manufacturing thereof”的国际专利文献公开了一种具有高成形性的高强度冷轧钢板。在该专利文献所公开的技术方案中,其成分为:c:0.19%~0.24%、mn:1.9%~2.2%、si:1.4%~1.6%、al:0.01%~0.06%、cr:0.2%~0.5%、p≤0.02%、s≤0.003%,任选的一种或几种:nb:0.0010%~0.06%、ti:0.001%~0.08%、v:0.001%~0.1%、ca:0.001%~0.005%,余量为fe和不可避免杂质。需要指出的是,该技术方案所涉及的钢种的抗拉强度≥1150mpa,延伸率≥13%、扩孔率≥30%,虽然其抗拉强度较高,但是加入了较多的cr及nb、ti元素,因而,不适合作为成本控制要求非常严格的汽车用钢。
技术实现要素:
8.本发明的目的之一在于提供一种塑性优异的超高强度钢,该塑性优异的超高强度钢采用了简单的成分设计,其充分利用c、si以及mn元素对材料相变的影响规律,以保证钢板的强度以及延展性能,其屈服强度为850~1000mpa,抗拉强度为1180~1300mpa,均匀延伸率≥11%,断裂延伸率为15%~20%,具有良好的使用前景和价值。
9.为了实现上述目的,本发明提出了一种塑性优异的超高强度钢,其化学元素质量百分比为:
10.c:0.26~0.30wt%;
11.si:0.8~1.00wt%;
12.mn:2.80~3.30wt%;
13.al:0.04~0.08wt%;
14.余量为fe和其他不可避免的杂质。
15.在本发明所述的技术方案中,采用了普通碳硅锰钢成分设计,充分利用c、si、mn元素对材料相变的影响规律,从而实现了本发明所述的高强度钢在高强度与高延展性的统一,并最终得到性能优异的钢板产品。各化学元素的设计原理具体如下所述:
16.c:在本发明所述的塑性优异的超高强度钢中,c是最重要的固溶强化元素,对于可以有效保证钢的强度。钢中c元素的质量百分比越高,残余奥氏体的分数越多,配分时c在残余奥氏体中的富集程度越高,有利于增强残余奥氏体稳定性,产生trip效应,提高材料延展性。但需要注意的是,钢中c含量过高会降低钢的焊接性,若钢中的c的质量百分比超过0.30%,淬火后容易出现较多孪晶,增加裂纹敏感性。基于此,在本发明所述的塑性优异的超高强度钢中,将c的质量百分比控制在0.26~0.30wt%之间。
17.在一些优选的实施方式中,c元素的质量百分比可以控制在0.26~0.28wt%之间。
18.si:在本发明所述的塑性优异的超高强度钢中,si元素在配分处理过程中可以强烈抑制渗碳体形成,从而促进碳向残余奥氏体中富集,提高残余奥氏体的稳定性。有效抑制渗碳体所需si元素的含量至少为0.8%,需要注意的是,若钢中si元素含量过高,则会降低钢的高温塑性,增大热轧缺陷发生率。同时,si含量过高时会在钢板表面形成稳定氧化物,对后续的酸洗工序产生不利影响。基于此,在本发明所述的塑性优异的超高强度钢中将si的质量百分比控制在0.8~1.00wt%之间。
19.在一些优选的实施方式中,si元素的质量百分比可以控制在0.9~1.00wt%之间。
20.mn:在本发明所述的塑性优异的超高强度钢中,mn元素能够扩大奥氏体相区,降低ms和mf点,有效提高奥氏体稳定性和钢的淬透性,降低临界转变速率,有利于残余奥氏体保
存至室温。同时mn也是较为重要的固溶强化元素,但需要注意的是,钢中mn元素含量过高,会恶化耐腐蚀性能和焊接性能,同时也加剧晶粒粗化趋势,降低钢的塑性和韧性。基于此,在本发明所述的塑性优异的超高强度钢中将mn的质量百分比控制在2.80~3.30wt%之间。
21.在一些优选的实施方式中,mn元素的质量百分比可以控制在2.9~3.1wt%之间。
