1.本发明属于焊接工装技术领域,尤其涉及一种用于型材框架焊接的工装夹具。
背景技术:
2.型材框架焊接在工业生产中的用途广泛,需求巨大。但是传统的焊接工艺采用手持的方式进行焊接,工作人员需一手持焊接件一手持焊枪,导致劳动强度大,生产效率低。
3.如图1所示为工件700的结构图,其包括三根横向设置的第一方管701、第二方管702、第三方管703和两根纵向设置的第四方管704、第五方管705,焊接该工件时,需要将第一方管701与第四方管704、第五方管705焊接固定在一起,将第二方管702与第四方管704、第五方管705焊接固定在一起,将第三方管703与第四方管704、第五方管705焊接固定在一起。
4.传统的焊接工艺在焊接过程中易产生变形,难以达到图纸尺寸要求,无法保证焊接质量。因此,有必要设计出一种能够对型材框架焊接进行快速准确地定位固定的工装夹具来取代传统的焊接方式。
技术实现要素:
5.为解决上述技术问题,本发明的目的在于提供一种用于型材框架焊接的工装夹具,以提高焊接的效率与质量。
6.本发明的技术方案是:一种用于型材框架焊接的工装夹具,包括工件,其特征在于:所述工装夹具还由支撑模块、第一定位夹紧模块、第二定位夹紧模块、第三定位夹紧模块、第四定位夹紧模块和第五夹紧模块组成;
7.所述支撑模块由支撑框架、底板、第一支撑座、第二支撑座、第三支撑座和限位槽构成;所述底板通过焊接固定在支撑框架上端,所述底板上设置有用于安装第二气缸的第一支撑座,用于安装第三气缸的第二支撑座,用于安装第四气缸和第五气缸的第三支撑座,用于定位第四方管及第五方管的限位槽;
8.所述第一定位夹紧模块由第一气缸、第一连接头、第一定位件构成;所述第一定位件通过螺栓安装在所述底板上,所述第一定位件上端设有放置第一方管的凹槽,所述第一气缸通过螺栓安装在所述底板上,且与第一连接头通过螺栓相连,用于调节第一连接头沿竖直方向移动以将第一方管压紧在所述第一定位件上;
9.所述第二定位夹紧模块由第二气缸、第二连接头、第二定位件构成,且沿所述底板横向对称设置;所述第二定位件通过螺栓安装在所述底板上,所述第二定位件上端设有放置第二方管的凹槽,所述第二气缸通过螺栓安装在所述第一支撑座上,且与第二连接头通过螺栓相连,用于调节第二连接头沿竖直方向移动以将第二方管压紧在所述第二定位件上;
10.所述第三定位夹紧模块由第三气缸、第三连接头、下压块、第三定位件构成;所述第三定位件上端和下压块下端分别设有放置第三方管的凹槽,所述第三定位件通过螺栓安
装在所述第二支撑座上,所述第三气缸通过螺栓安装在所述第二支撑座上,且与第三连接头通过螺栓相连,用于调节第三连接头沿竖直方向移动,所述第三连接头带动与第三连接头通过螺栓相连的下压块移动,以将第三方管压紧在所述第三定位件上;
11.所述第四定位夹紧模块由第四气缸、第四连接头、第四定位件构成,且沿所述底板横向对称设置;所述第四定位件上端设有放置第四方管、第五方管的凹槽,所述第四定位件通过螺栓安装在所述底板上,所述第四气缸通过螺栓安装在所述第三支撑座上,且与第四连接头通过螺栓相连,用于调节第四连接头沿竖直方向移动以将第四方管、第五方管压紧在所述第四定位件上;
12.所述第五夹紧模块由第五气缸、第五连接头、支撑柱、下压板、支撑块构成;所述支撑块通过螺栓安装在所述底板上,并与支撑柱通过螺栓相连,所述下压板设置有中心孔,且中心孔与所述支撑柱圆柱面相配合,所述第五气缸通过螺栓安装在所述第三支撑座上,且与第五连接头通过螺栓相连,用于调节第五连接头沿竖直方向上下移动,所述第五连接头带动下压板将第四方管和第五方管压紧;
13.所述第一方管放置在第一定位件的凹槽中,所述第一连接头通过第一气缸做竖直运动,将第一方管压紧在第一定位件上,完成第一方管的定位与夹紧;所述第二方管放置在第二定位件的凹槽中,所述第二连接头通过第二气缸做竖直运动,将第二方管压紧在第二定位件上,完成第二方管的定位与夹紧;所述第三方管放置在第三定位件的凹槽中,所述第三连接头通过第三气缸做竖直运动,并带动下压块做竖直运动,将第三方管压紧在第三定位件上,完成第三方管的定位与夹紧;所述第四方管和第五方管放置在第四定位件的凹槽中上,所述第四连接头通过第四气缸做竖直运动,将第四方管、第五方管压紧在第四定位件上,所述第五夹紧模块中的第五气缸驱动第五连接头做竖直运动,所述第五连接头压紧下压板,所述下压板将第四方管、第五方管压紧在第四定位件和限位槽的方形沉孔上,完成第四方管和第五方管的定位与夹紧。
