1.本实用新型属于冲压模具技术领域,尤其涉及一种冲压模具的便捷式高精度定位机构。
背景技术:
2.目前,冲压模具是冲压加工中将材料加工成工件或半成品的一种工艺装备,是工业生产的主要工艺装备。用冲压模具生产零部件可以采用冶金厂大量生产的轧钢板或钢带为坯料,且在生产中不需加热,具有生产效率高、质量好、重量轻、成本低的优点。
3.现有技术中的冲压模具安装定位大都通过销钉实现。为了实现精确安装定位,销钉的配合间隙往往只有0.01mm,故销钉的拆卸需要通过专门的拉拔工具实现。但冲压模具的上下空间有限,拉拔工具操作不便,无法实现模具的快速装配。
4.例如,中国发明专利申请公开了一种便于退模的冲压模具[申请号:201911151869.5],该发明专利申请包括固定底座和上模座,所述固定底座的顶部与下模板废料切刀的底部固定连接,所述下模板废料切刀的顶部与凹模固定板的底部固定连接,所述下模板废料切刀的顶部与凹模的底部固定连接,所述上模座的顶部安装有模柄,所述上模座通过定位销钉与凸模固定板固定连接,所述凸模固定板的底部与凸模的顶部固定连接;所述凹模与凸模之间安装有卡料卸料装置,所述卡料卸料装置包括气缸、推杆、挤压块、滑块、伸缩杆和橡胶保护套,所述气缸通过固定杆与固定底座的顶部固定连接,所述气缸的输出端与推杆的底部固定连接,所述推杆的顶部与挤压块的一端固定连接,所述挤压块远离气缸的一端与滑块的一端活动连接,所述挤压块与滑块的连接端开设有滑轨,所述挤压块内部安装有固定块和减压弹簧,所述减压弹簧的底部与挤压块内一端固定连接,所述减压弹簧的顶部与固定块对应端固定连接,所述固定块远离减压弹簧的一端与连接杆的底端固定连接,所述连接杆的顶端与滑块固定连接,所述滑块远离挤压块的一端与伸缩杆的底部固定连接,所述伸缩杆的顶部套有橡胶保护套。
[0005]
该发明专利申请具有可使凹模在进行落料时能够更加的准确,避免凹模卡料情况的发生的优势,但其仍未解决上述问题。
技术实现要素:
[0006]
本实用新型的目的是针对上述问题,提供一种拆装便捷的冲压模具的便捷式高精度定位机构。
[0007]
为达到上述目的,本实用新型采用了下列技术方案:
[0008]
一种冲压模具的便捷式高精度定位机构,包括下模板和设置在下模板上的下模镶块,所述下模板上设有定位柱,所述定位柱一端凸出下模板表面,所述下模镶块内具有定位通道,所述定位通道一端贯通下模镶块侧面,另一端连通定位柱表面,还包括限位件,所述限位件的一端贯通过定位通道并压设在定位柱上。
[0009]
在上述的冲压模具的便捷式高精度定位机构中,所述定位柱的轴心线与限位件的
轴心线相互垂直。
[0010]
在上述的冲压模具的便捷式高精度定位机构中,所述限位件包括限位螺栓,所述限位螺栓表面具有外螺纹,定位通道表面具有内螺纹,限位螺栓与定位通道螺纹连接,转动限位螺栓可使限位螺栓的一端压设在定位柱上。
[0011]
在上述的冲压模具的便捷式高精度定位机构中,所述定位柱靠近定位通道的一侧表面设有向定位柱内部凹陷的定位槽,转动限位螺栓可使限位螺栓的一端压设在定位槽内。
[0012]
在上述的冲压模具的便捷式高精度定位机构中,所述定位槽表面具有内螺纹,限位螺栓端部与定位槽螺纹连接;或限位螺栓端部与定位槽过盈配合。
[0013]
在上述的冲压模具的便捷式高精度定位机构中,所述定位柱凸出下模板表面的高度与下模镶块的厚度相等。
[0014]
在上述的冲压模具的便捷式高精度定位机构中,所述下模镶块上还设有预定位孔,所述定位通道远离下模镶块侧面的一端与预定位孔相连通,所述定位柱的横截面积小于预定位孔的横截面积,且定位柱的一端位于预定位孔内。
[0015]
在上述的冲压模具的便捷式高精度定位机构中,所述预定位孔包括至少三条呈直线形的侧边,相邻两条侧边通过呈弧形的圆弧边相连接,移动下模镶块可使定位柱外表面与圆弧边相贴合。
[0016]
在上述的冲压模具的便捷式高精度定位机构中,所述圆弧边的直径与定位柱的直径相等,至少一个圆弧边的圆心位于所述定位通道的轴心线上。
[0017]
在上述的冲压模具的便捷式高精度定位机构中,相邻两条侧边之间的夹角为45
‑
75度。
[0018]
与现有的技术相比,本实用新型的优点在于:
[0019]
1、本实用新型的限位件从模具侧面进入并与定位柱相配合实现模具的安装定位,故不受冲压模具上下空间有限的现状限制,模具装配更加便捷,可简单方便的实现模具的高精度定位。
[0020]
2、本实用新型结构简单,对模具结构的改装较少,生产成本较低。
附图说明
[0021]
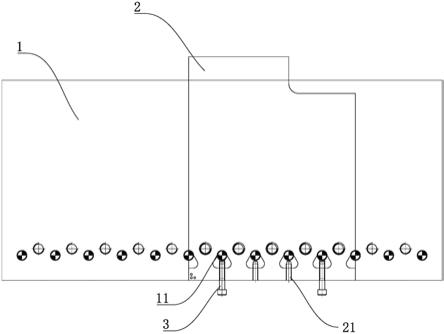