22.al:在本发明所述的塑性优异的超高强度钢中,al元素以固溶态存在时,其不仅能够增加层错能,同时也可以抑制渗碳体析出和γ到马氏体转变,提高奥氏体稳定性。此外,al元素还可以与c、n形成细小弥散分布的难溶质点,可以细化晶粒,但是al的强化效果弱于si,稳定奥氏体的能力也较si弱。若钢中al元素的质量百分比过高,则容易形成大量氧化物夹杂,不利于钢水的洁净度。因此,在本发明所述的塑性优异的超高强度钢中控制al的质量百分比在0.04~0.08wt%之间。
23.进一步地,在本发明所述的塑性优异的超高强度钢中,其各化学元素的质量百分比满足下列各项的至少其中之一:
24.c:0.26~0.28wt%;
25.si:0.9~1.00wt%;
26.mn:2.9~3.1wt%。
27.进一步地,在本发明所述的塑性优异的超高强度钢中,还含有下列各元素的至少其中之一:
28.0<cr≤0.05wt%;
29.0<mo≤0.05wt%;
30.0<nb≤0.03wt%;
31.0<ti≤0.05wt%;
32.0<v≤0.03wt%;
33.0<b≤0.001wt%。
34.上述的cr、mo、nb、ti、v以及b元素均可以进一步提高本发明所述的高强度钢的性能。例如:cr、mo元素可以提高钢的淬透性,调节钢的强度,但是cr会在钢板表面发生富集,影响焊接性能,而mo的质量百分比较高会导致钢的冷轧变形抗力增大。又例如:nb、ti、v元素可以与c形成细小的碳化物,促进组织细化,但是此类细小碳化物的形成不利于c向残余奥氏体中富集与残余奥氏体的稳定化。而b元素的主要作用是提高钢的淬透性,b容易在奥氏体晶界偏聚,延缓奥氏体向铁素体转变,含量较低就有明显效果,b的质量百分比过高会引起钢强度升高,不利于得到良好塑形。因此,可以将b的质量百分比控制为0<b≤0.001%。
35.此外,上述元素的加入会增加材料的成本,综合考虑到性能与成本控制,在本发明所述的技术方案中,可以优选地添加上述元素的至少其中之一。
36.更进一步地,在本发明所述的塑性优异的超高强度钢中,其中各化学元素满足下列各项的至少其中之一:
37.0<cr≤0.03wt%;
38.0<mo≤0.03wt%;
39.0<nb≤0.01wt%;
40.0<ti≤0.03wt%;
41.0<v≤0.01wt%。
42.进一步地,在本发明所述的塑性优异的超高强度钢中,在其他不可避免的杂质中:p≤0.01wt%,s≤0.01wt%,n≤0.006wt%。
43.上述方案中,p、s和n元素均为杂质元素,其中,p虽然能起到固溶强化作用,抑制碳化物形成,有利于提高残余奥氏体的稳定性,但是p的质量百分比过高会弱化晶界,增大材料脆性,恶化焊接性能,也就是说p元素的正面作用弱于其负面作用,因此,优选地将p的质量百分比控制为p≤0.01wt%。而至于n,由于n的质量百分比过高会给炼钢、连铸带来困难,不利于夹杂物控制,因此,优选地将n的质量百分比控制为n≤0.006wt%。相应地,钢中s元素的质量百分比过高将会明显恶化材料的塑性,因此将s的质量百分比控制为s≤0.01wt%。
44.进一步地,在本发明所述的塑性优异的超高强度钢中,其微观组织为20%~40%的铁素体 50%~70%的马氏体 残余奥氏体。
45.进一步地,在本发明所述的塑性优异的超高强度钢中,其中在铁素体中,10μm以下的晶粒占比90%以上,5μm以下的晶粒占比60%以上。
46.进一步地,在本发明所述的塑性优异的超高强度钢中,其中残余奥氏体的平均晶粒尺寸≤2μm;并且/或者残余奥氏体中平均c含量≥1.1wt%。
47.进一步地,在本发明所述的塑性优异的超高强度钢中,其屈服强度为850~1000mpa,抗拉强度为1180~1300mpa,均匀延伸率≥11%,断裂延伸率为15%~20%。
