1.本发明涉及铸件机加工技术领域,特别涉及一种壳体夹具结构及立式加工中心。
背景技术:
2.一些铸件成型后,需要进行机加工处理,如钻孔、倒角等。如图1所示的壳体毛坯01,其成型后需要加工小端面011、大端面012和法兰013,目前加工方式为:利用卧加加工法兰和法兰上的两个孔,立加加工下端面和上端面,立车加工外径。因此,在整个加工过程,需要用到三台机床、三道工序,工人要更换3套工装,并且现有工装每次只能装夹一件产品。现有的加工方式操作繁琐、效率低。
技术实现要素:
3.本发明旨在解决现有技术中立式加工中心的壳体毛坯夹具操作不便、浪费时间和人力的技术问题。
4.为了达到上述目的,本发明的技术方案有:
5.一种壳体夹具结构,包括:所述第一工装包括第一基座、第一安装柱、前内撑组件、后内撑组件和压块组件;其中,所述第一基座与卧加加工台连接,所述第一安装柱设置在所述第一基座上;多个所述后内撑组件环绕第一安装柱布置,所述前内撑组件连接在所述后内撑组件上,所述前内撑组件和后内撑组件用于顶紧壳体毛坯的内壁;多个所述压块组件环绕所述后内撑组件设置,其用于压紧壳体毛坯;
6.所述第二工装包括第二基座、第二安装柱和定位块组件;其中,所述第二基座与卧加加工台连接,所述第二安装柱设置在所述第二基座上,且所述第二安装柱上设置有多个安装孔,所述安装孔的直径与壳体毛坯的外径相匹配;所述定位块组件用于锁紧所述壳体毛坯和所述第二安装柱。
7.本发明的壳体夹具结构具有第一工装和第二工装,壳体毛坯安装在第一工装上时,其大端面朝内,小端面朝外,前内撑组件和后内撑组件与壳体毛坯配合能够完成定心定位,压块组件能够紧压壳体毛坯;壳体毛坯安装在第二工装上时,其大端面朝外,小端面朝内,定位块组件能够对壳体毛坯定心并锁紧。工人只需要更换两套工装即可完成壳体毛坯的机加工处理,并且第一工装和第二工装上均可以同时安装多个壳体毛坯,能够提高工作效率。
8.进一步,所述第一安装柱的外周面均匀分布有四个第一安装面,其每个第一安装面上均设置有前内撑组件、后内撑组件和多个压块组件。
9.进一步,所述第一安装柱的外周面均匀分布有四个第二安装面,其每个第一安装面上均设置有至少一个安装孔;安装在相邻的两个第二安装面上的壳体毛坯上下错开。
10.进一步,所述前内撑组件包括内撑座、上压缩弹簧、内撑板、压紧螺杆;
11.所述内撑座包括内撑底板和竖直设置在内撑底板上的内撑竖板;
12.所述内撑板的中部与所述内撑竖板铰接,内撑板的内侧端部与压紧螺杆的螺帽下
沿相抵,内撑板的外侧端部与壳体毛坯的内壁相抵;
13.所述压紧螺栓与所述内撑底板螺纹连接;
14.所述上压缩弹簧套设在所述压紧螺杆外,且上压缩弹簧的两端分别与所述内撑板、内撑底板相抵。
15.进一步,所述内撑板的外侧端部向后折弯,且所述外侧端部的端面为弧面。
16.进一步,所述后内撑组件包括基体板、驱动装置、顶块、内撑块;
17.所述基体板连接所述第一安装柱和所述驱动装置;
18.所述顶块连接所述驱动装置,所述顶块的外周面设置有第一锥面;
19.多个所述内撑块环绕所述顶块设置,所述内撑块的内侧端部设置有第二锥面;所述内撑块的外侧端部用于顶紧壳体毛坯的内壁;
20.所述顶块在所述驱动装置的驱动下向前移动,并通过所述第二锥面和第一锥面的配合将内撑块向外推动。
21.进一步,所述后内撑组件还包括芯板、芯轴压板和下压缩弹簧;
22.所述芯板内部中空,所述顶块设置在所述芯板内,所述内撑块穿过所述芯板后与壳体毛坯的内壁相抵;
23.所述压缩弹簧设置在所述顶块和所述芯轴压板之间;
24.所述芯轴压板与所述前内撑组件连接。
