1.本发明涉及一种金属芯头,具体涉及一种铸造用金属芯头及其使用金属芯头的排气方法。
背景技术:
2.铸造是使金属液一举变成零件的方法,这样生产出来的零件则称谓铸件。生产铸件要有一个型腔,型腔的形状决定铸件的形状。把液态金属(或称熔融金属)注入型腔,然后使之冷却并变成固体,就得到了我们要的铸件了。但很多铸件都是很复杂的,有的铸件有复杂的内腔,有的铸件有简单的内腔。这些形成内腔的砂胎我们叫型芯,用型砂制成的型芯叫砂芯,制成这些内腔的方法叫制芯。
3.砂芯是型腔的一部分,主要是用来获得铸件的内腔,穿透孔的铸件外形不易取出的部分或个别要求型砂强度较高的部位。有时,砂型全部可由砂芯组成(既组芯造型)。
4.有砂芯就要有芯头,芯头的主要作用是:固定砂芯,排除气体。根据砂芯在型腔中的安放情况,芯头可分为:垂直的、水平的、悬臂的三种类型。为了使芯头能起到固定砂芯的作用,对于芯头的大小和形状有一定的要求。
5.砂芯主要靠芯头固定在砂型上。对于垂直砂芯,为了保证其轴线垂直,牢固地固定在砂型上,必须有足够的芯头尺寸。对于水平砂芯,必须有足够的芯头长度,以承受砂芯的重力和金属液的浮力。
6.为了避免铸件内产生气孔缺陷,必须排除浇注时砂芯内产生的气体。砂芯的排气是通过芯头将砂芯中的气体引出的。
7.到目前为止,砂芯主体与芯头都是同一种材料的,它们是一体的。因为它们是同时在同一模具中出来的,因此,现在各工厂在砂芯芯头使用方法与缺陷排列如下:1、使用方法:(1)、在砂芯芯头处设计有排气道、芯骨(用于支撑砂芯,防止砂芯变形的骨架,通常采用钢筋等制作);(2)、芯头是和砂芯主体用同种芯砂,并一起做出来;(3)、用芯盒模具或射芯机、芯盒模具生产出来。
8.2、缺陷:(1)、芯头如果小一些,则排气不畅,造成铸件内腔有气孔等缺陷;(2)、不能最大限度地利用有限截面积进行排气;(3)、薄片砂芯易弯曲,甚至断裂,导致铸件出现夹砂等缺陷;(4)、使用耐高温覆膜砂会增加成本;(5)、很难生产出小芯头大空腔的铸件;(6)、由于操作工艺要求很高,费时费力,稍有不慎便造成大批量废品。
技术实现要素:
9.本发明的主要目的是提供在砂芯制造工艺上提供一个好用的金属芯头形状及排气方法,并且能生产出小芯头大空腔的铸件,使之既能排气又使得制芯工艺简单,省时省力,从而避免了废品的产生。
10.为了完成上述目的,本发明提供了一种铸造用金属芯头,金属芯头为砂芯的芯头部分,砂芯还包括砂芯主体部分,金属芯头能够与铸件浇铸为一体。
11.优选的,当砂芯的形状为薄片型时,金属芯头为内部中空的壳体,金属芯头上穿插有排气棒。
12.进一步优选的,金属芯头包括中空的呈长方体形状的连接部分,砂芯主体部分的一端插入连接部分,连接部分的另一端呈弧状,且连接部分的另一端的两侧分别向外延伸形成管状的连接管,排气棒从其中的一个连接管穿入进入连接部分后从另一个连接管穿出。
13.优选的,当砂芯的形状为方形体时,砂芯主体部分为相对应的两端互相贯通的箱体结构,金属芯头贴附在砂芯主体部分的两侧。
14.进一步优选的,金属芯头包括贴附在砂芯主体部分的外板和设置在外板上的连接板,连接板上设有与砂芯主体部分连通的通孔。
15.本发明还提供一种铸造用金属芯头的排气方法,砂芯主体部分与金属芯头连接,砂芯主体部分内的气体能够通过金属芯头内排放在砂型外,铸件成型后,金属芯头能够与铸件浇铸为一体。
