1.本发明属于铸造技术领域,具体涉及一种碱性酚醛树脂砂吹二氧化碳冷芯盒组合物及制芯方法。
背景技术:
2.目前冷芯盒制芯技术包括:吹三乙胺脲烷树脂冷芯盒制芯法、吹二氧化硫呋喃树脂冷芯盒制芯法、吹甲酸甲酯碱性树脂冷芯盒制芯法,冷芯盒模具不需加热,室温制芯,节省能源,制芯效率高。上述冷芯盒制芯技术吹硬气体分别为:三乙胺、二氧化硫、甲酸甲酯,制芯过程中释放有毒、有味气体,劳动条件差,危害现场人员的身体健康,污染环境,尾气需安装洗涤塔进行无害化处理。
3.1967年吹二氧化碳硬化碱性树脂砂问世。由于树脂加入量高,强度低,没获得大量推广使用。二十世纪八十年代,英国foseco公司推出ecolotec2000吹二氧化碳硬化碱性酚醛树脂,树脂加入量2.5%~3.5%,抗拉强度0.4~1.0mpa。吹二氧化碳硬化碱性酚醛树脂冷芯盒无毒无味,深受企业欢迎,获得推广应用。我国多家企业引进并生产二氧化碳硬化碱性酚醛树脂。吹二氧化碳硬化碱性酚醛树脂砂可用于射芯机制芯,也可用于手工制芯,插管吹二氧化碳硬化,应用灵活,方便。但是,与其他冷芯盒相比,二氧化碳硬化碱性酚醛树脂砂树脂加入量高,强度偏低,多雨季节,强度损失更大,吹二氧化碳硬化碱性酚醛树脂只能生产形状简单,截面粗大的砂芯,大型芯、复杂砂芯在起模、搬运、下芯等工序,由于砂芯强度低,易发生砂芯变形或损坏,因此,其应用受到限制。提高吹二氧化碳硬化碱性酚醛树脂砂的强度,扩大应用范围,一直是铸造技术领域的研究课题。
技术实现要素:
4.本发明的目的在于克服上述冷芯盒技术存在的缺陷,提供一种碱性酚醛树脂砂吹二氧化碳冷芯盒组合物及制芯方法。
5.为实现上述目的,本发明采用技术方案为:
6.一种碱性酚醛树脂砂吹二氧化碳冷芯盒组合物,组合物按重量百分比计:二氧化碳硬化碱性酚醛树脂1.6
‑
3.0%、碱液0.2
‑
0.6%、非结晶氧化硅0.2
‑
1.2%、余量为原砂。
7.优选的,组合物按重量百分比计算,二氧化碳硬化碱性酚醛树脂1.8
‑
2.5%、碱液0.4
‑
0.5%、非结晶氧化硅0.3
‑
0.8%,余量为原砂。
8.所述碱液为naoh水溶液或koh水溶液中的一种或两种碱液的混合物,碱液溶质的浓度为35%
‑
45%。碱水溶液为naoh水溶液与koh水溶液的混合物,其中,naoh水溶液占溶液总量的65%
‑
75%,余量为koh水溶液。
9.原砂为铸造用砂为标准砂、天然硅砂、人工硅砂、锆砂、镁橄榄石砂、宝珠砂或陶粒砂。
10.天然硅砂优选大林水洗硅砂、擦洗硅砂、围场水洗硅砂、擦洗硅砂、彰武硅砂这些硅砂二氧化硅含量应大于90%,适合铸铁件和有色合金铸件使用;精选硅砂、福建海砂这些
硅砂二氧化硅含量应大于95%适合铸钢件使用。
11.所述二氧化碳硬化碱性酚醛树脂包括:市售各种铸造用二氧化碳硬化碱性酚醛树脂;
12.所述非结晶型氧化硅为沉淀法获得白炭黑、热解法获得白炭黑、硅灰、锆质气相氧化硅。
13.优选地,所述非结晶型氧化硅为硅灰、锆质气相氧化硅。所述锆质气相氧化硅的技术指标为:sio2含量等于、大于85%、比表面积等于、大于15m2/g。
14.沉淀法白炭黑由硅酸钠加硫酸中合,沉淀,洗涤,烘干制得;
15.热解法白炭黑由四氯化碳在高温炉热解制得;
16.硅灰是生产硅合金时产生的副产品,从矿业炉烟道中收集的含非结晶氧化硅的微粉;
17.锆质气相氧化硅是用电炉生产氧化锆时,硅酸锆高温分解,二氧化硅部分还原成一氧化硅,这些硅的氧化物以气态形式从烟道排除,一氧化硅在烟道立刻被氧化成二氧化硅,收集得到锆质气相氧化硅。