14.所述第一支撑座和限位槽设有两个,且沿所述底板横向对称设置。
15.所述底板上设置有两个方形通孔,所述限位槽中心位置设置有方形沉孔和通孔,所述限位槽的方形沉孔用于限制第四方管和第五方管的水平与竖直位移,所述限位槽的通孔与所述底板的通孔相通,且大小相等,以便第四方管和第五方管从限位槽中取出。
16.所述第一定位件设有两个,且沿所述底板横向对称设置。
17.所述第三定位件设有两个,且沿所述第二支撑座横向对称设置。
18.所述第四定位件设有两个,且对称设置于第四连接头两侧。
19.所述支撑块为l型,且支撑块与下压板侧面相配合,可限制第五连接头下压后引起的下压板位移。
20.本发明的有益效果为:本发明提供的一种架子焊接的工装夹具,结构上由支撑模块,第一定位夹紧模块,第二定位夹紧模块,第三定位夹紧模块,第四定位夹紧模块和第五夹紧模块组成;第一方管放置在第一定位件的凹槽中,第一连接头通过第一气缸做竖直运动,将第一方管压紧在第一定位件上,完成第一方管的定位与夹紧;第二方管放置在第二定位件的凹槽中,第二连接头通过第二气缸做竖直运动,将第二方管压紧在第二定位件上,完成第二方管的定位与夹紧;第三方管放置在第三定位件的凹槽中,第三连接头通过第三气缸做竖直运动,并带动下压块做竖直运动,将第三方管压紧在第三定位件上,完成第三方管
的定位与夹紧;第四方管和第五方管放置在第四定位件的凹槽中上,第四连接头通过第四气缸做竖直运动,将第四方管、第五方管压紧在第四定位件上,第五夹紧模块中的第五气缸驱动第五连接头做竖直运动,第五连接头压紧下压板,下压板将第四方管、第五方管压紧在第四定位件和限位槽的方形沉孔上,完成第四方管和第五方管的定位与夹紧;本发明结构新颖,工作原理清晰,解决了现有焊接工艺劳动强度大、工作效率低,且难以保证焊接质量的问题。
附图说明
21.图1为本发明中工件结构示意图。
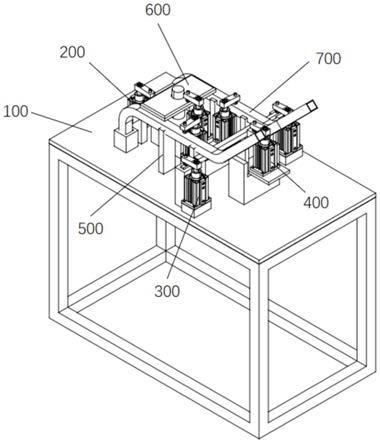
22.图2为本发明整体结构示意图。
23.图3为本发明中支撑模块结构示意图。
24.图4为本发明中第一定位夹紧模块结构示意图。
25.图5为本发明中第二定位夹紧模块结构示意图。
26.图6为本发明中第三定位夹紧模块结构示意图。
27.图7为本发明中第四定位夹紧模块结构示意图。
28.图8为本发明中第五夹紧模块结构示意图。
29.图中:支撑模块100、第一定位夹紧模块200、第二定位夹紧模块300、第三定位夹紧模块400、第四定位夹紧模块500、第五夹紧模块600、工件700、支撑框架101、底板102、第一支撑座103、第二支撑座104、第三支撑座105、限位槽106、第一气缸201、第一连接头202、第一定位件203、第二气缸301、第二连接头302、第二定位件303、第三气缸401、第三连接头402、下压块403、第三定位件404、第四气缸501、第四连接头502、第四定位件503、第五气缸601、第五连接头602、支撑柱603、下压板604、支撑块605、第一方管701、第二方管702、第三方管703、第四方管704、第五方管705。
具体实施方式
30.下面结合附图对本发明作进一步说明:
31.如图2所示,一种用于型材框架焊接的工装夹具,由支撑模块100、第一定位夹紧模块200、第二定位夹紧模块300、第三定位夹紧模块400、第四定位夹紧模块500和第五夹紧模块600组成。
32.如图3所示,一种用于型材框架焊接的工装夹具,支撑模块100由支撑框架101、底板102、第一支撑座103、第二支撑座104、第三支撑座105和限位槽106构成;底板102通过焊接固定在支撑框架101上端,底板102上设置有用于安装第二气缸301的第一支撑座103,用于安装第三气缸401的第二支撑座104,用于安装第四气缸501和第五气缸601的第三支撑座105,用于定位第四方管704及第五方管705的限位槽106;