48.相应地,本发明的另一目的在于提供上述的塑性优异的超高强度钢的制造方法,该制造方法通过采用薄板坯连铸工艺配合酸洗或酸轧工艺,在连续退火后获得塑性优异的超高强度钢。该制造方法生产简单,所得到的高强度钢在同等强度条件下,进一步提高钢的延伸率。
49.为了实现上述目的,本发明提出了上述的塑性优异的超高强度钢的制造方法,其包括步骤:
50.(1)冶炼和薄板坯连铸:其中连铸出口端的板坯厚度控制为55~60mm;
51.(2)加热;
52.(3)热轧:热轧后钢带表面氧化皮厚度≤6μm,并且热轧后带钢表面氧化皮中的(feo fe3o4)≤40wt%;
53.(4)酸洗或者酸洗 冷轧;
54.(5)连续退火:在800~920℃退火,以3~10℃/s的冷速缓冷至690~760℃,以获得一定比例的铁素体;再快冷至250~350℃,冷却速度为50~100℃/s,使奥氏体部分转变为马氏体;然后再加热至360~460℃,保温100~400s,最后冷却至室温。
55.在本发明所述的技术方案中,由于步骤(1)采用的是薄板坯连铸,因此,可以省却粗轧工序,减小热轧变形量,从而保证在后续的步骤(4)以及步骤(5)的钢板性能。此外,由于步骤(1)采用的是薄板坯连铸,其可以通过充分利用板坯热量,降低加热所需能耗,从而获得更加均匀的铁素体或铁素体 珠光体组织,有利于后续步骤(5)中的成品微观组织中保持一定量的细晶粒铁素体,提高组织均匀性,有利于提高塑性。
56.而在步骤(3)中,控制热轧后钢带表面氧化皮厚度≤6μm,并且热轧后带钢表面氧化皮中的(feo fe3o4)≤40wt%,可以有利于后续在步骤(4)的进行,并对连续退火后所获得
的钢板性能有着重要影响,这是因为:在本发明所述的技术方案中,feo、fe3o4比fe2o3更加难酸洗,而控制本案的热轧后钢带表面氧化皮厚度以及热轧后带钢表面氧化皮中的(feo fe3o4)≤40wt%可以提高酸洗效果,获得可用于直接连续退火的酸洗板表面,而由于酸洗板可以直接进行连续退火,使得热轧组织变形量小,钢板组织以铁素体与珠光体或贝氏体为主,因而,在相同连续退火条件下可以降低材料强度,使得组织更加均匀,从而获得优异的延展性。
57.而在步骤(5)中,通过控制800~920℃的退火温度可以形成均匀化的奥氏体组织或奥氏体 铁素体组织;然后以3~10℃/s的冷速缓冷至690~760℃,以进一步调整组织中铁素体的含量,提高材料的塑形;之后以50~100℃/s的速度冷却至250~350℃(即介于ms与mf温度之间),这是因为:为保证冷却过程仅发生马氏体相变临界冷却速度需不小于50℃/s,而若冷速超过100℃/s后生产成本将大幅上升。此时,奥氏体部分转变为马氏体,保证钢具有较高的强度;再加热至360~460℃并保温100~400s,使碳在马氏体和奥氏体中发生配分,形成一定量富碳的残余奥氏体,稳定保持到室温,由于trip效应,可以显著提高钢的加工硬化能力和成形性,得到塑性优异的超高强度钢板。上述配分工艺设定如此是因为:当再加热温度低于360℃或再加热时长少于100s时钢中残余奥氏体稳定化过程不充分,最终室温下获得的残余奥氏体含量将不足;当再加热温度高于460℃或再加热时长多于400s时钢发生明显的回火软化,会导致最终的材料强度明显下降。
58.由于本案的超高强度钢是采用高碳、高锰的成分设计及铁素体晶粒细化机理,因而在连续退火过程中,奥氏体逆相变的形核点增多的同时,尺寸进一步细化,稳定保持到室温的残余奥氏体的平均晶粒尺寸可以≤2μm;残余奥氏体中平均c含量≥1.1%。另外,由于采用高si设计,因而,快速冷却形成的马氏体在配分过程中基本不发生分解,以保证组织中马氏体的含量,保证钢的强度。
59.进一步地,在本发明所述的制造方法中,在步骤(1)中,控制连铸拉速为2~5m/min。