18.硅灰和锆质气相氧化硅是工业副产品。本技术推荐工业副产品的综合利用。
19.一种利用组合物碱性酚醛树脂砂吹二氧化碳冷芯盒方法,按所述重量百分比,原砂先与碱液混合,再加入非结晶氧化硅混匀,最后加入二氧化碳硬化碱性酚醛树脂混匀,将上述混合物加入储砂斗,用射芯机射入模具型腔,而后将co2吹入砂芯型腔内,使砂芯硬化,硬化后起模既得砂型或砂芯;其中,co2吹气压力为0.1
‑
0.4mpa,吹气时间为10
‑
60s。
20.所述二氧化碳为工业co2。
21.进一步为采用混砂机混合,最好采用连续式混砂机,将原砂先与碱液混合,再加入非结晶氧化硅混匀,最后加入二氧化碳硬化碱性酚醛树脂混匀。用plc自动控制给料配比,混匀给料;制芯砂组合物混好后加入射芯机储砂斗,在0.4~0.7mpa气压下,制芯砂组合物用射芯机射入模具型腔,在0.1~0.4mpa气压下通过吹气板将二氧化碳吹入砂芯型腔内,吹气时间10~60s;10~25mm薄芯吹10~30s,大于25mm厚芯适当延长吹气时间,砂芯硬化后开盒顶出砂芯,砂芯可经表面烘干,当天合箱浇注,也可存放3~5天后合箱浇注。
22.另外,可以利用本发明的碱性酚醛树脂砂吹二氧化碳冷芯盒组合物手工制芯方法,包括以下步骤:
23.制芯砂组合物混好后人力填入芯盒、砂箱,并用气动工具或人力紧实,用沈阳汇亚通水玻璃砂吹气硬化仪插管吹二氧化碳硬化。小芯插1~5根管,大芯插6~10根管,吹气压力0.1~0.4mpa、吹气时间10~60s。吹气压力、吹气时间事先设定,吹气硬化仪自动控制吹气程序。硬化后,用人力或吊车翻箱,起模。
24.与现有技术相比,本发明的有益效果为:
25.本发明碱性酚醛树脂砂吹二氧化碳冷芯盒组合物混砂时,原砂先与碱液混合,使硅砂砂粒表面的原子与碱液中的na
离子或k
离子接触、碰撞形成化合物或络合物,改善砂粒表面的活性,增加砂例表面与树脂膜之间的链接桥,增加树脂在砂例表面的覆着性,从而提高二氧化碳硬化碱性酚醛树脂砂的力学性能,本技术的方法实现了树脂加入量降低、砂芯(型)强度提高的目的。
具体实施方式
26.下面将结合本发明实施例对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
27.本发明制芯方法是将原砂先与碱液混合,再加入非结晶氧化硅混匀,最后加入二氧化碳硬化碱性酚醛树脂利用混砂机混合制成制芯砂混合物,然后将制芯砂混合物通过射芯机射入模具成型,采用吹气板将co2气体吹入模具型腔内进行吹气硬化,co2吹气压力为0.1~0.4mpa,吹气时间10~60s,小型、芯吹气时间取下限,大型、芯适当延长吹气时间,吹气结束后起模。
28.本发明也可采用手工制芯方法,制芯砂组合物混好后人力填入芯盒,并用气动工具或电动工具紧实,用水玻璃砂(购自沈阳汇亚通)hyt
‑
2吹气硬化仪插管吹二氧化碳硬化。小芯插1~5根管,大芯插6~10根管,吹气压0.1mpa~0.4mpa、吹气时间10~60s。吹气压力、吹气时间事先设定,吹气硬化仪自动控制。
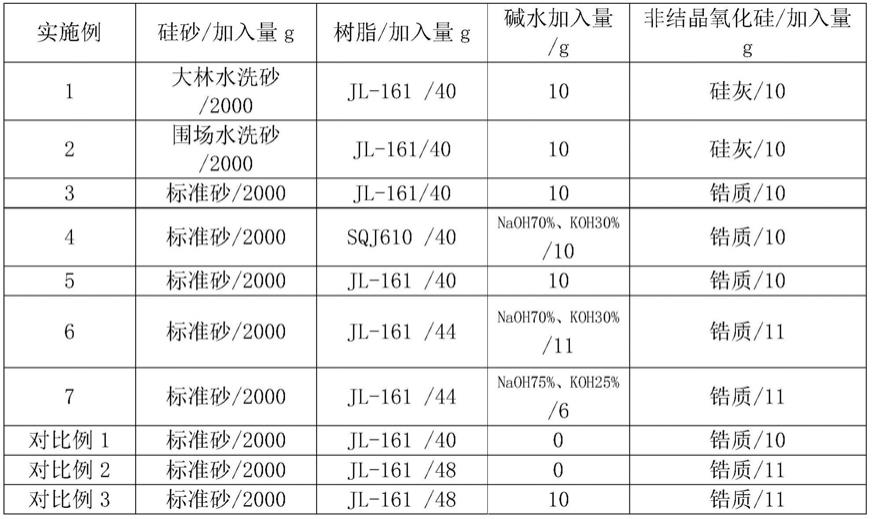
29.实施例1
30.co2硬化冷芯盒制芯砂组合物为:
31.取大林水洗砂2000g,浓度为40%的naoh水溶液10.0g和硅灰10.0g,二氧化碳硬化碱性酚醛树脂(选自沈阳汇亚通生产的jl
‑
