技术特征:
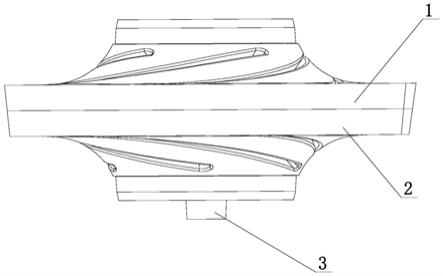
1.一种双相不锈钢双流道叶轮铸造工艺,包括以下步骤:1)砂芯制备:砂芯包括上叶轮砂芯、下叶轮砂芯、中央芯棒砂芯、第一成型砂芯和第二成型砂芯,所述上叶轮砂芯采用第一成型芯壳加工成型,所述下叶轮砂芯采用第二成型芯壳加工而成,所述中央芯棒砂芯采用第三成型芯壳加工而成,所述第一成型砂芯和第二成型砂芯采用第四成型芯壳加工而成,若干所述第一成型砂芯和若干所述第二成型砂芯装配在上叶轮砂芯、下叶轮砂芯的型槽内,所述中央芯棒砂芯插接在下叶轮砂芯的中央孔内,并将上叶轮砂芯和下叶轮砂芯拼接成整体砂芯;2)制作外模:根据产品外形加工出外模;3)浇铸:先将外模置于砂箱内,形成外模砂型,然后再将整体砂芯下芯到外模砂型之中,最后将钢液通过浇注系统注入砂型内,浇铸成型;4)开箱、落砂:打开砂箱,落砂,取出成型的铸件。2.如权利要求1所述的双相不锈钢双流道叶轮铸造工艺,其特征在于:所述上叶轮砂芯和下叶轮砂芯采用树脂砂制成,所述第一成型砂芯和所述第二成型砂芯采用烙铁矿砂制成。3.如权利要求2所述的双相不锈钢双流道叶轮铸造工艺,其特征在于:所述上叶轮砂芯和下叶轮砂芯加工时在第一成型芯壳和第二成型芯壳内喷撒铬铁矿砂,再填入树脂砂,使上叶轮砂芯和下叶轮砂芯外侧形成铬铁矿砂外表面,并将烙铁矿砂制成的所述第一成型砂芯和所述第二成型砂芯卡入上叶轮砂芯和下叶轮砂芯的型槽内。4.如权利要求3所述的双相不锈钢双流道叶轮铸造工艺,其特征在于:整体砂芯位于钢水接触部位,预先刷涂三遍醇基锆英粉涂料。5.如权利要求1所述的双相不锈钢双流道叶轮铸造工艺,其特征在于:所述砂箱包括上箱和下箱,所述上箱位于双流道叶轮的轴孔处的位置处设置第一冒口,所述上箱位于双流道叶轮上侧口环与叶片的交接部位处设置第二冒口,所述下箱位于双流道叶轮下侧口环与叶片的交接部处设第三冒口。6.如权利要求5所述的双相不锈钢双流道叶轮铸造工艺,其特征在于:所述第一冒口、第二冒口和第三冒口的大小为对应部位热节的2
‑
2.5倍。7.如权利要求5所述的双相不锈钢双流道叶轮铸造工艺,其特征在于:所述第一冒口、第二冒口和第三冒口均为发热冒口,发热冒口是在制作冒口时加入铝热剂,助熔剂,氧化剂和绝热保温材料制成。8.如权利要求5所述的双相不锈钢双流道叶轮铸造工艺,其特征在于:所述下箱体位于第三冒口之间的位置设置外冷铁。9.如权利要求5所述的双相不锈钢双流道叶轮铸造工艺,其特征在于:开箱、落砂完成后需要去除所述第一冒口、第二冒口和第三冒口。10.如权利要求9所述的双相不锈钢双流道叶轮铸造工艺,其特征在于:去除第一冒口、第二冒口和第三冒口之前需要进行均匀化热处理,去除第一冒口、第二冒口和第三冒口之后需要进行固溶热处理。
技术总结
本发明涉及一种双相不锈钢双流道叶轮铸造工艺,包括以下步骤:1)砂芯制备、2)制作外模、3)浇铸、4)开箱、落砂,砂芯包括上叶轮砂芯、下叶轮砂芯、中央芯棒砂芯、第一成型砂芯和第二成型砂芯装配而成,铸造的双流道叶轮结构精准,产品质量好,且工艺简单,生产效率高,废品率低,且采用双相不锈钢材料铸造而成,具有耐腐蚀、高强度、寿命长、寿命周期成本低等优点。寿命周期成本低等优点。寿命周期成本低等优点。
技术研发人员:姚杰 李如康 邓飞虎
受保护的技术使用者:无锡灵通新材料有限公司
技术研发日:2021.10.18
技术公布日:2021/12/16
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。