1.本实用新型涉及排气管消声包自动化辅助焊接技术领域,特别涉及一种圆柱形消声包环焊辅助装置。
背景技术:
2.排气管是发动机排气系统的一部分,排气系统主要包括排气歧管、排气管和消音器,一般为控制发动机污染物排放的三校催化器也安装在排气系统中,排气管一般包括前排气管和后排气管,跟原厂的原理一样,但是声音会比原厂好听原厂车大多都采用这种管主要是靠管内的格板消音器或管子的容积变化来产生一种会返回汽缸的压力,当发动机点火后,活塞开始径行动力行程,而排气门会在活塞到达下死点前就会打开。这时,管内的回压会挡住废气冲出,让混合气能够达到完全燃烧。但回压过强,会造成废气无法完全排出汽缸,造成废气与混合气一起燃烧降低燃烧效率,当然最直接的就是引响马力输出。其优点:噪音小,低速扭力佳。缺点:高速时废气无法快速排出,影响引擎动力输出,音量低,本实用新型圆柱形消声包环焊辅助装置。
3.专利号:cn105537843a的公布了一种交叉杆环焊缝自动辅助装置,该设计运用现有的焊接设备配合可调速的辅助装置实现杆体类尤其是交叉杆的环焊缝自动焊接,结构简单,不用购置新的杆类环焊缝焊接专机,节约生产成本,是降本增效的一个重要途径。
4.但是上述专利还存在以下不足:1、上述设计消声包在焊接环焊缝时,效率不高,补焊率较高,焊接质量较差,原因是消包在焊接工装上不稳定导致焊缝偏差,同时也存在一定的安全隐患。
技术实现要素:
5.本实用新型的主要目的在于提供一种圆柱形消声包环焊辅助装置,是为了提高消包焊缝的焊接质量,提高生产效率,减少焊缝不良浪费的人工补焊时间,可以有效解决背景技术中的问题。
6.为实现上述目的,本实用新型采取的技术方案为:
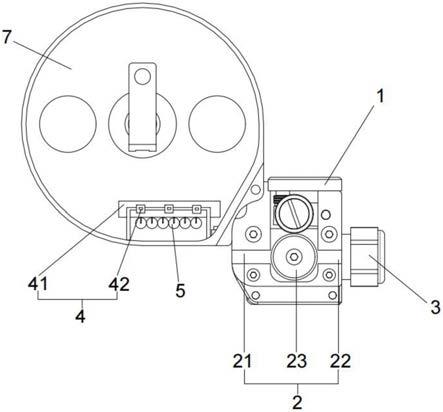
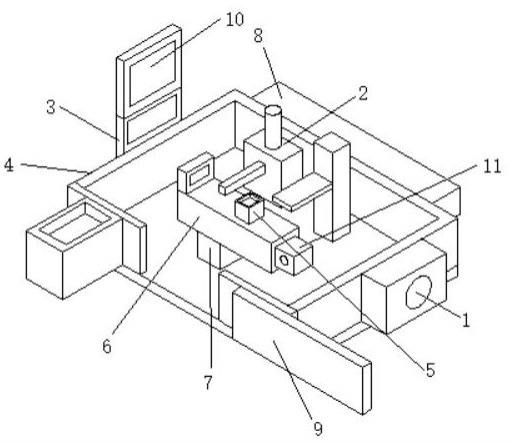
7.一种圆柱形消声包环焊辅助装置,包括工作站护栏,所述工作站护栏左侧端安装有工作站控制系统,所述工作站护栏的背面安装有料架,所述工作站护栏内部中间部位固定连接有大梁且大梁的顶端安装有焊接工装,所述工作站护栏位于焊接工装的后方安装有焊接机器人,所述焊接工装的右侧端安装有变位机,所述工作站护栏的右侧端安装有焊接电源。
8.进一步地,所述工作站护栏的表面右侧安装有安全防护门,安全防护门能将工作站护栏的开口封住。
9.进一步地,所述焊接工装的顶端安装有辅助焊接装置,辅助焊接装置主要作用是在消包进行焊接时起一个支撑作用,随着大梁与工装一起转动,在设备启动时能保证消包不会晃动从而导致焊缝的偏差。
10.进一步地,所述工作站控制系统的上方安装有操作面板,操作面板用于控制整个装置。
11.与现有技术相比,本实用新型具有如下有益效果:为了满足生产节拍,先将焊接工装安装紧固在大梁上,从料架上取出端盖、壳体、调音管、消声棉,并依次装配到焊接工装上,并用焊接工装上的气缸预压紧零件,检查一下辅助焊接装置是否支撑在消包下方,操作人员走到工作站外侧,在操作面板上旋转为手动模式,按一下焊枪前进按钮观察焊枪是否对准焊缝位置,之后在操作面板上按下启动按钮,工装上的产品被气缸夹紧,安全防护门自动关闭,然后焊接机器人开始运行预先设定的焊接程序,辅助焊接装置随着焊接工装转动,焊接机器人自动焊接消包,直至完成所有焊缝,然后安全防护门自动打开,焊接工装上的消包被松开,最后从焊接工装上取走焊接完成的产品,并置于料架上,消声包环焊工艺完成,本实用新型辅助装置帮助机器人自动焊接效率提高,生产效率高;机器人采用双枪焊接模式,每次动作就完成两道环焊缝的焊接;辅助焊接工装的压紧块采用分体式结构,定位压紧效果好,保证焊接质量;焊接过程都在工作站内部完成,避免人员受到焊接飞溅、烟尘伤害,保证人员安全;本辅助焊接装置应用于批量生产情况下,焊缝的焊接位置不会发生变化,从而焊接质量得到了提高,生产人员减少了不必要的补焊操作,既提高了生产效率和质量,也降低了操作人员的风险性。
附图说明
12.图1为本实用新型一种圆柱形消声包环焊辅助装置的整体结构示意图。
13.图中:1、焊接电源;2、焊接机器人;3、工作站控制系统;4、工作站护栏;5、辅助焊接装置;6、焊接工装;7、大梁;8、料架;9、安全防护门;10、操作面板;11、变位机。
具体实施方式
