技术特征:
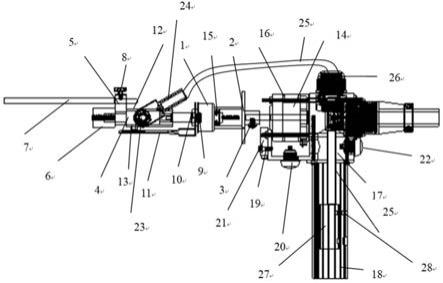
1.一种智能电弧焊枪装置,包括握把(18),握把(18)上设有第二步进电机(14),所述第二步进电机(14)来回转动带动焊条(7)沿固定半径做周期性圆弧摆动,其特征在于:第二步进电机(14)和焊条(7)之间设有伸缩机构(1),所述伸缩机构(1)一端和第二步进电机(14)连接,一端和焊条(7)连接,带动焊条(7)上下移动,第二步进电机 (14)的电机轴紧固连接磁栅盘套(2),磁栅盘套(2)套在伸缩机构外壳(1d)上固定,所述伸缩机构(1)前端设有伸缩杆(1b),所述伸缩杆(1b)由plc或单片机组成的控制系统控制,在方形导轨(1f)内伸出和缩进,所述伸缩杆(1b)后端设有旋转螺纹杆(1c),插入磁栅盘套(2)前端空心套筒(2a)内,第一步进电机(1a)通过控制系统带动旋转螺纹杆(1c)做螺旋运动。2.如权利要求1所述的智能电弧焊枪装置,其特征在于:伸缩机构(1)外壳设有安装孔(1g)连接限位薄片(11),所述限位薄片(11)中间开设限位方孔(11a),馈电接头(4)外部包裹绝缘套管(12),绝缘套管(12)侧面(12)开设方槽(12a), 方槽(12a)内粘接有限位销(13);限位薄片(11)和限位销(13)上均固定信号线。3.如权利要求1所述的智能电弧焊枪装置,其特征在于:所述伸缩杆(1b)前端设有圆形销(1e),圆形销(1e)伸入馈电接头(4)内利用弹性卡套(4b)卡紧,弹性卡套(4b)在旋套(4c)作用下卡住圆形销(1e),旋套(4c)利用螺纹和馈电轴体(4a)连接。4.如权利要求3所述的智能电弧焊枪装置,其特征在于:馈电轴体(4a)前端套接有可旋转夹头(5),旋转夹头(5)套入馈电轴体(4a)外侧,再利用绝缘转子(6)配合螺纹紧固旋转夹头(5);旋转夹头(5)侧面开设有焊条插孔(5a)和顶丝螺纹孔(5b),焊条(7)插入焊条插孔(5a)并固定。5.如权利要求4所述的智能电弧焊枪装置,其特征在于:馈电轴体(4a)中段加工有馈电螺纹孔(4d),利用馈电螺栓(23)和馈电螺母固定两个接线铜鼻(24),接线铜鼻(24)内接两根柔性电缆(25),柔性电缆(25)穿过固定接头(26)进入固定座(17)内,再经过握把内部接到馈电接头(27)上后利用顶丝螺栓d(28)固定,所述馈电接头(27)和焊接电源电缆连接。6.如权利要求5所述的智能电弧焊枪装置,其特征在于:所述可旋转夹头(5)、柔性电缆(25)表面涂有绝缘漆。7.如权利要求1
‑
5任一项权利要求所述的智能电弧焊枪装置,其特征在于:第二步进电机(14)固定在固定座(17)上,固定座(17)下端连接握把(18),固定座(17)前端连接电磁接近开关(21),,磁栅盘套(2)中段设有带有缺口的盘体(2b),当盘体(2b)随第二步进电机(14)转动时,缺口(2c)也跟着转动,当缺口(2c)靠近电磁接近开关(21)时,电磁接近开关(21)失去电磁信号随即产生一个信号,将该信号发送给控制系统,由控制系统控制第二步进电机(14)停止转动。8.如权利要求7所述的智能电弧焊枪装置,其特征在于:固定座(17)上还安装有三个复位按钮,两个第一复位按钮(20)位于固定端下端(17)的两侧,一个第二复位按钮(22)位于固定端(17)的后端,按动所述第一复位按钮(20)将焊枪摆动中心复位到焊缝坡口中心,按动所述第二复位按钮(22)使伸缩机构(1)处于最长伸出位置。9.一种利用如权利要求1