16.优选的,当砂芯的形状为扁平类结构时,金属芯头为内部中空的壳体,金属芯头上穿插有排气棒,排气棒与砂型的外部相同,砂芯主体部分内产生的气体通过排气棒排出。
17.优选的,当砂芯的形状为方形体时,金属芯头包括贴附在砂芯主体部分的外板和设置在外板上的连接板,连接板上设有与砂芯主体部分连通的通孔,砂芯主体部分为相对应的两端互相贯通的箱体结构,金属芯头通过外板贴附在砂芯主体部分相互贯通的两端。
18.本发明的有益效果为:金属芯头形状及排气方法的使用能够最大限度地利用有限截面积进行排气,解决了薄片油道砂芯的排气问题,解决了大砂芯小芯头的排气不畅,同时解决了因砂芯产生的气孔和砂芯涂料脱落而产生的废品问题,使得本技术具有一下优点:1、利用了金属件或金属板不易熔透的原理进行排气;2、给出了如何进行排气的方法;3、使用金属芯头、槽型金属零件等不会影响铸件的正常补缩,有时会有利于铸件的补缩;4、金属芯头、槽型金属零件和铸件一样,可加工,可成为铸件的一部分,不影响铸件的性能;5、不影响铸件的收缩与凝固。
附图说明
19.下面结合附图和具体实施方式对本发明作进一步详细的说明。
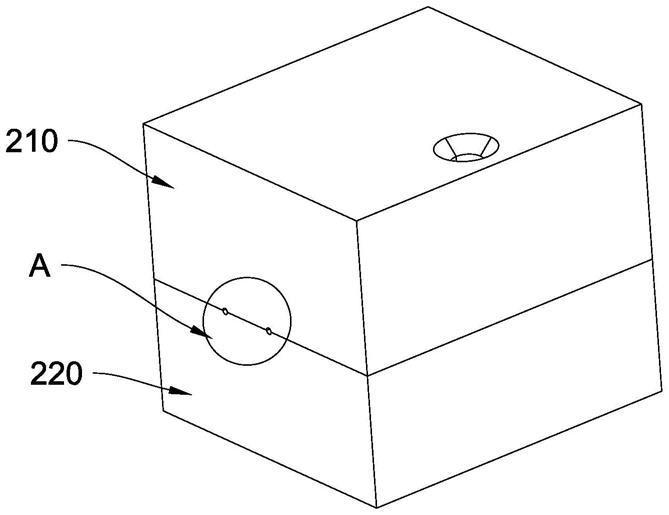
20.图1是本发明的第一实施例的铸件合箱后的示意图;
图2是图1中的a部分的放大示意图;图3是本发明的第一实施例的铸件打磨后的外观示意图;图4是本发明的第一实施例的铸件浇铸后开箱后的示意图;图5是本发明的第一实施例的下箱的结构示意图;图6是本发明的第一实施例的砂芯放置在下箱后的结构示意图;图7是本发明的第一实施例的砂芯的结构示意图;图8是本发明的第一实施例的金属芯头的结构示意图;图9是本发明的第一实施例的砂芯主体部分的结构示意图;图10是本发明的第二实施例的铸件未清理的结构示意图;图11是本发明的第二实施例的铸件清理后的内部结构示意图;图12是本发明的第二实施例的砂芯的结构示意图;图13是图12的正视图;图14是本发明的第二实施例的砂芯的内部剖视图;图15是本发明的第二实施例的金属芯头的结构示意图;图16是本发明的第二实施例的金属芯头的另一角度的示意图;图17是本发明的第二实施例的砂芯主体部分的结构示意图;图18是本发明的第二实施例的铸件在砂箱中的结构示意图。
21.附图标记说明201、通风孔;210、上箱; 220、下箱;230、铸件;240、砂芯;241、金属芯头;2411、外板;2412、连接板;242、砂芯主体部分;100、铸件;110、铸件浇铸部分;111、铸件内腔;112、型腔;120、砂芯;121、金属芯头;122、砂芯主体部分;130、排气棒;150、砂型。
具体实施方式
22.下面结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。在下面的描述中阐述了很多具体细节以便于充分理解本发明,但是本发明还可以采用其他不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本发明内涵的情况下做类似推广,因此本发明不受下面公开的具体实施例的限制。
23.第一实施例如图3所示,本实施例提供了一种铸造用金属芯头,金属芯头241能够与铸件230一体铸造成型。在本实施例中,金属芯头241为砂芯240的芯头部分,砂芯240还包括砂芯主体部分242,在浇铸完毕后,等待铸件冷却后,金属芯头241能够与铸件230浇铸为一体。在本实施例中,根据铸件材质的不同,选用不同材质的金属芯头241,一般情况下,金属芯头241的材质与铸件230的材质相同,如有特殊要求,金属芯头241的材质也可以与铸件230的材质不同。在浇铸过程中,铁水的温度选择,可以根据材质的不同,选用不同的浇铸温度。