25.进一步,所述驱动装置包括加力杆、扭力杆和推块;
26.所述加力杆与基体板上的螺纹孔配合,加力杆的下端连接所述推块;
27.所述扭力杆垂直连接于所述加力杆;
28.所述推块具有第一斜面,所述第一斜面与顶块下端的第二斜面相配合;
29.所述扭力杆在外力的作用下带动加力杆向下螺旋推进,以使所述推块向下移动,并且在第一斜面和第二斜面的配合作用下将顶块向前推进。
30.进一步,所述定位块组件包括定位块芯轴、压紧螺母和内撑螺栓;
31.所述定位块芯轴穿设于壳体毛坯的法兰上的定位孔,其内部中空,且内周面具有第三锥面;
32.所述压紧螺母与所述定位块芯轴的螺纹配合;
33.所述内撑螺栓穿过所述定位块芯轴,且末端与所述第二基座螺纹连接;所述内撑螺栓的外周面具有第四锥面;在外力作用下,所述内撑螺栓向第二基座内侧移动,所述定位块芯轴在第三锥面和第四锥面的配合作用下向外膨胀。
34.本发明还提供一种卧式加工中心,其包括上述的壳体夹具结构;所述卧式加工中心还包括卧加加工台,所述壳体夹具结构的第一工装和第二工装均固定在所述卧加加工台上。
35.为了更好地理解和实施,下面结合附图详细说明本发明。
附图说明
36.图1是背景技术中壳体毛坯的立体图;
37.图2是本发明的第一工装的立体图;
38.图3是本发明的第二工装的立体图;
39.图4是本发明的第一工装的剖视图;
40.图5是本发明的前内撑组件和后内撑组件的局部剖视图;
41.图6是本发明的第二工装的剖视图;
42.图7是图6中a处的放大图。
43.其中,01、壳体毛坯,011、小端面,012、大端面,013、法兰,1、第一工装,2、第二工装,3、卧加加工台,11、第一基座,12、第一安装柱,13、前内撑组件,14、后内撑组件,15、压块组件,16、校正块,21、第二基座,22、第二安装柱,23、定位块组件,131、内撑座,132、上压缩弹簧,133、内撑板,134、压紧螺杆,135、轴销,141、基体板,142、驱动装置,143、顶块,144、内撑块,145、芯板,146、芯轴压板,147、下压缩弹簧,221、安装孔,222、第二安装面,231、定位块芯轴,232、压紧螺母,233、内撑螺栓,1421、加力杆,1422、扭力杆,1423、推块。
具体实施方式
44.为了更好地阐述本发明,下面参照附图对本发明作进一步的详细描述。
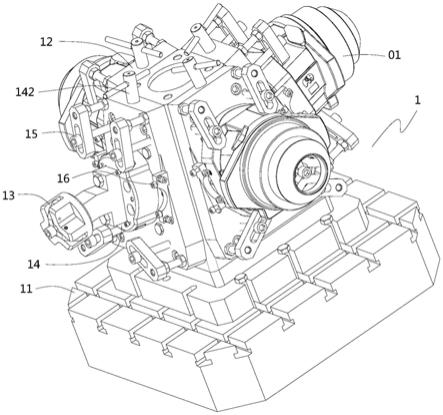
45.如图2和图3所示,本发明的壳体夹具结构,包括:所述第一工装1包括第一基座11、第一安装柱12、前内撑组件13、后内撑组件14和前内撑组件15;其中,所述第一基座11与卧加加工台3连接,所述第一安装柱12设置在所述第一基座11上;多个所述后内撑组件14环绕第一安装柱12布置,所述前内撑组件13连接在所述后内撑组件14上,所述前内撑组件13和后内撑组件14用于顶紧壳体毛坯01的内壁;多个所述前内撑组件15环绕所述后内撑组件14设置,其用于压紧壳体毛坯01;
46.所述第二工装2包括第二基座21、第二安装柱22和定位块组件23;其中,所述第二基座21与卧加加工台3连接,所述第二安装柱22设置在所述第二基座21上,且所述第二安装柱22上设置有多个安装孔221,所述安装孔221的直径与壳体毛坯01的外径相匹配;所述定位块组件23用于锁紧所述壳体毛坯01和所述第二安装柱22。
47.所述第一工装1上还设置有两个校正块16,所述两个二校正块16关于所述后内撑组件对称设置,用于初步对准壳体毛坯。所述压块组件15包括压块和用于调整压块高度的螺栓和螺母,所述压块用于压紧壳体毛坯的大端面的凸沿。
