1.本实用新型涉及曲轴车加工设备技术领域,具体涉及一种曲轴车加工自动顶尖防错检测装置。
背景技术:
2.数控曲轴车床上装备有径向的双x轴伺服电机及溜板、两个12工位的电动刀塔、轴向的双z轴伺服电机及溜板、左右双车头同步驱动、手动分度机构、自动排屑器等部件,在对工件进行上料加工的过程中机械手抓起工件送入车床夹具进行加工。
3.但是现有的曲轴车加工自动顶尖装置在曲轴车加工机械手上料、尾架液压顶尖自动顶上曲轴中心孔时,曲轴车加工自动顶尖装置不具有防错检测装置,经常发生顶尖未顶入中心孔的现象。
技术实现要素:
4.为解决上述背景技术中提出的问题,本实用新型提供了一种曲轴车加工自动顶尖防错检测装置,具有能自动防错检测的特点。
5.为实现上述目的,本实用新型提供如下技术方案:一种曲轴车加工自动顶尖防错检测装置,包括尾架座,所述尾架座的左侧贯穿开设有安装孔,所述安装孔的内部安装有液压套筒,所述液压套筒的左右两端分别贯穿安装孔并延伸至安装孔的外部,所述液压套筒的左侧安装有活络顶尖,所述液压套筒的外侧壁右侧套接有固定环,所述固定环的外侧壁上端固定连接有位置调节片,所述尾架座的右侧上端固定连接有固定板,所述固定板的左侧贯穿开设有固定孔,所述固定孔的内部安装有位置传感器。
6.为了方便调节位置调节片的位置和防止位置调节片倾斜,作为本实用新型一种曲轴车加工自动顶尖防错检测装置优选的,所述液压套筒的外侧壁下端开设有滑槽,所述固定环的内侧壁固定连接有与滑槽相匹配的滑块。
7.为了将位置传感器固定,作为本实用新型一种曲轴车加工自动顶尖防错检测装置优选的,所述位置传感器的外侧壁螺纹连接有两个螺帽,两个所述螺帽分别位于固定板的左右两侧。
8.为了不影响位置传感器检测数据,作为本实用新型一种曲轴车加工自动顶尖防错检测装置优选的,所述位置调节片的顶部高于位置传感器。
9.为了防止尾架座滑动,作为本实用新型一种曲轴车加工自动顶尖防错检测装置优选的,所述尾架座的下端面固定连接有防滑垫,所述防滑垫的下端面固定连接有防滑纹。
10.为了方便工作人员将固定环与液压套筒固定,作为本实用新型一种曲轴车加工自动顶尖防错检测装置优选的,所述固定环的内侧壁嵌入设置有电磁铁。
11.与现有技术相比,本实用新型的有益效果是:
12.1、该种曲轴车加工自动顶尖防错检测装置,使用时,通过驱动装置带动液压套筒向左移动,当活络顶尖顶入加工件中心孔时,位置传感器会感应到位置调节片,从而通过位
置传感器将信号传递给车床控制器,使得车床控制器自动开启车床对加工件进行加工,当活络顶尖自动顶紧动作完成后,位置传感器感应不到位置调节片时,车床不会启动,并且在规定的时间内会发出警报提醒工作人员,从而通过位置调节片和位置传感器的配合使用完成自动防错检测。
13.2、该种曲轴车加工自动顶尖防错检测装置,使用时,当需要调整位置调节片的位置时,只需沿着液压套筒移动固定环即可,此时滑块在滑槽的内部滑动,通过使用滑块和滑槽使得能移动固定环的同时、固定环和位置调节片不会出现倾斜现象。
14.综上所述,该种曲轴车加工自动顶尖防错检测装置,具有自动防错检测功能和方便调节位置调节片的位置的特点。
附图说明
15.附图用来提供对本实用新型的进一步理解,并构成说明书的一部分,与本实用新型的实施例一起用于解释本实用新型,并不构成对本实用新型的限制。
16.在附图中:
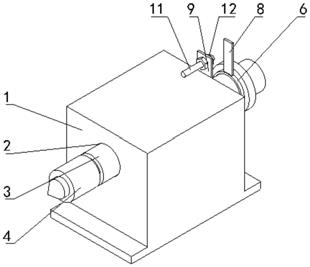
17.图1为本实用新型的一种曲轴车加工自动顶尖防错检测装置结构图;
18.图2为本实用新型的一种曲轴车加工自动顶尖防错检测装置爆炸图;
19.图3为本实用新型的一种曲轴车加工自动顶尖防错检测装置正视图。
