1.本实用新型涉及难加工金属倒角技术领域,特别涉及一种难加工金属水射流倒角装置。
背景技术:
2.难加工材料在逐渐发展的高科技高技术生产中起着关键性作用,对于钛合金、钨合金等难加工金属而言,它们以其优异的性能在航天航空、军事科技、高端装备等领域受到广泛的应用。但是由于难加工金属本身的特性使得对于这些材料的加工效率低,质量差。现阶段对难加工金属的加工方式普遍采用电火花加工、电化学加工、高能束加工、射流加工等。
3.电火花加工利用热能和电能进行加工,靠工件与电极之间的脉冲性火花放电,产生局部的瞬时高温将工件材料逐渐蚀除掉,电火花加工可以实现特殊形状的加工,但是加工的精度会受到限制。电化学加工是利用电化学腐蚀的原理对金属材料进行加工,电化学加工对金属材料的硬度等特性没有要求可以对难加工金属进行加工,但是电化学加工技术难度高不易实现稳定加工。高能束加工是指利用高密度能量束对工件材料进行去除,该加工方式加工无变形,但是该技术投资巨大成本极高。
4.水射流技术,将水流的压力提升至足够高,使得水流具有极大的能量,同时在水流中混合一定比例的磨料,使得水射流可以穿透大部分坚硬的材料,由于其优异的性能水射流技术已经广泛应用于航空航天、船舶、竣工等高精尖领域。
技术实现要素:
5.为了克服已有难加工金属倒角加工效率低、质量差的问题不足,本实用新型提供一种加工效率较高、质量较好的用于难加工金属的水射流倒角装置。
6.本实用新型解决其技术问题所采用的技术方案是:
7.一种用于难加工金属的水射流倒角装置,包括加压系统与倒角装置本体,所述倒角装置本体安装在车床上;所述倒角装置本体包括连接管、喷头、转角指示器、磨料槽、输料管和安装板,所述加压系统包括水箱、水泵、加压泵,所述安装板为l形板分为竖直板与水平板;所述水平板安装于车床中滑板上,所述喷头、转角指示器和磨料槽均安装在竖直板上,所述竖直板上有用于安装磨料槽的平台,磨料槽通过输料管与喷头连通;所述水箱放置于车床外侧;所述水箱内部有废水仓和水仓两个仓室;水仓通过水泵与连接管路连接,所述连接管路设有加压泵,所述加压泵安装于水平板上,所述加压泵通过连接管与喷头连通,加工后的废液通过废水管路回流到废水仓。
8.所述喷头包括喷头管、喷嘴、外壳和磨料室,所述喷头管通过螺纹与外壳连接;所述喷嘴通过弹性夹头和夹头螺母安装在外壳底部;磨料室侧壁有与磨料槽相连的接头,在磨料室与喷嘴和喷头管接触位置均有防水垫圈;所述喷嘴的孔径小于喷头管与磨料室的孔径。高压水进入喷头管后进入磨料室,高压水在磨料室内产生负压将磨粒吸入与高压水流
混合后从喷嘴喷出,从而实现将混合有磨粒的水射流喷射于工件表面。
9.再进一步,所述倒角装置本体还包括保护罩,所述保护罩安装在车床加工区域上;所述保护罩设置有用于安装工件和调整喷头角度作用的门板,门板通过滑槽安装在保护罩上。
10.更进一步,所述转角指示器包括转轮、角度指针和锁紧装置,所述锁紧装置和转轮安装于竖直板上;所述角度指针安装于喷头外壳上;所述竖直板上有角度指针刻度线,锁紧装置上设有螺栓。
11.本实用新型的有益效果主要表现在:1)加工效率高。2)便于更换不同内径的喷头以适用不同的加工工件。3)整体结构简单,制造成本低。4)直接可以在车床上改造便于产业化。
附图说明
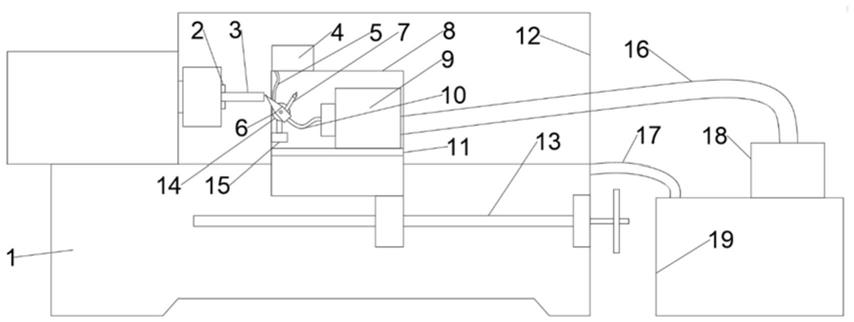
12.图1为一种用于难加工金属的水射流倒角装置结构示意图。
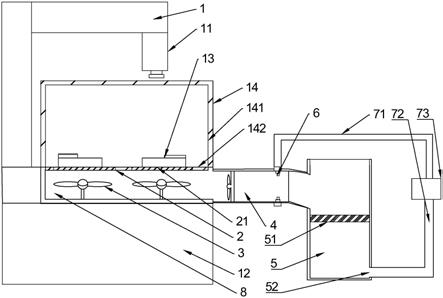
13.图2为喷头结构示意图。