161树脂)40g,按照大林水洗砂先与naoh水溶液混合,混合液中加入硅灰,最后加入二氧化碳硬化碱性酚醛树脂的顺序经叶片式混砂机混匀混合,各组分及用量见表1。
32.制芯方法:
33.采用苏州明志科技有限公司mlwa1试样机制芯。将上述50%制芯砂组合物装入射砂筒,在0.4mpa下,用压缩空气将制芯砂混合物射入标准“8”型抗拉试样模具型腔,芯盒模具随主气缸下降,推入吹气板到模具顶部,主气缸上升,将吹气板压紧;开动吹气阀,在0.2mpa下,将co2气体通过吹气板吹入砂芯型腔内,吹气25s,吹气结束后,开盒取芯,每盒二只砂芯,制造5盒10只砂芯,用液压试验机检测“8”字型试样抗拉强度,60s内测即时强度为:0.48、0.65、0.56、0.71、0.62,(mpa),去掉一个最大值、一个最小值,取中间3只试样的平均值为0.61mpa;24h测终强度为:1.46、1.74、1.42、1.68、1.75,(mpa),去掉一个最大值、一个最小值,取中间3只试样的平均值为,:1.62mpa。将平均即时抗拉强度,24h平均抗拉强度列入表2。
34.用其余50%的制芯砂组合物,手工打制标准φ50mm
×
50mm抗压试样,一组10只,试样放置在吹气装置内,盖紧密封盖,开动吹气阀,在0.2mpa下,将co2气体通入吹气装置内,吹气25s,吹气结束后,开盖取芯,每盒10只砂芯,用液压试验机检测试样的抗压强度,60s内测即时抗压强度为:2.1、2.9、2.5、3.1、1.5,(mpa),取中间3只试样的平均值为2.5mpa;24h测终抗压强度为:6.5、7.8、6.4、7.5、7.9,(mpa),取中间3只试样的平均值为,:7.2mpa。将即时平均抗压强度,24h平均抗压强度列入表2。
35.实施例2
36.co2硬化冷芯盒制芯砂组合物为
37.取围场水洗砂2000g,浓度为40%的naoh水溶液10.0g和硅灰10.0g,二氧化碳硬化
碱性酚醛树脂(选自沈阳汇亚通生产的jl
‑
161树脂)40g,按照围场水洗砂先与naoh水溶液混合,再加入硅灰混匀,最后加入二氧化碳硬化碱性酚醛树脂的顺序经叶片式混砂机混匀混合,各组分及用量见表1。
38.制芯方法:
39.采用苏州明志科技有限公司mlwa1试样机制芯。将上述获得组合物装入射砂筒,在0.4mpa下,用压缩空气将制芯砂混合物射入标准“8”形抗拉试样模具型腔,芯盒模具随主气缸下降,推入吹气板到模具顶部,主气缸上升,将吹气板压紧;开动吹气阀,在0.2mpa下,将co2气体通过吹气板吹入砂芯型腔内,吹气25s,吹气结束后,开盒取芯,每盒二只砂芯,制造5盒10只砂芯,用液压试验机检测“8”字型试样抗拉强度,60s内测即时强度为:0.39、0.59、0.61、0.69、0.60(mpa),去掉一个最大值、一个最小值,取中间3只试样的平均值为:0.60mpa;24h测终强度为:1.58、1.60、1.49、1.45、1.73(mpa)去掉一个最大值、一个最小值,取中间3只试样的平均值为:1.55mpa。将平均即时抗拉强度,24h平均的抗拉强度列入表2。
40.用其余50%的制芯砂组合物,手工打制标准φ50mm
×
50mm抗压试样,一组10只,试样放置在吹气装置内,盖紧密封盖,开动吹气阀,在0.2mpa下,将co2气体通入吹气装置内,吹气25s,吹气结束后,开盖取芯,每盒10只砂芯,用液压试验机检测试样的抗压强度,60s内测即时抗压强度为:1.7、2.8、2.7、3.1、2.7(mpa),取中间3只试样的平均值为2.7mpa;24h测终抗压强度为:7.1、7.2、6.7、6.5、7.8(mpa),取中间3只试样的平均值为,:7.0mpa。将即时平均抗压强度,24h平均抗压强度列入表2。
