1.本发明涉及一种旋压工装,尤其是一种适于回转体管件锥形端头的旋压工装。
背景技术:
2.如附图1所示,一种应用于飞行器上的回转体管件1,为金属铝材质,在其两端部位设有锥形收口1-1结构,并且在锥形收口1-1的外侧带有与连接耳等配置装配的圆管接口1-2,目前上述回转体管件1由飞行器制造厂生产,在飞行器大修过程中,该回转体管件通过外购定制方式来满足修理更换需求,由于在外购环节中存在很多不确定因素,不仅修理成本高,而且定制时间长,难以保证修理工期,为解决这一问题,创新设计一种针对飞行器修理过程中的回转体管件锥形端头旋压工装十分必要。
技术实现要素:
3.本发明提供一种回转体管件锥形端头旋压工装,旨在解决外购定制方式存在的成本高、时间长的问题,实现飞行器修理过程中回转体管件自行生产,达到满足修理工期要求的目的。
4.为实现上述目的,本发明采用如下技术方案:
5.一种回转体管件锥形端头旋压工装,它与车床设备配合实现回转体管件锥形端头旋压成型,包括夹持部和旋压部;所述夹持部卡装在车床卡盘中,待加工的回转体管件一端嵌装在夹持部中,另一端与旋压部配装;所述旋压部包括旋压头、锥柄座、撑杆和控制套,所述锥柄座一端嵌装在车床尾座中,锥柄座另一端与旋压头装配;所述旋压头为套管结构,其内孔为带有圆弧型螺旋槽的锥形孔,在所述锥形孔中套装控制套;所述撑杆一端穿过旋压头锥形孔及控制套后与锥柄座固定装配,另一端从旋压头锥形孔中穿出,在撑杆与旋压头锥形孔及控制套内壁之间形成用于旋压回转体管件的环状空间。
6.上述回转体管件锥形端头旋压工装,所述夹持部包括工件夹持套、夹持外套和芯棒;所述芯棒穿入工件夹持套中,其外侧端与工件夹持套外侧端固定装配,在芯棒与工件夹持套内壁之间形成用于夹装回转体管件的环状空间;所述工件夹持套侧壁上设有与其内侧端贯通的豁槽,在工件夹持套外面套装夹持外套;所述夹持外套的侧壁上设有一道贯通两端的长槽,所述夹持外套夹装在车床卡盘中。
7.上述回转体管件锥形端头旋压工装,所述芯棒内侧端为圆锥体结构。
8.上述回转体管件锥形端头旋压工装,所述工件夹持套侧壁上的豁槽数量为三组,沿工件夹持套侧壁周向均匀分布。
9.上述回转体管件锥形端头旋压工装,在所述旋压头侧壁上设有一组散热孔。
10.上述回转体管件锥形端头旋压工装,在所述控制套内壁上设有环形沟槽。
11.上述回转体管件锥形端头旋压工装,在所述锥柄座与旋压头配合的一端侧壁上设有加油口。
12.上述回转体管件锥形端头旋压工装,在所述锥柄座与旋压头通过螺纹连接方式装
配,并在两者的螺纹连接部位设置防松顶丝。
13.本发明为一种回转体管件锥形端头旋压工装,它在旋压头的锥形孔内壁上设置圆弧型螺旋槽结构,可通过操作车床尾座上手轮带动锥柄座、旋压头向前移动,同时车床主轴旋转,带动由夹持部夹紧固定的回转体管件旋转,由此实现对回转体管件一端的旋压收口过程,然后再将回转体管件反向装配,进行另一端旋压收口作业。本发明中工件夹持套侧壁上设置豁槽,可通过豁槽的弹性变形将工件夹紧固定,同时还在夹持外套的侧壁上设置的贯通两端的长槽,通过长槽的弹性变形使车床夹盘夹紧力均匀分布,避免了对回转体管件的冲击损伤。本发明还在旋压头侧壁上设置了散热孔,可通过散热孔将旋压过程中材料变形产生的热量散发出去,避免了因金属铝材料高温情况下表面出现积瘤(铝疙瘩)的问题,保证了回转体管件的质量。
附图说明
14.图1是应用于飞行器上一种回转体管件结构示意图;
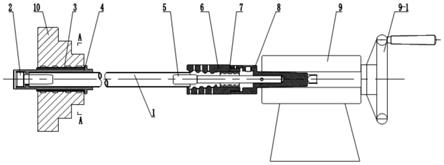
15.图2是本发明结构示意图;
16.图3是图2中a-a剖面结构示意图;
