1.本实用新型涉及树脂砂制芯技术设备领域,具体而言,涉及一种树脂砂制芯加热起模装置。
背景技术:
2.树脂砂是指以人工合成树脂作为砂粒的粘结剂的型砂或芯砂,用树脂砂制成铸型或型芯后,通过固(硬)化剂的作用,树脂发生不可逆的交联反应而固化,从而给予铸型或型芯以必要的强度。
3.气温低时,树脂砂固化速度缓慢,特别是冬季,制芯人员劳动强度加大,需要利用煤气火对树脂砂进行加热,在人工加热过程中,模具易晃动,造成芯子外表面不光滑,导致铸件出现气孔,且树脂砂成型后利用翻箱起模容易造成模具的损坏,这一种树脂砂制芯方式费时费力,生产效率低。
技术实现要素:
4.本实用新型的目的是为了解决上述背景技术中提出问题,继而提出了一种树脂砂制芯加热起模装置。
5.本实用新型解决其技术问题所采取的技术方案是:
6.一种树脂砂制芯加热起模装置,包括工作台,所述工作台的中部设有模腔,所述模腔下方设有脱模机构,所述脱模机构包括三个活块,三个所述活块与所述模腔相配合,所述模腔四周设有加热带,所述加热带贴紧所述工作台的内壁。
7.将树脂砂制芯的三道加工工艺呈一体化设计,使得其呈现全自动流水线式制芯,且利用三点活块起模的方式将芯子顶出,出模后的芯子光滑不变形,提高了芯子质量。
8.进一步的,所述模腔根据所需芯子的形状而定。
9.进一步的,所述模腔上设有两个第一通孔,两个所述第一通孔之间设有第二通孔,所述第一通孔、第二通孔贯穿所述工作台。
10.进一步的,所述工作台下方设有支座,所述支座内设有所述脱模机构。
11.进一步的,所述脱模机构还包括安装架,所述安装架与所述支座螺栓连接,所述安装架上安装有液压缸,所述液压缸的液压杆上设有连板,所述连板上连接有三组顶杆,三组所述顶杆上分别连接有所述三个活块,三点活块液压油顶起模方式自下而上进行顶芯,不会破坏模具模腔的本身结构,分别给予芯子三个受力点,使得芯子起模过程中均匀受力,不会造成芯子表面受损。
12.进一步的,所述三个活块包括两个侧活块和中间活块,两个所述侧活块与两个所述第一通孔滑动配合,所述中间活块与所述第二通孔滑动配合。
13.进一步的,所述第一通孔、第二通孔、侧活块及中间活块无固定形状要求,依芯子形状而定。
14.进一步的,所述加热带采用铝箔胶带固定在工作台内腔中,所述加热带连接有电
源接线盒,采用所述铝箔胶带增加了受热面积,使得工作台表面均匀受热。
15.进一步的,所述加热带外部设有保温层,降低功耗,具有节能作用。
16.进一步的,所述加热带温度可调节,根据树脂砂制芯要求,及制芯环境,可调节到所需温度值。
17.进一步的,所述加热带加热时间为3
‑
4分钟。
18.进一步的,所述电源接线盒作为中间电源供给设备电性连接有控制设备。
19.进一步的,所述控制设备包括电器设备箱,所述电器设备箱下方连接有支撑杆,所述支撑杆与所述支架连接。
20.进一步的,所述工作台一侧设有机架和刮砂机构,刮砂机构可对模腔内多于的树脂砂实现自动刮平,节省了人力,使得树脂砂制芯工艺流程更加智能化。
21.进一步的,所述刮砂机构包括伺服电机,所述伺服电机安装在所述机架上,所述工作台前端面设有滑轨,所述滑轨一端安装有限位块,所述限位块上设有转接块,所述转接块转动连接有丝杠,所述丝杠处于滑轨内部,所述丝杠连接有所述伺服电机。
22.进一步的,所述丝杠上螺纹连接有滑块,且所述滑块与所述滑轨滑动配合,所述滑块上设有立柱,所述立柱上连接有刮板,所述刮板与所述工作台表面相配合。