41.实施例3
42.co2硬化冷芯盒制芯砂组合物为:
43.取标准砂2000g,浓度为40%的naoh水溶液10.0g和锆质气相氧化硅10.0g,二氧化碳硬化碱性酚醛树脂(选自沈阳汇亚通生产的jl
‑
161树脂)40g、按照标准砂先与naoh水溶液混合,再加入锆质气相氧化硅混匀,最后加入二氧化碳硬化碱性酚醛树脂的顺序经叶片式混砂机混匀混合,各组分及用量见表1。
44.制芯方法:
45.采用苏州明志科技有限公司mlwa1试样机制芯,将上述获得砂混合将制芯(型)砂组合物装入射砂筒,在0.6mpa下用压缩空气将制芯(型)砂组合物射入标准“8”形抗拉试样实验模具,在0.2mpa下,将co2气体通过吹气板吹入标准“8”型试样实验模具,吹气时间30s,开盒取芯,每盒二只砂芯,制造5盒10只砂芯,用液压试验机检测“8”型试样抗拉强度,60s内测即时强度:0.69、0.81、0.79、0.82、0.79(mpa),去掉一个最大值、一个最小值,取中间3只试样的平均值为0.79;24h测终强度为:1.59、1.73、1.62、1.29、1.67,(mpa),去掉一个最大值、一个最小值,取中间3只试样的平均值为:1.63mpa。即平均时抗拉强度、24h平均的抗拉强度列入表2。
46.用其余50%的制芯砂组合物,手工打制标准φ50mm
×
50mm抗压试样,一组10只,试样放置在吹气装置内,盖紧密封盖,开动吹气阀,在0.2mpa下,将co2气体通入吹气装置内,吹气25s,吹气结束后,开盖取芯,每盒10只砂芯,用液压试验机检测试样的抗压强度,60s内测即时抗压强度为:3.1、3.6、3.5、3.7、3.5(mpa),取中间3只试样的平均值为3.5mpa;24h测终抗压强度为:7.1、7.8、7.3、5.8、7.5,取中间3只试样的平均值为,:7.3mpa。将即时平均抗压强度,24h平均抗压强度列入表2。
47.实施例4
48.co2硬化冷芯盒制芯砂组合物为
49.取标准砂2000g,浓度为40%的naoh水溶液7g,浓度为40%的koh水溶液3g和锆质气相氧化硅10.0g,二氧化碳硬化碱性酚醛树脂(选自圣泉集团sqj610树脂)40g,按照标准砂先与碱液混合,再加入锆质气相氧化硅混匀,最后加入二氧化碳硬化碱性酚醛树脂的顺序经叶片式混砂机混匀混合,各组分及用量见表1。
50.制芯方法:
51.采用苏州明志科技有限公司mlwa1试样机制芯。将上述获得组合物装入射砂筒,在0.4mpa下,用压缩空气将制芯砂混合物射入标准“8”形抗拉试样模具型腔,芯盒模具随主气缸下降,推入吹气板到模具顶部,主气缸上升,将吹气板压紧;开动吹气阀,在0.2mpa下,将co2气体通过吹气板吹入砂芯型腔内,吹气25s,吹气结束后,开盒取芯,每盒二只砂芯,制造5盒10只砂芯,用液压试验机检测“8”字型试样抗拉强度,60s内测即时强度为:0.69、0.83、0.85、0.90、0.86(mpa),去掉一个最大值、一个最小值,取中间3只试样的平均值为0.86mpa;24h测终强度为:1.62、1.49、1.41、1.23、1.42(mpa),去掉一个最大值、一个最小值,取中间3只试样的平均值为:1.44mpa。将平均即时抗拉强度,平均24h后的抗拉强度列入表2。
52.用其余50%的制芯砂组合物,手工打制标准φ50mm
×
