动机推重比的不断增加,这就进一步要求镍基高温合金具有更高的高温承受能力和高温力学性能,航空发动机的发展依赖于高温合金的发展,只有高温合金的承温能力及力学性能不断提高,工业燃气轮机以及航空发动机才能不断的得到发展。因此,如何进一步提高镍基高温合金的承温能力及力学性能,进而促进国防和航空工业的发展,是本领域面临的技术难题。
技术实现要素:
4.本发明的目的在于提供一种石墨烯增强镍基合金复合材料及其制备方法,通过在镍基合金放电等离子烧结过程中加入石墨烯,制备出高承温能力和高力学性能的石墨烯增强镍基合金复合材料。
5.为实现上述目的,本发明提供了如下技术方案:
6.本发明的技术方案之一:提供一种石墨烯增强镍基合金复合材料,按质量百分比计,成分包括:cr15~20%,mo8~10%,be0.002~0.005%,be0.003~0.005%,b0.05~0.1%,石墨烯0.2~0.4%,余量为ni。
7.优选的,按质量百分比计,成分包括:cr17%,mo10%,zr0.05%,be0.003%,b0.08%,石墨烯0.3%,余量为ni。
8.本发明的技术方案之二:提供一种上述石墨烯增强镍基合金复合材料的制备方法,包括以下步骤:
9.(1)按成分配比称取所需金属元素粉末、硼粉末及石墨烯片,进行球磨混合;
10.(2)先将球磨后原料进行预时效处理,然后进行等离子烧结;
11.(3)将烧结后所得材料切割为合金块,进行轧制;
12.(4)轧制后再进行时效处理,制得石墨烯增强镍基合金复合材料。
13.优选的,步骤(1)中所述金属粉末的粒径为30~50nm;所述硼粉末的粒径为30~50nm;所述石墨烯片的厚度为8~10nm,直径为10~20nm。
14.优选的,步骤(1)中所述球磨的球料比为(2~3):1,选用的磨球为氧化锆,球磨时间为2~3h。
15.优选的,步骤(2)中所述预时效处理的温度为200~300℃,时间为1~2h。
16.优选的,步骤(2)中所述等离子烧结的温度为1500~1600℃,升温速率为20~30℃/min,保温时间为20~25min。
17.优选的,步骤(3)中所述轧制的压下量为15~20%。
18.优选的,步骤(4)中所述时效处理的温度为180~200℃,时间为18~24h。
19.本发明的有益技术效果如下:
20.本发明通过合理配比各金属元素用量及在合金中加入b和石墨烯,经预时效处理、烧结、轧制和时效处理,制备出高承温能力和高力学性能的石墨烯增强镍基合金复合材料。
21.其中,cr的加入能显著提高镍基合金的强度、硬度和耐磨性,还能与部分石墨烯反应生成碳化物,进一步提升材料的硬度和耐磨性;
22.mo原子半径大,烧结后使晶格发生大的畸变,显著强化合金基体,mo的加入能够细化镍的晶粒,提高镍基合金的承温能力,并在高温时保持足够的强度和抗蠕变能力;
23.zr具有非常低的热中子吸收截面,高硬度,延展性和耐腐蚀性,加入到镍基合金中,可以提高镍基合金材料的机械性能和耐腐蚀性;
24.ni元素拥有特定的原子结构以及其晶体结构稳定性好,它能够在熔点以下温度保持其面心立方结构不变,相对于其他元素,镍元素具有较强的固溶能力,能够和多种合金元素充分合金化,具有高温合金基体的一种内在属性的优越性。