60.进一步地,在本发明所述的制造方法中,在步骤(2)中,将板坯加热到1200~1300℃。
61.进一步地,在本发明所述的制造方法中,在步骤(3)中,控制终轧温度为860~930℃,卷取温度为450~600℃。
62.进一步地,在本发明所述的制造方法中,在步骤(4)中,当采用酸洗 冷轧步骤时,控制其变形量为40%~70%。
63.进一步地,在本发明所述的制造方法,在步骤(5)中,控制连续退火工艺满足下述各项的至少其中之一:
64.退火温度820~870℃;
65.以3~10℃/s的冷速缓冷至700~730℃;
66.快冷至270~330℃;
67.快冷后再加热至400~430℃,保温150~300s;
68.控制连续退火炉内还原性气氛中氢气的体积含量10~15%。
69.本发明所述的塑性优异的超高强度钢及其制造方法相较于现有技术具有如下所述的优点以及有益效果:
70.本发明所述的高强度钢以碳硅锰钢为基础,不添加任何昂贵的合金元素,通过优化碳硅锰配比,获得具有优异延展性的高强度冷轧钢板。
71.本发明所述的制造方法生产工艺独特,由于采用了薄板坯连铸技术,在组织均匀性及偏析控制方面具有先天优势。所获得的超高强度钢在同等强度条件下,延伸率可显著提高,在汽车安全结构件中将具有较好的应用前景,特别适合于制造形状复杂、对成形性能要求高的车辆结构件和安全件,如a/b柱、车门防撞杆、纵梁、保险杠等。
附图说明
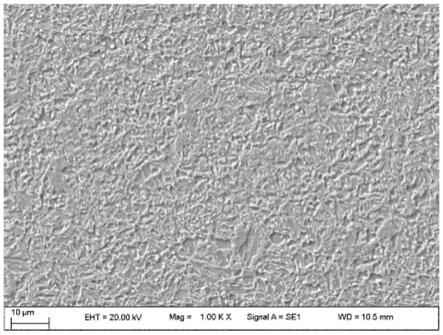
72.图1为实施例4的超高强度钢的微观组织照片。
73.图2为实施例4的超高强度钢的相组成ebsd照片。
具体实施方式
74.下面将结合说明书附图以及具体的实施例对本发明所述的塑性优异的超高强度钢及其制造方法做进一步的解释和说明,然而该解释和说明并不对本发明的技术方案构成不当限定。
75.实施例1-24以及对比例1-3
76.实施例1-24的塑性优异的超高强度钢采用以下步骤制得:
77.(1)按照表1所示的化学成分进行冶炼和薄板坯连铸:其中连铸出口端的板坯厚度控制为55~60mm,并且控制连铸坯拉速为2~5m/min。
78.(2)加热:将板坯加热到1200~1300℃。
79.(3)热轧:热轧后钢带表面氧化皮厚度≤6μm,并且热轧后带钢表面氧化皮中的(feo fe3o4)≤40wt%,控制终轧温度为860~930℃,卷取温度为450~600℃。
80.(4)酸洗或者酸洗 冷轧:当采用酸洗 冷轧步骤时,控制其变形量为40%~70%。
81.(5)连续退火:在800~920℃退火,以3~10℃/s的冷速缓冷至690~760℃,以获得一定比例的铁素体;再快冷至250~350℃,冷却速度为50~100℃/s,使奥氏体部分转变为马氏体;然后再加热至360~460℃,保温100~400s,最后冷却至室温。
82.需要说明的是,在一些优选的实施方式中,在步骤(5)中,可以进一步控制参数满足下述各项的至少其中之一:
83.退火温度820~870℃;
84.以3~10℃/s的冷速缓冷至700~730℃;
85.快冷至270~330℃;
86.快冷后再加热至400~430℃,保温150~300s;
87.控制连续退火炉内还原性气氛中氢气的体积含量10~15%。
88.而对比例1-3则采用常规工艺制造获得。
89.表1列出了实施例1-24的塑性优异的超高强度钢以及对比例1-3的对比钢的各化学元素的质量百分配比。
90.表1.(wt%,余量为fe和除了p、s以及n以外的其他不可避免的杂质)
[0091][0092][0093]
表2-1以及表2-2列出了实施例1-24的塑性优异的超高强度钢以及对比例1-3的对比钢的具体工艺参数。
[0094]
表2-1.