50mm抗压试样,一组10只,试样放置在吹气装置内,盖紧密封盖,开动吹气阀,在0.2mpa下,将co2气体通入吹气装置内,吹气25s,吹气结束后,开盖取芯,每盒10只砂芯,用液压试验机检测试样的抗压强度,60s内测即时抗压强度为:3.1、3.7、3.8、4.0、3.9(mpa),取中间3只试样的平均值为3.8mpa;24h测终抗压强度为:7.3、6.7、6.3、5.5、6.4(mpa),,取中间3只试样的平均值为,:6.5mpa。将即时平均抗压强度,24h平均抗压强度列入表2。
53.实施例5
54.co2硬化冷芯盒制芯砂组合物为
55.取标准砂2000g,浓度为40%的naoh水溶液10.0g和锆质气相氧化硅10.0g,型号为jl
‑
161二氧化碳硬化碱性酚醛树脂40g,按照标准砂先与naoh水溶液混合,再加入锆质气相氧化硅混匀,最后加入二氧化碳硬化碱性酚醛树脂的顺序经叶片式混砂机混匀混合,各组分及用量见表1。
56.制芯方法:
57.采用苏州明志科技有限公司mlwa1试样机制芯。将上述获得组合物装入射砂筒,在0.4mpa下,用压缩空气将制芯砂混合物射入标准“8”形抗拉试样模具型腔,芯盒模具随主气缸下降,推入吹气板到模具顶部,主气缸上升,将吹气板压紧;开动吹气阀,在0.2mpa下,将co2气体通过吹气板吹入砂芯型腔内,吹气25s,吹气结束后,开盒取芯,每盒二只砂芯,制造5盒10只砂芯,用液压试验机检测“8”字型试样抗拉强度,60s内测即时强度为:0.57、0.73、0.68、0.85、0.71(mpa),去掉一个最大值、一个最小值,取中间3只试样的平均值为:0.71mpa;24h测终强度为:1.64、1.76、1.67、1.31、1.46mpa,去掉一个最大值、一个最小值,取中间3只试样的平均值为:1.59mpa。将平均即时抗拉强度、平均24h后的抗拉强度列入表2。
58.用其余50%的制芯砂组合物,手工打制标准φ50mm
×
50mm抗压试样,一组10只,试样放置在吹气装置内,盖紧密封盖,开动吹气阀,在0.2mpa下,将co2气体通入吹气装置内,
吹气25s,吹气结束后,开盖取芯,每盒10只砂芯,用液压试验机检测试样的抗压强度,60s内测即时抗压强度为:2.6、3.3、3.0、3.8、3.2(mpa),取中间3只试样的平均值为3.2mpa;24h测终抗压强度为:7.4、7.9、7.5、5.9、6.6(mpa),取中间3只试样的平均值为,:7.1mpa。将即时平均抗压强度,24h平均抗压强度列入表2。
59.实施例6
60.co2硬化冷芯盒制芯砂组合物为
61.取标准砂2000g,浓度为40%的naoh水溶液7.7g,浓度为40%的koh水溶液3.3g,锆质气相氧化硅11g,型号jl
‑
161二氧化碳硬化碱性酚醛树脂44g,按照标准砂先与碱液混合,再加入锆质气相氧化硅混匀,最后加入二氧化碳硬化碱性酚醛树脂的顺序经叶片式混砂机混匀混合,各组分及用量见表1。
62.制芯方法:
63.采用苏州明志科技有限公司mlwa1试样机制芯。将上述获得组合物装入射砂筒,在0.4mpa下,用压缩空气将制芯砂混合物射入标准“8”形抗拉试样模具型腔,芯盒模具随主气缸下降,推入吹气板到模具顶部,主气缸上升,将吹气板压紧;开动吹气阀,在0.2mpa下,将co2气体通过吹气板吹入砂芯型腔内,吹气25s,吹气结束后,开盒取芯,每盒二只砂芯,制造5盒10只砂芯,用液压试验机检测“8”字型试样抗拉强度,60s内测即时强度为:0.79、0.92、0.85、0.90、0.91(mpa),去掉一个最大值、一个最小值,取中间3只试样的平均值为:0.89mpa;24h测终强度为:1.87、1.85、1.80、1.77、1.80(mpa),去掉一个最大值、一个最小值,取中间3只试样的平均值为:1.81mpa。将平均即时抗拉强度,平均24h后的抗拉强度列入表2。