17.图4是夹持外套剖面结构示意图;
18.图5是工件夹持套剖面结构示意图;
19.图6是旋压头剖面结构示意图;
20.图7是锥柄座剖面结构示意图;
21.图8是本发明工作原理示意图。
22.图中各标号清单为:
23.1、回转体管件,1-1、锥形收口,1-2、圆管接口;2、芯棒;3、夹持外套,3-1、长槽;4、工件夹持套,4-1、豁槽;5、撑杆;6、旋压头,6-1、圆弧形螺旋槽,6-2、散热孔;7、控制套,7-1、环形沟槽;8、锥柄座,8-1、加油口;9、车床尾座,9-1、手轮;10、车床卡盘;11、防松顶丝。
具体实施方式
24.下面结合附图及具体实施例对本发明作进一步说明。
25.参看图1,一种应用于飞行器上的回转体管件1,为金属铝材质,在其两端部位设有锥形收口1-1结构,并且在锥形收口1-1的外侧带有与连接耳等配置装配的圆管接口1-2。
26.参看图2、图6,本发明所述的回转体管件锥形端头旋压工装,它与车床设备配合实现回转体管件1锥形端头的旋压成型,包括夹持部和旋压部;所述夹持部卡装在车床卡盘10中,待加工的回转体管件1一端嵌装在夹持部中,另一端与旋压部配装;所述旋压部包括旋压头6、锥柄座8、撑杆5和控制套7,所述锥柄座8一端嵌装在车床尾座9中,锥柄座8另一端与旋压头6装配;所述旋压头6为套管结构,其内孔为带有圆弧型螺旋槽6-1的锥形孔,在所述锥形孔中套装控制套7;所述撑杆5一端穿过旋压头6的锥形孔及控制套7后与锥柄座8固定装配,另一端从旋压头6的锥形孔中穿出,在撑杆5与旋压头6的锥形孔及控制套7内壁之间形成用于旋压回转体管件1的环状空间。
27.参看图2、图3、图4、图5,本发明所述的回转体管件锥形端头旋压工装,所述夹持部包括工件夹持套4、夹持外套3和芯棒2;所述芯棒2穿入工件夹持套4中,其内侧端为圆锥体
结构,其外侧端与工件夹持套4外侧端固定装配,在芯棒2与工件夹持套4内壁之间形成用于夹装回转体管件1的环状空间;所述工件夹持套4侧壁上沿周向均匀设置三组与其内侧端贯通的豁槽4-1,在工件夹持套4外面套装夹持外套3;所述夹持外套3的侧壁上设有一道贯通两端的长槽3-1,夹持外套3夹装在车床卡盘10中。
28.参看图2、图6,本发明所述的回转体管件锥形端头旋压工装,在所述旋压头6侧壁上设有一组散热孔6-2,并在所述控制套7内壁上设有环形沟槽7-1。
29.参看图2、图7,本发明所述的回转体管件锥形端头旋压工装,在所述锥柄座8与旋压头6配合的一端侧壁上设有加油口8-1;所述锥柄座8与旋压头6 通过螺纹连接方式装配,并在两者的螺纹连接部位设置防松顶丝11。
30.参看图1至图8,本发明所述的回转体管件锥形端头旋压工装,它在旋压头6的锥形孔内壁上设置圆弧型螺旋槽6-1结构,可通过操作车床尾座9上手轮9-1带动锥柄座8、旋压头6向前移动,同时车床主轴旋转,带动由夹持部夹紧固定的回转体管件1旋转,由此实现对回转体管件1一端的旋压收口过程,然后再将回转体管件1反向装配,进行另一端旋压收口作业。本发明中工件夹持套4侧壁上设置豁槽4-1,可通过豁槽4-1的弹性变形将工件夹紧固定,同时还在夹持外套3的侧壁上设置的贯通两端的长槽3-1,通过长槽3-1的弹性变形使车床夹盘10的夹紧力均匀分布,避免了对回转体管件1的冲击损伤。本发明还在旋压头6侧壁上设置了散热孔6-2,可通过散热孔6-2将旋压过程中材料变形产生的热量散发出去,避免了因金属铝材料高温情况下表面出现积瘤 (铝疙瘩)的问题,保证了回转体管件1的质量。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。