25.影响镍合金承温能力和力学性能的主要因素是合金中存在的晶界,晶界的存在是的原子排列不规则,严重影响镍基合金材料的高温力学性能。本发明加入的石墨烯能够提高结晶速度,从而减小晶界偏析,提升镍基高温合金的性能。然而石墨烯加入合金中通常存在分散性不好易团聚,以及与合金材料界面的结合性不佳的问题。因此,本发明在镍基合金材料中加入了be和b,be能够使镍基合金的晶粒形成对称性好的轴晶,配合b元素扩大固液相线温度区的作用,改善石墨烯与镍基合金材料界面结合性不佳的问题。
26.本发明对球磨后的原料进行了预时效处理,目的是预先析出纳米析出相,能够细化镍基合金材料的晶粒,从而提高镍基合金材料的力学性能,同时还可以使石墨烯与原料粉末初步结合,防止在后续进行的等离子烧结过程中出现石墨烯团聚的问题;通过控制等离子烧结过程中的升温速度,抑制镍基合金材料晶粒的长大,使得材料位错密度增加,从而提升镍基合金材料的强度;通过烧结后的材料进行轧制,使得镍基合金基体中的位错密度进一步提升,析出相与位错发生交互作用(析出相钉扎位错),从而促进镍基合金基体晶粒中大角度晶界的快速形成,加速晶粒细化、抑制胞状拉长晶粒形成、降低织构,提高镍基合金材料的强度和塑韧性;最后经过时效处理,消除镍基合金材料的残余应力,稳定镍基合金材料的尺寸,改善镍基合金材料的加工性能。
27.本发明制得的石墨烯增强镍基合金复合材料性能优越,提供的制备方法简单,便于进一步推广。
具体实施方式
28.现详细说明本发明的多种示例性实施方式,该详细说明不应认为是对本发明的限制,而应理解为是对本发明的某些方面、特性和实施方案的更详细的描述。应理解本发明中所述的术语仅仅是为描述特别的实施方式,并非用于限制本发明。
29.另外,对于本发明中的数值范围,应理解为还具体公开了该范围的上限和下限之
间的每个中间值。在任何陈述值或陈述范围内的中间值以及任何其他陈述值或在所述范围内的中间值之间的每个较小的范围也包括在本发明内。这些较小范围的上限和下限可独立地包括或排除在范围内。
30.除非另有说明,否则本文使用的所有技术和科学术语具有本发明所述领域的常规技术人员通常理解的相同含义。虽然本发明仅描述了优选的方法和材料,但是在本发明的实施或测试中也可以使用与本文所述相似或等同的任何方法和材料。
31.关于本文中所使用的“包含”、“包括”、“具有”、“含有”等等,均为开放性的用语,即意指包含但不限于。
32.实施例1
33.按质量百分比为:cr17%,mo10%,zr0.05%,be0.003%,b0.08%,石墨烯0.3%,余量为ni的比例制备石墨烯增强镍基合金复合材料。
34.(1)按上述金属元素比例称取平均粒径为40nm的金属粉末,平均粒径为40nm的硼粉末以及厚度为8~10nm、直径为10~20nm的石墨烯片,将所有原料加入球磨罐中进行球磨混合,按球料比为2.5:1加入氧化锆球,球磨时间为2h;
35.(2)先将球磨混合后原料在220℃的条件下保温2h,然后进行等离子烧结,等离子烧结的升温速度为30℃/min,待温度升至1550℃,继续保温20min;
36.(3)待等离子烧结后,烧结所得材料经线切割成若干合金块,采用二辊平轧轧机对合金块进行轧制,调整辊缝,控制合金压下量为15%;
37.(4)将轧制后的合金块在200℃下保温18h,处理后即得石墨烯增强镍基合金复合材料。
38.实施例2