48.本发明的壳体夹具结构具有第一工装1和第二工装2,壳体毛坯01安装在第一工装1上时,其大端面012朝内,小端面011朝外,前内撑组件13和后内撑组件14与壳体毛坯01配合能够完成定心定位,前内撑组件15能够紧压壳体毛坯01;壳体毛坯01安装在第二工装2上时,其大端面012朝外,小端面011朝内,定位块组件23能够对壳体毛坯01定心并锁紧。工人只需要更换两套工装即可完成壳体毛坯01的机加工处理,并且第一工装1和第二工装2上均可以同时安装多个壳体毛坯01,能够提高工作效率。
49.所述第一安装柱12的外周面均匀分布有四个第一安装面(图中未标出),其每个第一安装面上均设置有前内撑组件13、后内撑组件14和多个前内撑组件15。
50.具体地,在本实施例中,所述第一安装柱12整体呈四棱台的形状,第一安装柱12的四个斜面形成所述第一安装面,本实施例的第一工装1可以同时安装四个壳体毛坯01。需要说明的是,本发明实施例对第一安装柱12的形状不作限制,可以根据工件的具体尺寸设计为其他形状,如三棱台、五棱台等。
51.所述第一安装柱12的外周面均匀分布有四个第二安装面222,其每个第一安装面
上均设置有至少一个安装孔221;安装在相邻的两个第二安装面222上的壳体毛坯01上下错开。具体地,在本实施例中,所述第二安装柱22整体呈长方体的形状,第二安装柱22的四个外表面形成所述第二安装面222。在本实施例中,每个第二安装面222设置有上、下两个所述安装孔221,安装壳体毛坯01时每个第二安装面222安装一个壳体毛坯01且相邻两个第二安装面222上的壳体毛坯01上下错开,以避免加工时发生干涉。需要说明的是,本发明实施例对第二安装柱22的形状不作限制,可以根据工件的具体尺寸设计为其他形状,如三棱柱、五棱柱等,第二安装面222上的安装孔221数量也可以根据需要设计相应的数量。
52.如图4所示,所述前内撑组件13包括内撑座131、上压缩弹簧132、内撑板133、压紧螺杆134;
53.所述内撑座131包括内撑底板和竖直设置在内撑底板上的内撑竖板;
54.所述内撑板133的中部与所述内撑竖板铰接,具体地,所述内撑底板上设置有多个内撑竖板,两个相邻的内撑竖板之间设置有轴销135,该轴销135穿设于所述内撑板133的中部。内撑板133的内侧端部与压紧螺杆134的螺帽下沿相抵,内撑板133的外侧端部与壳体毛坯01的内壁相抵;
55.所述压紧螺栓与所述内撑底板螺纹连接;所述上压缩弹簧132套设在所述压紧螺杆134外,且上压缩弹簧132的两端分别与所述内撑板133、内撑底板相抵。
56.所述内撑板133的外侧端部向后折弯,且所述外侧端部的端面为弧面。所述内撑板133的外侧端部向后折弯,则内撑板133绕轴销135旋转时,内撑板133的外侧端部离壳体毛坯01的内壁越来越近,起到顶紧的作用。所述内撑板133的外侧端面设置为弧面,能够避免挂上壳体毛坯01的内壁。
57.压紧螺栓在外力的作用下向后拧紧,内撑板133的内侧端部被压,内撑板133的外侧端部翘起而顶紧壳体毛坯01的内壁,达到定心定位的作用
58.如图4所示,所述后内撑组件14包括基体板141、驱动装置142、顶块143、内撑块144;所述基体板141连接所述第一安装柱12和所述驱动装置142;所述顶块143连接所述驱动装置142,所述顶块143的外周面设置有第一锥面;多个所述内撑块144环绕所述顶块143设置,具体地,在本实施例中,四个所述内推块1423环绕所述顶块143设置。所述内撑块144的内侧端部设置有第二锥面;所述内撑块144的外侧端部用于顶紧壳体毛坯01的内壁;所述顶块143在所述驱动装置142的驱动下向前移动,并通过所述第二锥面和第一锥面的配合将内撑块144向外推动。