24.在本实施例中,如图6、图7和图9所示,砂芯240的形状为方形体时,或者砂芯240的体积较大时,砂芯主体部分242为相对应的两端互相贯通的箱体结构,金属芯头241贴附在
砂芯主体部分242的两侧。具体的,金属芯头241包括贴附在砂芯主体部分242的外板2411和设置在外板上的连接板2412,连接板2412上设有与砂芯主体部分241连通的通孔。
25.在本实施例中,如图6和图5所示,当把砂芯240放置在下沙想220上后,下砂箱220上开设有通风沟槽,通风沟槽的位置与连接板2412上的通孔相对应,在上砂箱210上同样开设有通风沟槽。合箱后(其状态如图1所示),这样上砂箱210上的通风沟槽和下砂箱220上的通风沟槽相互组合,形成通风孔201,这样,型腔中的气体通过通风孔201排出砂箱外。
26.需要说明的是,如图4所示,当铸件230(此时的铸件属于铸件毛坯)浇铸完毕后,并开箱后(即将上砂箱210和下砂箱220分离,另外,具体的铸件浇铸过程和开箱工艺可以根据材质的不同制定不同的工艺,本实施例仅是用于说明金属芯头的排气方法和金属芯头的结构),可见,金属芯头241的外板2411是浇铸于铸件230内部的,连接板2412是有部分外露于铸件230外的,而这部分外露于铸件230外的连接板2412需要打磨掉,才可以得到最终的铸件。
27.第二实施例在本实施例中,铸件100的形状为扁平状(如图10所示),铸件100的内腔较小(如图11所示),需要将砂芯120的形状制作为薄片型,此时,金属芯头121为内部中空的壳体(如图15和16所示),在金属芯头121上穿插有排气棒130(如图12至图14所示),当砂芯120安装在砂型上后,在砂型上设有通孔(如图18所示),以便排气棒130通过通孔将砂芯主体部分122产生的气体排出,排气棒130在制作砂芯120使用,使得砂芯120的一端为中空的管状,同时,排气棒130也可以保证砂芯主体部分122底部的完整,防止砂芯主体部分122底部变形或者损坏。另外,在浇铸过程中,排气棒130也可防止砂芯主体部分122产生移位,从而防止铸件内腔111不符合要求。具体的,在本实施例中,金属芯头121包括中空的呈长方体形状的连接部分,砂芯主体部分122的一端插入连接部分,连接部分的另一端呈弧状,且连接部分的另一端的两侧分别向外延伸形成管状的连接管,同时,为了防止金属芯头121在砂型上产生翻转现象,在连接管上设有板状的挡板,排气棒130从其中的一个连接管穿入进入连接部分后从另一个连接管穿出。
28.在本实施例中,如图18所示,在未浇铸时,浇铸区域112即为型腔,当铁水浇入型腔后,最终形成铸件100。在浇铸过程中,砂芯主体部分122产生的气体通过金属芯头121排出砂型150外(如图18中箭头方向所示)。另外,在本实施例中,排气棒130并不与铸件100结合为一体,最终排气棒130是要取出的。浇铸完毕的铸件毛坯通过将露出两端的连接管打磨掉后,即可得到最终的铸件100。
29.显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。