[0095][0096][0097]
表2-2.
[0098][0099]
表3列出了实施例1-24的塑性优异的超高强度钢以及对比例1-3的对比钢的力学性能测试结果。
[0100]
表3.
[0101]
[0102][0103]
由表3可以看出,本案实施例1-24的塑性优异的超高强度钢在保证强度的同时,延展性能同样表现优异,其屈服强度ys为850~1000mpa,抗拉强度ts为1180~1300mpa,均匀延伸率uel均≥11%,断裂延伸率tel为15%~20%。
[0104]
表4实施例1-24的塑性优异的超高强度钢的微观组织观察结果。
[0105]
表4.
[0106]
[0107][0108]
结合表3和表4可以看出,本案实施例1-24的塑性优异的超高强度钢的微观组织为20%~40%的铁素体 50%~70%的马氏体 残余奥氏体,其中在铁素体中,10μm以下的晶粒占比90%以上,5μm以下的晶粒占比60%以上,残余奥氏体的平均晶粒尺寸≤2μm;并且/或者残余奥氏体中平均c含量≥1.1wt%。由此,说明了本案各实施例的塑性优异的超高强度钢由于具有一定量的细晶粒铁素体,并组织均匀性好,因而,使得各个实施例的高强度钢可以在强度高的同时具有极好的塑性。
[0109]
图1为实施例4的超高强度钢的微观组织照片。
[0110]
图2为实施例4的超高强度钢的相组成ebsd照片。
[0111]
结合图1和图2可以看出,实施例4的超高强度钢的微观组织为20%~40%的铁素体 50%~70%的马氏体 残余奥氏体,其中在铁素体中,10μm以下的晶粒占比90%以上,5μm以下的晶粒占比60%以上,残余奥氏体的平均晶粒尺寸≤2μm;并且/或者残余奥氏体中平均c含量≥1.1wt%。
[0112]
综上所述可以看出,本发明所述的超高强度钢以碳硅锰钢为基础,不添加任何昂贵的合金元素,通过优化碳硅锰配比,且采用薄板坯连铸技术,在组织均匀性及偏析控制方面具有先天优势。
[0113]
本发明所述的制造方法生产工艺简单,所获得的超高强度钢在同等强度条件下,延伸率可显著提高,在汽车安全结构件中将具有较好的应用前景,特别适合于制造形状复杂、对成形性能要求高的车辆结构件和安全件,如a/b柱、车门防撞杆、纵梁、保险杠等。
[0114]
需要说明的是,本发明的保护范围中现有技术部分并不局限于本技术文件所给出的实施例,所有不与本发明的方案相矛盾的现有技术,包括但不局限于在先专利文献、在先公开出版物,在先公开使用等等,都可纳入本发明的保护范围。
[0115]
此外,本案中各技术特征的组合方式并不限本案权利要求中所记载的组合方式或是具体实施例所记载的组合方式,本案记载的所有技术特征可以以任何方式进行自由组合
或结合,除非相互之间产生矛盾。
[0116]
还需要注意的是,以上所列举的实施例仅为本发明的具体实施例。显然本发明不局限于以上实施例,随之做出的类似变化或变形是本领域技术人员能从本发明公开的内容直接得出或者很容易便联想到的,均应属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。