图1是本实用新型的结构示意图;
[0022]
图2是本实用新型的内部结构示意图;
[0023]
图3是下模镶块的结构示意图;
[0024]
图中:下模板1、下模镶块2、限位件3、定位柱11、定位槽12、定位通道21、预定位孔22、侧边23、圆弧边24、限位螺栓31。
具体实施方式
[0025]
下面结合附图和具体实施方式对本实用新型做进一步详细的说明。
[0026]
如图1所示,一种冲压模具的便捷式高精度定位机构,包括下模板1和设置在下模板1上的下模镶块2,所述下模板1上设有定位柱11,所述定位柱11一端凸出下模板1表面,所述下模镶块2内具有定位通道21,所述定位通道21一端贯通下模镶块2侧面,另一端连通定
位柱11表面,还包括限位件3,所述限位件3的一端贯通过定位通道21并压设在定位柱11上。
[0027]
本实用新型,使用时,下模镶块2放置在下模板1上,调整下模镶块2的位置使得定位通道21的一端连通定位柱11表面,限位件3通过定位通道21压设在定位柱11上以实现下模板1与下模镶块2之间的定位。故本实用新型的限位件3从模具侧面进入并与定位柱11相配合实现模具的安装定位,故不受冲压模具上下空间有限的现状限制,模具装配更加便捷,可简单方便的实现模具的高精度定位。
[0028]
优选地,所述定位柱11的轴心线与限位件3的轴心线相互垂直。相互垂直设置可使定位柱11和限位件3之间的配合更加牢固稳定。
[0029]
优选地,所述定位柱11凸出下模板1表面的高度与下模镶块2的厚度相等。这样下模镶块2安装至下模板1上后,定位柱11上端恰好与下模镶块2上表面相齐平。
[0030]
优选地,所述定位柱11平行设置有若干个,定位通道21与定位柱11一一对应设置,且定位通道21之间相互平行。这样可以提高定位的稳定性和精确性。
[0031]
结合图1和图3所示,所述限位件3包括限位螺栓31,所述限位螺栓31表面具有外螺纹,定位通道21表面具有内螺纹,限位螺栓31与定位通道21螺纹连接,转动限位螺栓31可使限位螺栓31的一端压设在定位柱11上。
[0032]
如图3所示,所述定位柱11靠近定位通道21的一侧表面设有向定位柱11内部凹陷的定位槽12,转动限位螺栓31可使限位螺栓31的一端压设在定位槽12内。这样限位螺栓31的一端可嵌入至定位槽12内,使得定位柱11与限位螺栓31之间既具有压力,又具有沿定位柱11轴向方向的支撑力,从而保证下模板1和下模镶块2之间的结合牢度。
[0033]
具体的说,所述定位槽12表面具有内螺纹,限位螺栓31端部与定位槽12螺纹连接;或限位螺栓31端部与定位槽12过盈配合。
[0034]
如图2所示,所述下模镶块2上还设有预定位孔22,所述定位通道21远离下模镶块2侧面的一端与预定位孔22相连通,所述定位柱11的横截面积小于预定位孔22的横截面积,且定位柱11的一端位于预定位孔22内。预定位孔22可以起到一个预定位的作用,下模镶块2由于一般质量都比较大,一步的精确装配往往需要较多的时间,导致装配的不便。故设置一个横截面积较大的预定位孔22,使得下模镶块2可快速装配至安装板1表面,完成预装配后再进一步的进行精确定位,降低了装配定位的难度。
[0035]
具体的说,所述预定位孔22包括至少三条呈直线形的侧边23,相邻两条侧边通过呈弧形的圆弧边24相连接,移动下模镶块2可使定位柱11外表面与圆弧边24相贴合。通过设置圆弧边24使得定位柱11与预定位孔22之间具有更大的接触面积,保证定位的稳定性和精确性。
[0036]
优选地,所述圆弧边24的直径与定位柱11的直径相等,至少一个圆弧边24的圆心位于所述定位通道21的轴心线上。相邻两条侧边23之间的夹角为45
‑
75度。进一步优选地,相邻两条侧边23之间的夹角为60度。
[0037]
本文中所描述的具体实施例仅仅是对本实用新型精神作举例说明。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本实用新型的精神或者超越所附权利要求书所定义的范围。
[0038]
尽管本文较多地使用了下模板1、下模镶块2、限位件3、定位柱11、定位槽12、定位通道21、预定位孔22、侧边23、圆弧边24、限位螺栓31等术语,但并不排除使用其它术语的可
能性。使用这些术语仅仅是为了更方便地描述和解释本实用新型的本质;把它们解释成任何一种附加的限制都是与本实用新型精神相违背的。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。