64.用其余50%的制芯砂组合物,手工打制标准φ50mm
×
50mm抗压试样,一组10只,试样放置在吹气装置内,盖紧密封盖,开动吹气阀,在0.2mpa下,将co2气体通入吹气装置内,吹气25s,吹气结束后,开盖取芯,每盒10只砂芯,用液压试验机检测试样的抗压强度,60s内测即时抗压强度为:3.5、4.1、3.8、4.0、4.1(mpa),取中间3只试样的平均值为3.9mpa;24h测终抗压强度为:8.4、8.3、8.1、8.0、8.1(mpa),取中间3只试样的平均值为,:8.1mpa。将即时平均抗压强度,24h平均抗压强度列入表2。
65.实施例7
66.co2硬化冷芯盒制芯砂组合物为
67.取标准砂2000g,浓度为40%的naoh水溶液4.5g,浓度为40%的koh水溶液1.5g,锆质气相氧化硅11g,jl
‑
161二氧化碳硬化碱性酚醛树脂44g,按照标准砂先与碱液混合,再加入锆质气相氧化硅混匀,最后加入二氧化碳硬化碱性酚醛树脂的顺序经叶片式混砂机混匀混合,各组分及用量见表1。
68.制芯方法:
69.采用苏州明志科技有限公司mlwa1试样机制芯。将上述获得组合物装入射砂筒,在0.4mpa下,用压缩空气将制芯砂混合物射入标准“8”形抗拉试样模具型腔,芯盒模具随主气缸下降,推入吹气板到模具顶部,主气缸上升,将吹气板压紧;开动吹气阀,在0.2mpa下,将co2气体通过吹气板吹入砂芯型腔内,吹气25s,吹气结束后,开盒取芯,每盒二只砂芯,制造5盒10只砂芯,用液压试验机检测“8”字型试样抗拉强度,60s内测即时强度为:0.74、0.82、0.79、0.85、0.99,(mpa),去掉一个最大值、一个最小值,取中间3只试样的平均值为:
0.82mpa;24h测终强度为:1.87、1.71、1.50、1.62、1.80,(mpa),去掉一个最大值、一个最小值,取中间3只试样的平均值为:1.71mpa。将平均即时抗拉强度,平均24h后的抗拉强度列入表2。
70.用其余50%的制芯砂组合物,手工打制标准φ50mm
×
50mm抗压试样,一组10只,试样放置在吹气装置内,盖紧密封盖,开动吹气阀,在0.2mpa下,将co2气体通入吹气装置内,吹气25s,吹气结束后,开盖取芯,每盒10只砂芯,用液压试验机检测试样的抗压强度,60s内测即时抗压强度为:3.3、3.7、3.5、3.8、4.4,(mpa),取中间3只试样的平均值为3.6mpa;24h测终抗压强度为:8.4、7.7、6.8、7.3、8.1(mpa),取中间3只试样的平均值为,:7.7mpa。将即时平均抗压强度,24h平均抗压强度列入表2。
71.对比例1
72.co2硬化冷芯盒制芯砂组合物为
73.取标准砂2000g,jl
‑
161二氧化碳硬化碱性酚醛树脂40g、锆质气相氧化硅10g,经叶片式混砂机混匀混合,各组分及用量见表1。
74.制芯方法:
75.采用苏州明志科技有限公司mlwa1试样机制芯。将上述获得组合物装入射砂筒,在0.4mpa下,用压缩空气将制芯砂混合物射入标准“8”形抗拉试样模具型腔,芯盒模具随主气缸下降,推入吹气板到模具顶部,主气缸上升,将吹气板压紧;开动吹气阀,在0.2mpa下,将co2气体通过吹气板吹入砂芯型腔内,吹气25s,吹气结束后,开盒取芯,每盒二只砂芯,制造5盒10只砂芯,用液压试验机检测“8”字型试样抗拉强度,60s内测即时强度为:0.60、0.69、0.62、0.65、0.75,(mpa),去掉一个最大值、一个最小值,取中间3只试样的平均值为:0.65mpa;24h测终强度为:0.90、0.99、0.85、0.72、1.12(mpa),去掉一个最大值、一个最小值,取中间3只试样的平均值为:0.91mpa。将平均即时抗拉强度,平均24h后的抗拉强度列入表2。
76.用其余50%的制芯砂组合物,手工打制标准φ50mm
×
50mm抗压试样,一组10只,试样放置在吹气装置内,盖紧密封盖,开动吹气阀,在0.2mpa下,将co2气体通入吹气装置内,吹气25s,吹气结束后,开盖取芯,每盒10只砂芯,用液压试验机检测试样的抗压强度,60s内测即时抗压强度为:2.9、3.1、2.8、2.9、3.4,(mpa),取中间3只试样的平均值为3.0mpa;24h测终抗压强度为:4.1、4.4、3.8、3.2、5.0(mpa),取中间3只试样的平均值为,:4.1mpa。将即时平均抗压强度,24h平均抗压强度列入表2。
77.对比例2
78.co2硬化冷芯盒制芯砂组合物为
79.取标准砂2000g,jl
‑
161二氧化碳硬化碱性酚醛树脂48g,锆质气相氧化硅10g,经叶片式混砂机混匀混合,各组分及用量见表1。
80.制芯方法:
81.采用苏州明志科技有限公司mlwa1试样机制芯。将上述获得组合物装入射砂筒,在0.4mpa下,用压缩空气将制芯砂混合物射入标准“8”形抗拉试样模具型腔,芯盒模具随主气缸下降,推入吹气板到模具顶部,主气缸上升,将吹气板压紧;开动吹气阀,在0.2mpa下,将co2气体通过吹气板吹入砂芯型腔内,吹气25s,吹气结束后,开盒取芯,每盒二只砂芯,制造5盒10只砂芯,用液压试验机检测“8”字型试样抗拉强度,60s内测即时强度为:0.77、0.81、
0.80、0.85、0.78,(mpa),去掉一个最大值、一个最小值,取中间3只试样的平均值为:0.79mpa;24h测终强度为:1.19、1.20、1.22、1.21、1.28,(mpa),去掉一个最大值、一个最小值,取中间3只试样的平均值为:1.21mpa。将平均即时抗拉强度,平均24h后的抗拉强度列入表2。
82.用其余50%的制芯砂组合物,手工打制标准φ50mm
×
50mm抗压试样,一组10只,试样放置在吹气装置内,盖紧密封盖,开动吹气阀,在0.2mpa下,将co2气体通入吹气装置内,吹气25s,吹气结束后,开盖取芯,每盒10只砂芯,用液压试验机检测试样的抗压强度,60s内测即时抗压强度为:3.1、3.3、3.5、3.6、3.0,(mpa),取中间3只试样的平均值为3.3mpa;24h测终抗压强度为:5.1、5.1、5.3、5.2、5.6,(mpa),取中间3只试样的平均值为,:5.2mpa。将即时平均抗压强度,24h平均抗压强度列入表2。
83.对比例3
84.co2硬化冷芯盒制芯砂组合物为:
85.取40%的naoh水溶液10g与二氧化碳硬化碱性酚醛树脂(选自沈阳汇亚通生产的jl
‑
161树脂)48g混合均匀,取标准砂2000g加入叶片式混砂机,加锆质气相氧化硅10.0g混匀,再加上述的树脂与碱水混合物混合均匀,各组分及用量见表1。