‑
8任一项权利要求所述的智能电弧焊枪装置引弧方法,包括以下步骤:步骤s01:接通电源;伸缩机构(1)以较慢的速度匀速向前伸缩,带动焊条(7)缓慢向前送进;步骤s02:当焊条(7)端部金属芯和工件接触时,首先利用焊接电流传感器测得的电流值i1并将该值经过a/d转化模块转换成数字量送入plc或单片机组成的控制电路,将电
流值i1和短路接触阈值i2进行比较;步骤s03:当电流值i
1 >i0时表明焊条(7)端部铁芯与工件接触,形成短路,此时plc或单片机组成的控制电路发出指令同时控制第二步进电机(14)正转一定角度以及伸缩机构(1)回缩一定距离,从而带动焊条一边回抽,一边快速转动,实现智能辅助划擦引弧功能,步骤s04:第二步进电机(14)正转一定角度以及伸缩机构(1)回缩一定距离结束后,如果电压传感器检测到的焊条端部和工件之间的电压值u1小于一个较小的阈值u2,则表明此时焊条(7)已和工件粘住形成短路,立即发出报警信号由人工切断焊接电源;如果u1大于阈值u2,继续判断u1是否小于一个略小于焊接电源空载电压的阈值u0,如果是,则表面引弧成功,继续进行正常的焊接过程;如果不是,则表面电弧熄灭,引弧未成功,将第二步进电机反转到初始位置后,接着伸缩机构重复送出过程,重新进行辅助划擦引弧动作流程。10.一种利用如权利要求1
‑
8任一项权利要求所述的智能电弧焊枪装置的弧长补偿调节方法,包括以下步骤:焊接电弧正常引燃以后,不断利用电压传感器检测实施电弧电压值u1,将检测到的u1和事先设定的电弧电压值u2作比较,如果u1值高于u2,则表明电弧电压过高,容易熄弧,将pid环节输出的控制电压u(t)换算成脉冲信号作为第一步进电机(1a)的速度信号,u(t)的正负作为第一步进电机(1a)的方向信号,从而在一定范围内通过第一步进电机(1a)带动微型机构伸缩,带动电弧长度调节,最终实现电弧电压辅助补偿调节功能。
技术总结
本发明提供了一种智能电弧焊枪装置、引弧方法和弧长补偿调节方法,握把上设有第二步进电机,第二步进电机和焊条之间设有伸缩机构,伸缩机构一端和第二步进电机连接,一端和焊条连接,第二步进电机的电机轴紧固连接磁栅盘套,磁栅盘套套在伸缩机构外壳上固定,伸缩杆由控制系统控制,在方形导轨内伸出和缩进,伸缩杆后端设有旋转螺纹杆,插入磁栅盘套前端空心套筒内,第一步进电机通过控制系统带动旋转螺纹杆做螺旋运动。本发明提出一种适合全位置智能辅助手工电弧焊枪装置,能够克服上述背景技术当中的引弧困难,弧长控制难以及电弧摆动难操作的技术难点,降低手工电弧焊对操作者技能要求,提高手工电弧焊焊接质量,降低手工电弧焊综合成本。弧焊综合成本。弧焊综合成本。
技术研发人员:朱征宇 王庆翔 向雨寒 彭淇 张自强 赵先锐 潘铭 杜训柏
受保护的技术使用者:南京翔创科技有限公司
技术研发日:2021.08.25
技术公布日:2021/12/16
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。