39.按质量百分比为:cr15%,mo10%,zr0.08%,be0.004%,b0.05%,石墨烯0.4%,余量为ni的比例制备石墨烯增强镍基合金复合材料。
40.(1)按上述金属元素比例称取平均粒径为50nm的金属粉末,平均粒径为30nm的硼粉末以及厚度为8~10nm、直径为10~20nm的石墨烯片,将所有原料加入球磨罐中进行球磨混合,按球料比为2:1加入氧化锆球,球磨时间为2.5h;
41.(2)先将球磨混合后原料在300℃的条件下保温1h,然后进行等离子烧结,等离子烧结的升温速度为20℃/min,待温度升至1600℃,继续保温20min;
42.(3)待等离子烧结后,烧结所得材料经线切割成若干合金块,采用二辊平轧轧机对合金块进行轧制,调整辊缝,控制合金压下量为17%;
43.(4)将轧制后的合金块在190℃下保温22h,处理后即得石墨烯增强镍基合金复合材料。
44.实施例3
45.按质量百分比为:cr20%,mo8%,zr0.03%,be0.005%,b0.1%,石墨烯0.2%,余量为ni的比例制备石墨烯增强镍基合金复合材料。
46.(1)按上述金属元素比例称取平均粒径为30nm的金属粉末,平均粒径为50nm的硼粉末以及厚度为8~10nm、直径为10~20nm的石墨烯片,将所有原料加入球磨罐中进行球磨混合,按球料比为3:1加入氧化锆球,球磨时间为3h;
47.(2)先将球磨混合后原料在200℃的条件下保温2h,然后进行等离子烧结,等离子
烧结的升温速度为25℃/min,待温度升至1500℃,继续保温25min;
48.(3)待等离子烧结后,烧结所得材料经线切割成若干合金块,采用二辊平轧轧机对合金块进行轧制,调整辊缝,控制合金压下量为20%;
49.(4)将轧制后的合金块在180℃下保温24h,处理后即得石墨烯增强镍基合金复合材料。
50.对比例1
51.与实施例1相比,按质量百分比为:cr17%,mo10%,zr0.05%,be0.003%,b0.08%,余量为ni的比例制备镍基合金复合材料,省略石墨烯,其他步骤和参数与实施例1相同。
52.对比例2
53.与实施例1相比,球磨后原料不进行性预时效处理,直接进行等离子烧结,其他步骤和参数与实施例1相同。
54.对比例3
55.与实施例1相比,等离子烧结的升温速度调整为50℃/min,其他步骤和参数与实施例1相同。
56.对比例4
57.与实施例1相比,合金材料未经轧制,其他步骤与参数是实施例1相同。
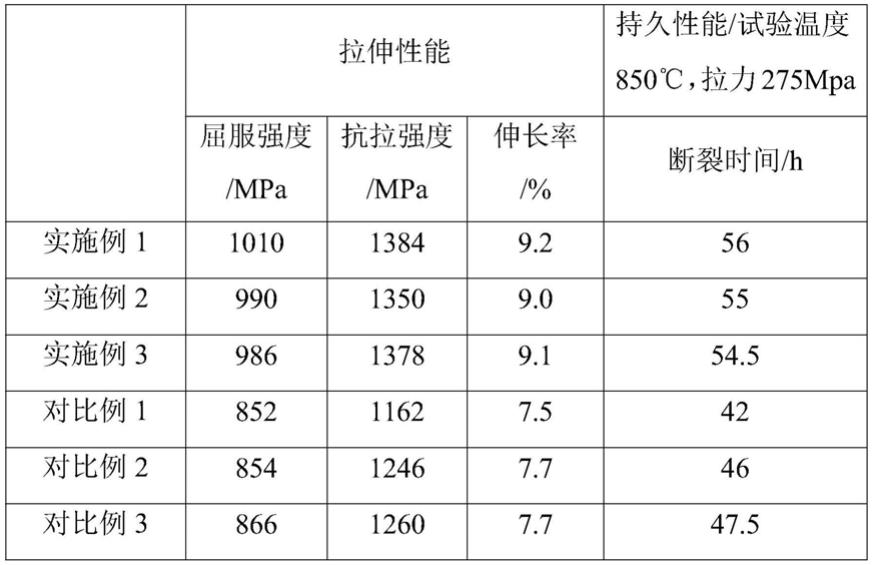
58.对上述实施例1-3及对比例1-4制备的材料进行性能测试。
59.1、对各合金材料的力学性能进行测试,测定结果见表1:
60.表1各合金材料力学性能
[0061][0062][0063]
2、对各合金材料的耐高温性能进行测试,测定结果见表2:
[0064]
表2各合金材料耐高温性能
[0065][0066]
以上所述的实施例仅是对本发明的优选方式进行描述,并非对本发明的范围进行限定,在不脱离本发明设计精神的前提下,本领域普通技术人员对本发明的技术方案做出的各种变形和改进,均应落入本发明权利要求书确定的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。