1.本发明属于冷轧连续退火热处理领域,特别涉及一种快速消除炉辊表面结瘤的方法。
背景技术:
2.冷轧带钢退火处理是冷轧板生产工艺的重要组成部分,是整个连续退火的核心设备单元,退火质量的好坏直接影响到产品的力学性能。连续退火机组是由多个不同辊径的炉辊组组成的连续自动生产线。生产时,将带钢的前后卷通过焊机焊接在一起,进行连续生产。整个退火的工艺包括预热段、加热段、均热段、缓冷段、快冷段、过时效段、终冷段和水淬段,带钢在炉内是以炉辊作为载体进行连续运行的,但是炉内不同辊径的炉辊众多,每个炉辊都与带钢接触,因此每个炉辊都有可能使得钢带产生辊印。
3.一般情况下,钢带表面上的炉印是在生产过程中,粘附在焊缝处的焊渣或者热轧产生的翘皮粘附到炉辊表面,炉辊在传输带钢时,在钢带表面上产生周期性的炉辊辊印。由于连续退火炉中炉室属于密封的空间,里面充满氮气和氢气,人无法通过进入炉内处理结瘤。因此一旦钢带表面上的产生辊印,一般都会造成批量产品不符合要求。如果结瘤无法在线处理掉,就需要开炉,人工进入炉内处理,每次开炉和起炉的成本大约在30万,造成巨大经济损失。
技术实现要素:
4.1、要消除的问题
5.针对生产中存在的问题,本发明提供一种不开启连续退火炉即可快速消除炉内结瘤方法,快速处理掉结瘤,保证生产继续进行。
6.2、技术方案
7.为消除上述问题,本发明采用如下的技术方案:
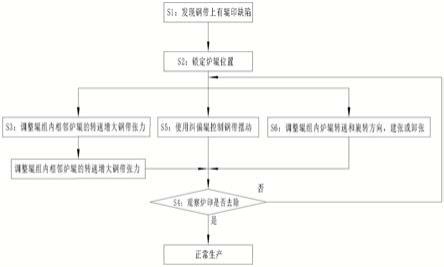
8.本发明提供一种快速消除炉辊表面结瘤的方法,包括s1:发现钢带表面出现有辊印;s2:锁定携带结瘤的炉辊位置;s3:使用控制台控制结瘤所在区域的辊组内相邻炉辊差速转动或单个炉辊变加速转动;s4:观察钢带上辊印是否消失,如果消失则恢复生产,如果未消失返回执行s3步骤。
9.优选的,s2步骤中,测量携带辊印的钢带上相邻辊印的长度,依据该长度计算粘接着结瘤的炉辊直径,对照辊径表锁定携带结瘤的炉辊位置。
10.优选的,s3步骤中,差速转动是指利用控制台调控所述辊组中携带结瘤的炉辊和与其相邻的炉辊转速,使得位于前部炉辊转速大于位于后部炉辊转速,来增大钢带的张力,在炉辊转动时将结瘤压入钢带内部,并随钢带移动从所述炉辊上脱离。
11.优选的,其特征在于,变速转动是指携带结瘤的炉辊以一定加速度增加或降低转速,使之与钢带之间产生相对位移,辅助压入钢带内的结瘤从所述炉辊上脱离。
12.优选的,所述相邻炉辊差速转动时的速度差为0.05~1m/s。
13.优选的,所述单个炉辊变加速转动的加速度为0.05~0.15m/s2。
14.优选的,使用s5步骤替换s3步骤,s6:使用所述辊组内的纠偏辊带动钢带在所述炉辊上沿着炉辊轴向往复摆动,周期摆动的钢带推动结瘤沿着所述炉辊轴向移动,直至从所述炉辊边缘处脱落。
15.优选的,使用s6步骤替换s3步骤,s6:控制所述辊组内反复调换炉辊转动方向,使得钢带在所述辊组反复建立或卸除张力,在此过程中,结瘤因与钢带反复摩擦而掉落。
16.优选的,s1步骤后,降低钢带传输速度,并相对应的降低退火炉温度。
17.优选的,用于连续退火炉中,清除炉辊上结瘤。
18.3、有益效果
19.相比于现有技术,本发明的有益效果为:
20.(1)本发明提供一种快速消除炉辊表面结瘤的方法,一种快速消除炉辊表面结瘤的方法,包括s1:发现钢带表面出现有辊印;s2:锁定携带结瘤的炉辊位置;s3:使用控制台控制结瘤所在区域的辊组内相邻炉辊差速转动或单个炉辊变加速转动;s4:观察钢带上辊印是否消失,如果消失则恢复生产,如果未消失返回执行s3步骤。
21.使用相邻炉辊差速转动,利用钢带和结瘤之间互相作用,使得结瘤从炉辊上脱离。在不打开退火炉的前提下即可消除辊印,能够快速恢复生产,减少经济损失。通过钢带和结瘤之间制携带结瘤的炉辊以及与其相邻的炉辊转速,增大此区域内钢带张力,使得比较坚硬的结瘤压入钢带内部,并随钢带移动,脱离炉辊。这种方法能够快速有效的将坚硬的结瘤从炉辊上去除。