14.图中:1.车床 2.三爪卡盘 3.工件 4.磨料槽 5.输料管 6.喷头7.角度指针 8.竖直板 9.加压泵 10.连接管 11.水平板 12.保护罩 13.丝杠 14.转轮 15.锁紧装置 16.连接管路 17.废水管路 18.水泵 19.水箱 20.喷头管 21.螺纹 22.喷头外壳 23.防水垫圈 24.输料口接头 25.磨料室 26.防水垫圈 27.螺纹 28.弹性夹头 29.夹头螺母 30.喷嘴。
具体实施方式
15.下面结合附图对本实用新型作进一步描述。
16.参照图1和图2,一种用于难加工金属的水射流倒角装置,倒角装置包括加压系统与倒角装置本体,所述倒角装置本体安装在车床1上;所述倒角装置本体包括连接管10、喷头6、转角指示器7、磨料槽4、输料管5和安装板,所述加压系统包括水箱19、水泵18、加压泵9,所述安装板为l形板分为竖直板8与水平板11;所述水平板11安装于车床中滑板上,所述喷头6、转角指示器7和磨料槽4均安装在竖直板8上,所述竖直板8上有用于安装磨料槽4的平台,磨料槽4通过输料管5与喷头6连通;所述水箱19放置于车床1外侧;所述水箱19内部有废水仓和水仓两个仓室;水仓通过水泵18与连接管路16连接,所述连接管路16设有加压泵9,所述加压泵9安装于水平板11上,所述加压泵9通过连接管10与喷头6连通,加工后的废液通过废水管路17回流到废水仓。
17.进一步,所述喷头6包括喷头管20、喷嘴30、外壳22和磨料室25,所述喷头管20通过螺纹21与外壳22连接;所述喷嘴30通过弹性夹头28和夹头螺母29安装在外壳22底部;磨料室25侧壁有与磨料槽4相连的接头24,在磨料室25与喷嘴30和喷头管20接触位置均有防水垫圈23、26;所述喷嘴30的孔径小于喷头管20与磨料室25的孔径;高压水进入喷头管20后进入磨料室25,高压水在磨料室25内产生负压将磨粒吸入与高压水流混合后从喷嘴30喷出,从而实现将混合有磨粒的水射流喷射于工件3表面。
18.所述倒角装置本体还包括保护罩12,所述保护罩12安装在车床加工区域上;所述保护罩12设置有用于安装工件1和调整喷头6角度作用的门板,门板通过滑槽安装在保护罩12上。
19.所述转角指示器包括转轮14、角度指针7和锁紧装置15,所述锁紧装置15和转轮14安装于竖直板8上;所述角度指针7安装于喷头外壳22上;所述竖直板8上有角度指针刻度线,当喷头6角度设置完成时,拧紧锁紧装置15上的螺栓将喷头6的运动完全约束。
20.当加工进行时,打开保护罩12上的窗口板,将工件3安装在三爪卡盘2上,并将相应的磨粒放入磨料槽4内,接下来调整喷头6的旋转角度设置到工艺设定的45
°
后拧紧喷头锁紧装置15上的螺栓锁死喷头6,然后通过调整丝杠13和车床中滑板的位置来控制喷头6与工件3的相对位置使得喷头6与工件的间隙在5
‑
10mm,最后启动机床主轴、启动水泵18、启动加压泵9并打开输料管5内的阀门进行倒角加工。当水泵18和启动加压泵9启动后,加压水流经过连接管路16后进入加压泵9后加压水经过进一步加压成为高压水流进入喷头6,高压水流在磨料室25内流速极快,使得磨料室25内形成负压区,大气压将磨料槽4内的磨料通过输料管5进入磨料室25内与高压水流混合,最后经过喷嘴30喷出冲击工件实现高压水射流倒角,最后废液经过废水管路17进入水箱19的废水仓内。
21.本说明书的实施例所述的内容仅仅是对实用新型构思的实现形式的列举,仅作说明用途。本实用新型的保护范围不应当被视为仅限于本实施例所陈述的具体形式,本实用新型的保护范围也及于本领域的普通技术人员根据本实用新型构思所能想到的等同技术手段。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。