14.为使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本实用新型。
15.如图1所示,一种圆柱形消声包环焊辅助装置,包括工作站护栏4,所述工作站护栏4左侧端安装有工作站控制系统3,所述工作站护栏4的背面安装有料架8,所述工作站护栏4内部中间部位固定连接有大梁7且大梁7的顶端安装有焊接工装6,所述工作站护栏4位于焊接工装6的后方安装有焊接机器人2,所述焊接工装6的右侧端安装有变位机11,所述工作站护栏4的右侧端安装有焊接电源1。
16.其中,所述工作站护栏4的表面右侧安装有安全防护门9,安全防护门9能将工作站护栏4的开口封住。
17.其中,所述焊接工装6的顶端安装有辅助焊接装置5,辅助焊接装置5主要作用是在消包进行焊接时起一个支撑作用,随着大梁7与工装一起转动,在设备启动时能保证消包不会晃动从而导致焊缝的偏差。
18.其中,所述工作站控制系统3的上方安装有操作面板10,操作面板10用于控制整个装置。
19.需要说明的是,本实用新型为一种圆柱形消声包环焊辅助装置,为了满足生产节拍,先将焊接工装6安装紧固在大梁7上,从料架8上取出端盖、壳体、调音管、消声棉,并依次
装配到焊接工装6上,并用焊接工装6上的气缸预压紧零件,检查一下辅助焊接装置5是否支撑在消包下方,操作人员走到工作站外侧,在操作面板10上旋转为手动模式,按一下焊枪前进按钮观察焊枪是否对准焊缝位置,之后在操作面板10上按下启动按钮,工装上的产品被气缸夹紧,安全防护门9自动关闭,然后焊接机器人2开始运行预先设定的焊接程序,辅助焊接装置5随着焊接工装6转动,焊接机器人2自动焊接消包,直至完成所有焊缝,然后安全防护门9自动打开,焊接工装6上的消包被松开,最后从焊接工装6上取走焊接完成的产品,并置于料架8上,消声包环焊工艺完成,本实用新型辅助装置帮助机器人自动焊接效率提高,生产效率高;机器人采用双枪焊接模式,每次动作就完成两道环焊缝的焊接;辅助焊接工装6的压紧块采用分体式结构,定位压紧效果好,保证焊接质量;焊接过程都在工作站内部完成,避免人员受到焊接飞溅、烟尘伤害,保证人员安全;本辅助焊接装置5应用于批量生产情况下,焊缝的焊接位置不会发生变化,从而焊接质量得到了提高,生产人员减少了不必要的补焊操作,既提高了生产效率和质量,也降低了操作人员的风险性。
20.以上显示和描述了本实用新型的基本原理和主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
技术特征:
1.一种圆柱形消声包环焊辅助装置,包括工作站护栏(4),其特征在于:所述工作站护栏(4)左侧端安装有工作站控制系统(3),所述工作站护栏(4)的背面安装有料架(8),所述工作站护栏(4)内部中间部位固定连接有大梁(7)且大梁(7)的顶端安装有焊接工装(6),所述工作站护栏(4)位于焊接工装(6)的后方安装有焊接机器人(2),所述焊接工装(6)的右侧端安装有变位机(11),所述工作站护栏(4)的右侧端安装有焊接电源(1)。2.根据权利要求1所述的一种圆柱形消声包环焊辅助装置,其特征在于:所述工作站护栏(4)的表面右侧安装有安全防护门(9)。3.根据权利要求1所述的一种圆柱形消声包环焊辅助装置,其特征在于:所述焊接工装(6)的顶端安装有辅助焊接装置(5)。4.根据权利要求1所述的一种圆柱形消声包环焊辅助装置,其特征在于:所述工作站控制系统(3)的上方安装有操作面板(10)。
技术总结
本实用新型公开了一种圆柱形消声包环焊辅助装置,包括工作站护栏,所述工作站护栏左侧端安装有工作站控制系统,所述工作站护栏的背面安装有料架,所述工作站护栏内部中间部位固定连接有大梁且大梁的顶端安装有焊接工装,所述工作站护栏位于焊接工装的后方安装有焊接机器人,所述焊接工装的右侧端安装有变位机,所述工作站护栏的右侧端安装有焊接电源,本实用新型是为了提高消包焊缝的焊接质量,提高生产效率,减少焊缝不良浪费的人工补焊时间。间。间。
技术研发人员:陈绪超
受保护的技术使用者:南昌佛吉亚排气控制技术有限公司
技术研发日:2021.07.30
技术公布日:2021/12/31
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。