22.在增加张力后,控制携带结瘤的炉辊变加速运动,使所述炉辊与钢带之间产生相对位移,炉辊上的结瘤由于钢带剪切,使得结瘤从所述炉辊上脱离。这种方法能去除一些虽然能够压入钢带内部,但是无法跟随钢带从炉辊上脱离的结瘤。
23.(2)辊组中有纠偏辊,纠偏辊具有纠正钢带在炉辊上位置能力,因此可以利用纠偏辊带动钢带在所述炉辊上沿着炉辊轴向进行往复摆动,通过钢带推动结瘤向所述炉辊轴向移动,直至从所述炉辊上掉落。这种方法适合硬度较小的结瘤,此种结瘤无法压入钢带内部,只能通过摩擦推动方式,将结瘤从炉辊表面移除。
24.(3)控制辊组内反复调换炉辊转动方向,使得钢带在所述辊组上建立或卸除张力。在此过程中,当钢带即将脱离辊组时候,钢带只和结瘤接触,此时炉辊转动,结瘤因与钢带之间产生摩擦而掉落。反复进行此操作,直到结瘤脱落为止。
附图说明
25.图1为本发明去除炉印方法流程图;
26.图2为本发明中辊组局部示意图;
27.图3为炉辊上的结瘤被压入钢带中示意图;
28.图4为纠偏辊带动钢带位移和结瘤移动示意图;
29.图5为建张示意图;
30.图6为卸张示意图;
31.图中:
32.1、辊组;11、炉辊;12、纠偏辊;
33.2、结瘤;
34.3、钢带。
具体实施方式
35.下文对本发明的示例性实施例的详细描述参考了附图,该附图形成描述的一部分,在该附图中作为示例示出了本发明可实施的示例性实施例。尽管这些示例性实施例被充分详细地描述以使得本领域技术人员能够实施本发明,但应当理解可实现其他实施例且可在不脱离本发明的精神和范围的情况下对本发明作各种改变。下文对本发明的实施例的更详细的描述并不用于限制所要求的本发明的范围,而仅仅为了进行举例说明且不限制对本发明的特点和特征的描述,以提出执行本发明的最佳方式,并足以使得本领域技术人员能够实施本发明。因此,本发明的范围仅由所附权利要求来限定。
36.以下结合附图做具体说明:
37.生产过程中,由于连续退火炉中氮气和氢气充满整个炉室,属于密封的空间,人为无法通过进入炉内处理结瘤2。因此需要提供在线不停产的去除粘附在炉辊11表面的结瘤2,避免钢带3长时间因表面产生炉印,不合格,造成巨大的经济损失。本发明提供的技术方案一种快速消除炉辊11表面结瘤2的方法就是为了解决上述问题。
38.实施例一:
39.预备步骤:
40.在连续退火炉正常运转时,表面外观检测设备或人工发现钢带(材质为spcc:一般用冷轧碳钢薄板及钢带)3表面存在辊印时,立即采取降低钢带3传输速度、减少喷火嘴方式降低连续退火炉温度等,降低速度是为了降低不良钢带3产量,对应得降低退火炉温度,避免钢带3因降低速度过热熔化,一般正常生产的钢带厚度为0.1~3.0mm,宽度为500~1800mm。
41.人工截取部分携带辊印的钢带3,将这部分钢带3抓取到质检台,测量钢带3表面相邻辊印的长度,此长度为炉辊11截面圆的周长,按照圆的周长计算得到携带结瘤2的炉辊11直径,然后和连续退火炉设备说明书中记载的辊径表(炉辊11直径表)进行比对,即可锁定携带结瘤2的炉辊11在连续退火炉中所在的位置。
42.除印步骤:
43.(1)控制辊组中携带结瘤的相邻炉辊使用差速转动方式去除结瘤:
44.每个工艺段均有单独的辊组1驱动钢带3传送,辊组1内包括若干炉辊11。找到携带结瘤2的炉辊11后,人工在连续退火炉控制台上调控该区域内的辊组1的转动速度和方向,促使钢带3和结瘤2之间相互作用,利用钢带3将炉辊11上的结瘤2去除。
45.调控结瘤2所在区域的辊组1,使得辊组1内的位于前部炉辊11和位于后部炉辊11之间转速不同(结瘤2位于位于前部炉辊11或者位于后部炉辊11中),当位于前部炉辊11转速大于位于后部炉辊11转速时,由于前后部炉辊之间转速差,使得钢带3张力持续增大。携带结瘤2的炉辊11继续带动钢带3输送时,结瘤2会被完全压入钢带3中,并随着钢带3传送,从炉辊11上脱离。
46.具体操作方式,每一个炉辊11分为操作侧和传动侧,两侧都有轴承,炉辊11安装在轴承里面。每个炉辊11的传动侧均通过联轴器与一个变频电机(控制炉辊11变速转动)相