23.与现有技术相比,本实用新型的有益效果是:本实用新型在模具周边设计了可温控调节的加热带,加热后树脂砂中的水分和树脂固化剂都能在固化过程中提前挥发,对芯子发气量减少,铸件气孔随之减少,加热后芯子成型速度快,再利用三点活块起模方式将芯子顶出,出模后的芯子光滑不变形,实现了树脂砂制芯工艺的一体化,在提高制芯效率的基础上,同时,提高了芯子质量。
附图说明
24.下面结合附图和实施例对本实用新型进一步说明。
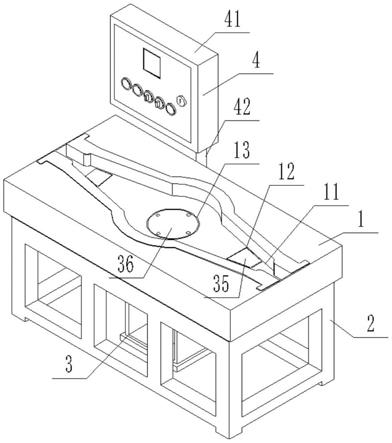
25.图1为本实用新型的整体结构示意图;
26.图2为本实用新型主视图;
27.图3为工作台剖视图;
28.图4为刮砂机构示意图;
29.其中:1工作台;11模腔;12第一通孔;13第二通孔;14机架;2支座;3 脱模机构;31安装架;32液压缸;33连板;34顶杆;35侧活块;36中间活块;4 控制设备;41电器设备箱;42支撑杆;5加热带;51电源接线盒;6刮砂机构; 61伺服电机;62滑轨;63丝杠;64限位块;65滑块;66立柱;67刮板。
具体实施方式
30.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本实用新型及其应用或使用的任何限制。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
31.除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表
达式和数值不限制本实用新型的范围。同时,应当明白,为了便于描述,附图中所示出的各个部分的尺寸并不是按照实际的比例关系绘制的。对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适当情况下,所述技术、方法和设备应当被视为授权说明书的一部分。在这里示出和讨论的所有示例中,任何具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它示例可以具有不同的值。应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步讨论。
32.为了便于描述,在这里可以使用空间相对术语,如“在
……
之上”、“在
……
上方”、“在
……
上表面”、“上面的”等,用来描述如在图中所示的一个器件或特征与其他器件或特征的空间位置关系。应当理解的是,空间相对术语旨在包含除了器件在图中所描述的方位之外的在使用或操作中的不同方位。例如,如果附图中的器件被倒置,则描述为“在其他器件或构造上方”或“在其他器件或构造之上”的器件之后将被定位为“在其他器件或构造下方”或“在其他器件或构造之下”。因而,示例性术语“在
……
上方”可以包括“在
……
上方”和“在
……
下方”两种方位。该器件也可以其他不同方式定位(旋转90度或处于其他方位),并且对这里所使用的空间相对描述作出相应解释。
33.一种树脂砂制芯加热起模装置,如图1至图3所示,包括工作台1,所述工作台的中部设有模腔11,所述模腔下方设有脱模机构3,所述脱模机构包括三个活块,三个所述活块与所述模腔相配合,所述模腔四周设有加热带52,所述加热带贴紧所述工作台的内壁。
34.传统树脂砂制芯需要利用明火对树脂砂进行加热,也存在利用加热设备对其加热,但其中都存在一个共同点,需要人工对其位置移动,以至于在搬运模具过程中,芯子会产生晃动,造成芯子外表面不光滑,导致铸件出现气孔;且对于传统的树脂砂成型起模而言,需利用翻箱起模,此种起模方式容易造成模具模腔腔的损坏,不利于后续工艺流程的进行。本实用新型巧妙的规避了上述问题的发生,将树脂砂制芯的三道加工工艺呈一体化设计,使得其呈现全自动流水线式制芯,且利用三点活块起模的方式将芯子顶出,出模后的芯子光滑不变形,提高了芯子质量。具体步骤及实施效果如下:
35.步骤1:将树脂砂平铺在模腔内;
36.步骤2:将铺满模腔的树脂砂中部掏空;其目的是减少应力,防止铸件产生裂纹;
37.步骤3:加热带对模腔内的树脂砂进行加热,加热时间为3
‑
4分钟,树脂砂固化成型;加热后树脂砂中的水分和树脂固化剂都能在固化过程中提前挥发,对芯子发气量减少,铸件气孔随之减少。
38.步骤4:脱模机构运作,将成型后的芯子顶出;出模后的芯子光滑不变形,提高了芯子质量。
39.值得说明的是:所述模腔根据所需芯子的形状而定,本实用新型不限制模腔的形状,适用面广泛,本装置制作完成的芯子为一半结构,利用本装置也可制作另一半芯子,只是将模腔形状作出改变即可,将两个芯子组合可得到完成芯子。
40.具体的,如图1所示,所述模腔上设有两个第一通孔12,两个所述第一通孔之间设有第二通孔13,所述第一通孔、第二通孔贯穿所述工作台,所述工作台下方设有支座2,所述支座内设有所述脱模机构,如图2所示,所述脱模机构还包括安装架31,所述安装架与所述支座螺栓连接,所述安装架上安装有液压缸 32,所述液压缸的液压杆上设有连板33,所述
连板上连接有三组顶杆34,三组所述顶杆上分别连接有所述三个活块,所述三个活块包括两个侧活块35和中间活块36,两个所述侧活块与两个所述第一通孔滑动配合,所述中间活块与所述第二通孔滑动配合。
41.值得说明的是:所述第一通孔、第二通孔、侧活块及中间活块无固定形状要求,依芯子形状而定。
42.三点活块液压油顶起模方式相对传统起模方式而言,顶出力大,不需要对模具进行翻转,自下而上进行顶芯,不会破坏模具模腔的本身结构,分别给予芯子三个受力点,使得芯子起模过程中均匀受力,不会造成芯子表面受损。
43.如图3所示,所述加热带采用铝箔胶带固定在工作台内腔中,所述加热带连接有电源接线盒51,加热后制芯,芯子中的气体全部排走,对铸件减少气体有很大作用,所述加热带外部设有保温层,使得加热后温度稳定,在加热带到达其标准值时,功耗会下降,具有节能作用;如图2所示,所述电源接线盒作为中间电源供给设备电性连接有控制设备4,所述控制设备包括电器设备箱41,所述电器设备箱下方连接有支撑杆42,所述支撑杆与所述支架连接。
44.根据树脂砂制芯要求,及制芯环境,可调节加热带温度值。
45.至少一个实施例中,如图4所示,所述工作台上设有刮砂机构6,所述刮砂机构包括伺服电机61,所述工作台一侧设有机架14,所述机架上安装有所述伺服电机,所述工作台前端面设有滑轨62,所述滑轨一端安装有限位块64,所述限位块上设有转接块,所述转接块转动连接有丝杠63,所述丝杠处于滑轨内部,所述丝杠连接有所述伺服电机。
46.进一步的,所述丝杠上螺纹连接有滑块65,且所述滑块与所述滑轨滑动配合,所述滑块上设有立柱66,所述立柱上连接有刮板67,所述刮板与所述工作台表面相配合。
47.本实施例在具体实施过程中,对模腔进行注入树脂砂后,不需要人工对其刮平,通过本设计可对模腔内多于的树脂砂实现自动刮平,节省了人力,使得树脂砂制芯工艺流程更加智能化。
48.以上显示和描述了本实用新型的基本原理、主要特征和优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施方式和说明书中的描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入本实用新型要求保护的范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。