59.如图5所述后内撑组件14还包括芯板145、芯轴压板146和下压缩弹簧147;所述芯板145内部中空,所述顶块143设置在所述芯板145内,所述内撑块144穿过所述芯板145后与壳体毛坯01的内壁相抵。所述压缩弹簧设置在所述顶块143和所述芯轴压板146之间;所述芯轴压板146与所述前内撑组件13连接。所述芯板145和芯轴压板146之通过螺栓锁紧。
60.如图4所示,所述驱动装置142包括加力杆1421、扭力杆1422和推块1423;所述加力杆1421与基体板141上的螺纹孔配合,加力杆1421的下端连接所述推块1423;所述扭力杆1422垂直连接于所述加力杆1421;所述推块1423具有第一斜面,所述第一斜面与顶块143下端的第二斜面相配合;所述扭力杆1422在外力的作用下带动加力杆1421向下螺旋推进,以使所述推块1423向下移动,并且在第一斜面和第二斜面的配合作用下将顶块143向前推进。
61.其中,上述外力可以为工人的推力,工人推动所述扭力杆1422,带动加力杆1421旋
转。由于加力杆1421与所述基体板141上螺纹孔配合,加力杆1421向下移动,推动与其相连接的推块1423也向下移动。通过第一斜面和第二斜面的配合,所述顶块143向前移动;通过第一锥面和第二锥面的配合,内推块1423向外移动与壳体毛坯01的内壁相抵,进而起到定心的作用。
62.如图6和图7所示,所述定位块组件23包括定位块芯轴231、压紧螺母232和内撑螺栓233;所述定位块芯轴231穿设于壳体毛坯01的法兰013上的定位孔,其内部中空,且内周面具有第三锥面;所述压紧螺母232与所述定位块芯轴231的螺纹配合;所述内撑螺栓233穿过所述定位块芯轴231,且末端与所述第二基座21螺纹连接;所述内撑螺栓233的外周面具有第四锥面;在外力作用下,所述内撑螺栓233向第二基座21内侧移动,所述定位块芯轴231在第三锥面和第四锥面的配合作用下向外膨胀。
63.其中,需要说明的是,在非装配状态下,所述定位块芯轴231与法兰013上的定位孔间隙配合;当所述定位块芯轴231膨胀完成后,所述定位块芯轴231与法兰013上的定位孔过盈配合。
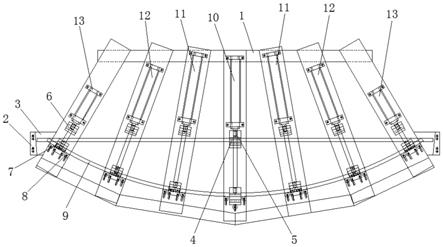
64.本发明还提供一种卧式加工中心,其包括上述的壳体夹具结构;所述卧式加工中心还包括卧加加工台3,所述壳体夹具结构的第一工装1和第二工装2均固定在所述卧加加工台3上。
65.在本发明的描述中,需要理解的是,术语“竖向”、“横向”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为便于描述本发明和简化描述,而不是指示或暗指所指的装置或元件必须具有特定的方位、为特定的方位构造和操作,因而不能理解为对本发明保护内容的限制。
66.如果本文中使用了“第一”、“第二”等词语来限定零部件的话,本领域技术人员应该知晓:“第一”、“第二”的使用仅仅是为了便于描述本发明和简化描述,如没有另外声明,所述词语并没有特殊的含义。
67.本发明并不局限于所述实施方式,如果对本发明的各种改动或变形不脱离本发明的精神和范围,倘若这些改动和变形属于本发明的权利要求和等同技术范围之内,则本发明也意图包含这些改动和变形。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。