连,且每个电机都装有测速编码器,测速编码器一般与炉辊11轴相联,在炉辊11轴旋转的时候,测速编码器就会输出脉冲信号,并将该脉冲信号传递给plc控制器(位于控制台内)。根据plc控制器在单位时间内收到的脉冲总量,计算并调控对应出炉辊11速度。
47.钢带张力及炉辊相关参数总表1:
[0048][0049]
钢带厚度及炉辊转速差及加减速度参数表2:
[0050][0051]
经过如上理论分析,结合生产经验的总结,得出上述参数表。生产时只需根据钢带厚度,选择相关炉辊参数,结合具体生产实际,进行炉辊的转速控制,直到完成张力加载,张力加载范围不得超过钢带最大张力要求,避免钢带断裂。
[0052]
当需要增加张力时,只需将对应的钢带加速度输入plc控制器,plc控制器根据测得的当前位于前部炉辊11和位于后部炉辊11的转速来自动调控,使得位于前部炉辊11和位于后部炉辊11之间形成指定的转速差,完成对钢带3张力的增加。当张力增加到指定值时,去除前辊和后辊之间速度差,即可使钢带3维持该张力传送。
[0053]
但是,有些结瘤2虽然被压入钢带3中,但是结瘤2在炉辊11上粘接的比较牢固,如果结瘤2陷入到钢带3里面不够深,或者钢带3对结瘤2的夹持力不够大,结瘤2依然不会从炉辊11上脱离。
[0054]
为此,使用变频电机控制炉辊11变速转动,炉辊11在变速转动时,炉辊11在钢带3上打滑,携带结瘤2的炉辊11与钢带3之间产生相对位移。当结瘤2压进入钢带3中时,由于两者之间位移,结瘤2受到炉辊11切线方向剪切力而脱离炉辊11。
[0055]
实施例二:
[0056]
(2)控制辊组中纠偏辊带动钢带沿着炉辊轴向往复摆动方式去除结瘤:
[0057]
有些炉印是由钢带3毛刺造成的,其为扁平片状,这类结瘤2无法压入钢带3内部,所以不能使用实施例一中方式消除。为此提供以下方法消除此类结瘤2。
[0058]
连续退火炉中有用于防止钢带3跑偏的纠偏辊12,调控连续退火炉控制台参数,使得携带结瘤2的炉辊11区域中的炉辊12控制钢带3沿着炉辊11轴向往复摆动摆,由于炉辊11处于旋转状态中,当炉辊11上的结瘤2转动到与钢带3接触时,钢带3会推动结瘤2向炉辊11一侧移动;当炉辊11上结瘤2转动到并未与钢带3接触区域时,钢带3回到原位置,并在与结
瘤2下次接触时,推动结瘤2移动,直到将结瘤2完全推出到炉辊11一侧,并从这一侧掉落。当然,在此过程中结瘤2很有可能松动后直接从炉辊11上掉落,到达去除结瘤2目的。
[0059]
实施例三:
[0060]
(3)控制辊组中炉辊正反方向反复调整转动方向去除结瘤:
[0061]
为了进一步去除结瘤2,本发明还提供了一种对钢带3反复卸张(卸除张力)和建张(建立张力)方法,其具体操作方法同实施例一。
[0062]
每个炉辊11旋转方向及转速都是由连续退火炉控制台控制,带动炉辊11旋转的电机为变频电机,可以控制炉辊11转速。当炉辊11同时向与钢带3传送相反方向转动时,钢带3卸张,此过程中,持续卸张时钢带3逐渐炉辊11上脱离,当钢带3即将从炉辊11上脱离时,炉辊11继续保持转动,并且在钢带3上摩擦,结瘤2因与钢带3摩擦掉落。同理,卸张后可以使电机带动炉辊11正转,建立张力,在建立张力过程中,炉辊11也会和钢带3摩擦去除结瘤2。在此过程中,反复调整炉辊转动方向,反复建立和卸除张力,直到去除结瘤为止。
[0063]
上述三种方法都是控制炉辊,改变炉辊运动状态来促使钢带与炉辊互相作用(如摩擦,如增大钢带张力等),还有其他方式通过炉辊控制钢带运行状态,来消除结瘤,均属于本发明保护范围。
[0064]
以上示意性的对本发明及其实施方式进行了描述,该描述没有限制性,附图中所示的也只是本发明的实施方式之一,实际的结构并不局限于此。所以,如果本领域的普通技术人员受其启示,在不脱离本发明创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。