86.制芯方法:
87.采用苏州明志科技有限公司mlwa1试样机制芯。将上述50%制芯砂组合物装入射砂筒,在0.4mpa下,用压缩空气将制芯砂混合物射入标准“8”型抗拉试样模具型腔,芯盒模具随主气缸下降,推入吹气板到模具顶部,主气缸上升,将吹气板压紧;开动吹气阀,在0.2mpa下,将co2气体通过吹气板吹入砂芯型腔内,吹气25s,吹气结束后,开盒取芯,每盒二只砂芯,制造5盒10只砂芯,用液压试验机检测“8”字型试样抗拉强度,60s内测即时强度为:0.67、0.69、0.65、0.70、0.68,(mpa),去掉一个最大值、一个最小值,取中间3只试样的平均值为0.68mpa;24h测终强度为:1.32、1.30、1.33、1.31、1.33,(mpa),去掉一个最大值、一个最小值,取中间3只试样的平均值为,:1.32mpa。将平均即时抗拉强度,24h平均抗拉强度列入表2。
88.用其余50%的制芯砂组合物,手工打制标准φ50mm
×
50mm抗压试样,一组10只,试样放置在吹气装置内,盖紧密封盖,开动吹气阀,在0.2mpa下,将co2气体通入吹气装置内,吹气25s,吹气结束后,开盖取芯,每盒10只砂芯,用液压试验机检测试样的抗压强度,60s内测即时抗压强度为:3.41、3.49、3.30、3.22、3.58(mpa),去掉一个最大值、一个最小值,取中间3只试样的平均值为3.40mpa;24h测终抗压强度为:6.86、6.33、6.35、6.42、6.43(mpa),去掉一个最大值、一个最小值,取中间3只试样的平均值为,:6.4mpa。将即时平均抗压强度,24h平均抗压强度列入表2。
89.表1
[0090][0091]
表2
[0092][0093][0094]
由表2可见,实施例3和对比例1数据相比:
[0095]
即时抗拉强度:(0.79
‑
0.45)/0.45
×
100%=75%
[0096]
24h强度:(1.63
‑
0.91)/0.91
×
100%=79%
[0097]
实施例3与对比例1对比:树脂加入量相同,即时强度提高75%,24h抗拉强度提高79%,因此,本技术碱的加入提高二氧化碳硬化碱性酚醛树脂砂的力学性能。
[0098]
同时,由表2可见,实施例3树脂加入量2%,对比例3树脂加入量2.4%,力学性能对比如下:
[0099]
即时抗拉强度:(0.79
‑
0.68)/0.68
×
100%=16%
[0100]
24h抗拉强度:(1.60
‑
1.32)/1.32
×
100%=21.2%
[0101]
对比例3由于混砂前树脂与碱水混合,干扰了砂例表面原子与碱离子的反应,改性效果显著降低,对比例3与实施例3相比较:即时抗拉强度降低16%,24h抗拉强度降低21.2%。
[0102]
对比例3的树脂碱水混合物在室内放置24h后,混合物发生浑浊,液体上部与下部
颜色不均衡,碱水破坏了树脂液体的稳定性,因此,碱水在混砂前加入树脂中会导致树脂变质。
[0103]
因此,本发明组合物树脂加入量低,力学性能高,有利于推广应用,吹硬气体无毒无味,改善工人的劳动条件,有利于环境保护。
[0104]
以上所述,仅为本发明较佳的具体实施方式,本发明的保护范围不限于此,任何熟悉本技术领域的技术人员在本发明披露的技术范围内,可显而易见地得到的技术方案的简单变化或等效替换均落入本发明的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。