33.如图4所示,一种用于型材框架焊接的工装夹具,第一定位夹紧模块200由第一气缸201、第一连接头202、第一定位件203构成;第一定位件203通过螺栓安装在底板102上,第一定位件203上端设有放置第一方管701的凹槽,第一气缸201通过螺栓安装在底板102上,且与第一连接头202通过螺栓相连,用于调节第一连接头202沿竖直方向移动以将第一方管701压紧在第一定位件203上;
34.如图5所示,一种用于型材框架焊接的工装夹具,第二定位夹紧模块300由第二气缸301、第二连接头302、第二定位件303构成,且沿底板102横向对称设置;第二定位件303通过螺栓安装在底板102上,第二定位件303上端设有放置第二方管702的凹槽,第二气缸301通过螺栓安装在第一支撑座103上,且与第二连接头302通过螺栓相连,用于调节第二连接头302沿竖直方向移动以将第二方管702压紧在第二定位件303上;
35.如图6所示,一种用于型材框架焊接的工装夹具,第三定位夹紧模块400由第三气缸401、第三连接头402、下压块403、第三定位件404构成;第三定位件404上端和下压块403下端分别设有放置第三方管703的凹槽,第三定位件404通过螺栓安装在第二支撑座104上,第三气缸401通过螺栓安装在第二支撑座104上,且与第三连接头402通过螺栓相连,用于调节第三连接头402沿竖直方向移动,第三连接头402带动与第三连接头402通过螺栓相连的下压块403移动,以将第三方管703压紧在第三定位件404上;
36.如图7所示,一种用于型材框架焊接的工装夹具,第四定位夹紧模块500由第四气缸501、第四连接头502、第四定位件503构成,且沿底板102横向对称设置;第四定位件503上端设有放置第四方管704、第五方管705的凹槽,第四定位件503通过螺栓安装在底板102上,第四气缸501通过螺栓安装在第三支撑座105上,且与第四连接头502通过螺栓相连,用于调节第四连接头502沿竖直方向移动以将第四方管704、第五方管705压紧在第四定位件503上;
37.如图8所示,一种用于型材框架焊接的工装夹具,第五夹紧模块600由第五气缸601、第五连接头602、支撑柱603、下压板604、支撑块605构成;支撑块605通过螺栓安装在底板102上,并与支撑柱603通过螺栓相连,下压板604设置有中心孔,且中心孔与支撑柱603圆柱面相配合,第五气缸601通过螺栓安装在第三支撑座105上,且与第五连接头602通过螺栓相连,用于调节第五连接头602沿竖直方向上下移动,第五连接头602带动下压板604将第四方管704和第五方管705压紧;
38.如图2-8所示,一种用于型材框架焊接的工装夹具的工作原理如下:第一方管701放置在第一定位件203的凹槽中,第一连接头202通过第一气缸201做竖直运动,将第一方管701压紧在第一定位件203上,完成第一方管701的定位与夹紧;第二方管702放置在第二定位件303的凹槽中,第二连接头302通过第二气缸301做竖直运动,将第二方管702压紧在第二定位件303上,完成第二方管702的定位与夹紧;第三方管703放置在第三定位件404的凹槽中,第三连接头402通过第三气缸401做竖直运动,并带动下压块403做竖直运动,将第三方管703压紧在第三定位件404上,完成第三方管703的定位与夹紧;第四方管704和第五方管705放置在第四定位件503的凹槽中上,第四连接头502通过第四气缸501做竖直运动,将第四方管704、第五方管705压紧在第四定位件503上,第五夹紧模块600中的第五气缸601驱动第五连接头602做竖直运动,第五连接头602压紧下压板604,下压板604将第四方管704、第五方管705压紧在第四定位件503和限位槽106的方形沉孔上,完成第四方管704和第五方管705的定位与夹紧。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。