20.图中,1、尾架座;2、安装孔;3、液压套筒;4、活络顶尖;5、滑槽;6、固定环;7、滑块;8、位置调节片;9、固定板;10、固定孔;11、位置传感器;12、螺帽;13、防滑垫。
具体实施方式
21.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
22.在本实用新型的描述中,需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
23.请参阅图1
‑
3,本实用新型提供以下技术方案:一种曲轴车加工自动顶尖防错检测装置,包括尾架座1,尾架座1的左侧贯穿开设有安装孔2,安装孔2的内部安装有液压套筒3,液压套筒3的左右两端分别贯穿安装孔2并延伸至安装孔2的外部,液压套筒3的左侧安装有活络顶尖4,液压套筒3的外侧壁右侧套接有固定环6,固定环6的外侧壁上端固定连接有位置调节片8,尾架座1的右侧上端固定连接有固定板9,固定板9的左侧贯穿开设有固定孔10,固定孔10的内部安装有位置传感器11。
24.本实施例中:使用时,通过驱动装置带动液压套筒3向左移动,当活络顶尖4顶入加工件中心孔时,位置传感器11会感应到位置调节片8,从而通过位置传感器11将信号传递给车床控制器,使得车床控制器自动开启车床对加工件进行加工,当活络顶尖4自动顶紧动作
完成后,位置传感器11感应不到位置调节片8时,车床不会启动,并且在规定的时间内会发出警报提醒工作人员,从而通过位置调节片8和位置传感器11的配合使用完成自动防错检测。
25.作为本实用新型的一种技术优化方案,液压套筒3的外侧壁下端开设有滑槽5,固定环6的内侧壁固定连接有与滑槽5相匹配的滑块7。
26.本实施例中:使用时,当需要调整位置调节片8的位置时,只需沿着液压套筒3移动固定环6即可,此时滑块7在滑槽5的内部滑动,通过使用滑块7和滑槽5使得能移动固定环6的同时、固定环6和位置调节片8不会出现倾斜现象。
27.作为本实用新型的一种技术优化方案,位置传感器11的外侧壁螺纹连接有两个螺帽12,两个螺帽12分别位于固定板9的左右两侧。
28.本实施例中:通过设置螺帽12,将位置传感器11固定在固定孔10的内部,从而使得位置传感器11不会轻易掉落。
29.作为本实用新型的一种技术优化方案,位置调节片8的顶部高于位置传感器11。
30.本实施例中:通过位置调节片8的顶部高于位置传感器11,从而避免了位置调节片8高度不够影响位置传感器11检测数据的问题。
31.作为本实用新型的一种技术优化方案,尾架座1的下端面固定连接有防滑垫13,防滑垫13的下端面固定连接有防滑纹。
32.本实施例中:通过设置防滑垫13和防滑纹,增加尾架座1的稳定性,防止尾架座1滑动影响加工件加工的问题。
33.作为本实用新型的一种技术优化方案,固定环6的内侧壁嵌入设置有电磁铁。
34.本实施例中:使用时,当调整好固定环6的位置后,启动电磁铁,使得电磁铁产生磁力将固定环6紧紧的吸附在液压套筒3的外侧壁,使得固定环6不会左右滑动,提高位置调节片8的稳定性。
35.本实用新型的工作原理及使用流程:使用时,通过驱动装置带动液压套筒3向左移动,当活络顶尖4顶入加工件中心孔时,位置传感器11会感应到位置调节片8,从而通过位置传感器11将信号传递给车床控制器,使得车床控制器自动开启车床对加工件进行加工,当活络顶尖4自动顶紧动作完成后,位置传感器11感应不到位置调节片8时,车床不会启动,并且在规定的时间内会发出警报提醒工作人员,从而通过位置调节片8和位置传感器11的配合使用完成自动防错检测。
36.以上仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。