技术特征:
1.一种氧化物弥散强化钢核燃料包壳管的制备方法,其特征在于,具体包括以下步骤:(1)采用铝合金圆柱形管作为基底心轴;(2)将待喷涂铝合金圆柱形管表面进行喷砂粗糙处理和清洁处理;(3)根据待制备材料的配比称取原料,经团聚烧结得到混合粉末,选取粒度范围为250~350目的混合粉末;(4)将步骤(3)中得到的混合粉末送入喷涂设备的送粉器内,利用喷涂技术在步骤(2)所得预处理铝合金圆柱形管表面进行喷涂;(5)将步骤(4)中得到的喷涂沉积物表面从320目碳化硅砂纸开始逐渐研磨,最后用1500目碳化硅砂纸磨抛;(6)将步骤(5)中得到的喷涂产品,完全去除所有铝合金圆柱形管,并留下独立的氧化物弥散强化钢圆形管;(7)将步骤(6)中得到的独立的氧化物弥散强化钢圆形管在充有氩气的石英管中,进行后续热处理,所得到的材料为氧化物弥散强化钢核燃料包壳管。2.根据权利要去1所述氧化物弥散强化钢核燃料包壳管的制备方法,其特征在于:所述喷涂方式为热喷涂或者冷喷涂。3.权利要求2所述氧化物弥散强化钢核燃料包壳管的制备方法,其特征在于:所述热喷涂的喷涂功率为35~40kw、喷涂距离为70~90mm、送粉电压为8~9v、基底心轴的速度旋转300~400rpm,喷枪轴向的移动速度为3~4mm/s,喷枪移动2~3次。4.权利要求2所述氧化物弥散强化钢核燃料包壳管的制备方法,其特征在于:所述冷喷涂的气体预热温度为800~1000℃,压力为3.5~4.5mpa、喷涂距离为20~30mm、基底心轴的速度旋转200~300rpm,喷枪轴向的移动速度为3~4mm/s,喷枪移动2~3次。5.权利要求1所述氧化物弥散强化钢核燃料包壳管的制备方法,其特征在于:所述在基底心轴上沉积厚度为2~3mm。6.权利要求1所述氧化物弥散强化钢核燃料包壳管的制备方法,其特征在于:步骤(6)中使用10%~20%naoh或者koh水溶液在20~30小时内溶解铝合金圆柱形管。7.权利要求1所述氧化物弥散强化钢核燃料包壳管的制备方法,其特征在于:步骤(7)中热处理的条件为:在900~1000℃下热处理1~2小时。
技术总结
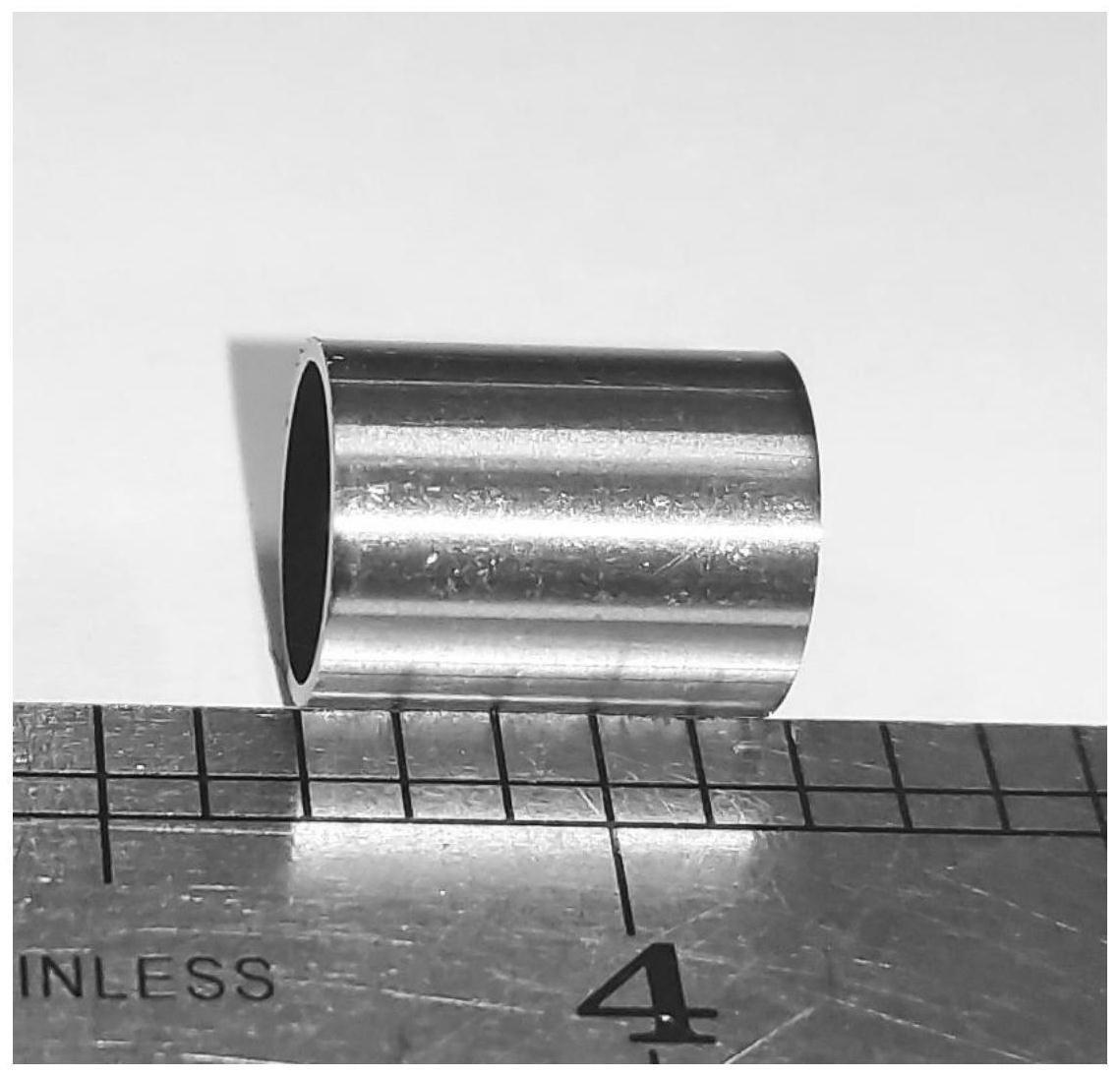
本发明公开一种氧化物弥散强化钢核燃料包壳管的制备方法,涉及核反应堆材料制备技术领域。本发明所述方法采用铝合金圆柱形管作为基底心轴,对其进行喷砂粗糙处理和清洁处理;称取原料经团聚烧结得到混合粉末;将混合粉末送入喷涂设备的送粉器内,利用喷涂技术铝合金圆柱形管表面进行喷涂;将喷涂沉积物表面从320目碳化硅砂纸开始逐渐研磨,最后用1500目碳化硅砂纸磨抛;去除所有铝合金圆柱形管,并留下独立的氧化物弥散强化钢圆形管;进行后续热处理得到氧化物弥散强化钢核燃料包壳管。本发明所述方法可克服目前用于制造氧化物弥散强化钢核燃料包壳管的多个挤压和退火步骤的缺点,并提供制造核燃料包壳管的高效率、低成本、性能优异的有效方法。性能优异的有效方法。
技术研发人员:宋鹏 李青 黎振华 黄太红 郑必举
受保护的技术使用者:昆明理工大学
技术研发日:2021.08.31
技术公布日:2021/12/14
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。