1.本发明涉及根据权利要求1的前序部分的用于对金属产品进行热处理的方法。
背景技术:
2.在尤其带材或板材形式的金属产品的制造中,通常产品的热处理特别重要,因为由此影响或设置产品的机械特性。金属产品在其制造结束时存在的机械特性属于由金属产品制成的最终产品质量的重要标准。所述机械特性基本上由带材的材料的微观结构决定。
3.对于制造金属产品的生产工艺,可以使关于产品微观结构及其从中产生的机械特性的精确信息进入生产工艺中。例如,为此目的,从ep 2 742 158 b1中已知,使用计算机模型或基于模型的调节,其中可用的可测量的参数、即例如温度和化学组分以及轧制力作为基础以计算与材料的微结构或机械特性关联的一个或多个参数,以便以这种方式适配制造工艺。在ep 2 742 158 b1的技术中,可以在退火工艺后测量机械特性。然而,在此不利的是,对于对测量的产品(例如卷材)进行退火不考虑这种测量的结果,因为产品的机械特性不再能改变。
4.根据例如从de 10 2016 222 644 a1中已知的另一现有技术,可以结合金属产品的轧制和/或热处理的方法执行在线测量,以检测带材的特性,所述特性可以通过材料的微结构决定。以该方式,经由控制装置影响制造工艺。在这种方法中例如借助于产品机械特性的x射线测量来调节产品的缓慢冷却。在此不利的是,用于对产品进行热处理或用于其冷却的炉的热惯性仅能对工艺参数的变化做出有限的反应。
5.对金属产品的机械特性的各种影响在图9的图表中说明。
6.在对于图9中的金属产品的机械特性所示出的关系方面,根据现有技术存在以下不足:
7.a)在制造金属产品的前工艺中,可以出现工艺参数方面的波动或变化。卷材内的变化通常是连续的并且可以借助于炉的调节(加热段或冷却、尤其缓慢冷却)和材料微结构的测量来补偿。尽管如此,卷材间的变化在化学分析相同、钢品质相同、厚度相同且宽度相同的情况下由于炉的死区时间仅不令人满意地被补偿,因为在前工艺中造成工艺参数方面的所提到的波动。
8.b)会出现带材厚度和宽度、钢品质、退火温度和产线速度的变化:为了补偿这一点,可以在更换卷材时在预设的界限内设置带材温度。然而,根据现有技术,通常只关注温度的设置。
9.c)会出现产品的化学性质变化或化学组分的变化。如果这种情况出现在钢种/合金内,则必须改变带材温度,以将奥氏体份额设置在预设的范围内。在通过卷材更换合金时,化学分析发生变化,并且附加地通常必须设置新的奥氏体份额。
10.根据上述现有技术,问题在于金属产品的材料特性的例如在更换卷材时会出现的尤其突然变化无法被补偿或仅不令人满意地被补偿。如果在奥氏体目标值保持不变的情况下在卷材之间(例如,由于不同的化学、不同或改变的前工艺数据、产线速度、表面特性等)
或在卷材长度上(例如,前工艺、产线速度、表面特性、炉中的转变、热轧机中的由转移板坯构成的卷材的变化)奥氏体份额的实际值变化,则会是这种情况。在第一种情况下(典型地在产线速度发生变化的情况下)造成突然的变化,在第二种情况下得到带材长度上的变化。然而在这两种情况下,例如对于根据de 10 2016 222 644 a1的方法已知的常规的调节在达到产品奥氏体份额的新的目标值之前根据炉的加热或冷却区域的热惯性带有不利的延迟地对此作出反应。
11.图10示出当产品例如借助根据de 10 2016 222 644 a1的方法经受热处理时金属产品的机械特性变化的象征性视图,其中以所得出的拉伸强度为例。在该方法中,基于最大值和最小值确定产品温度的质量窗口(例如以带的形式),其中最大值和最小值可以从产品温度的测量值中计算。图10以产品或带材的所得出的拉伸强度为例说明根据de 10 2016 222 644 a1的方法的另一如下缺点:即在使用温度质量窗口(例如在更换卷材时)的情况下机械特性(例如拉伸强度、屈服极限、断裂伸长率等)的变化都相对大。这在图10的图示中通过彼此平行伸展的水平线之间的相对大的间距来表达,所述线设置在注释“得出的拉伸强度”上方。
技术实现要素:
12.因此,本发明所基于的目的在于:也在考虑金属产品的材料特性的可能突然的变化的情况下优化金属产品的热处理。
13.上述目的通过具有权利要求1的特征的方法实现。本发明的有利的改进形式在从属权利要求中限定。
14.根据本发明的方法用于金属产品、特别地带材或板材形式的金属产品的热处理。在所述方法中,将产品以预设的速度沿输送方向引导穿过炉装置。在此,炉装置借助于控制和/或调节装置控制和/或调节。在热处理期间,产品直至第一部位被加热,并且随此之后直至第二部位或直至第三部位被冷却,其中第二部位或第三部位沿产品的输送方向观察分别置于第一部位的下游。该方法设有以下另外的步骤:
15.(i)确定产品在第二部位处或在第三部位处的关于奥氏体份额的质量窗口,其中质量窗口通过最小值和最大值限定,
16.(ii)预测产品在第二部位或第三部位处的温度,特别是通过求解基于产品在第二部位或第三部位上游的位置处的温度和/或基于产品的速度的传热方程来预测,
17.(iii)基于根据步骤(ii)预测的温度借助于冶金和/或基于数据的模型预测产品在第二部位或第三部位的奥氏体份额,和
18.(iv)如果产品的根据步骤(iii)为第二部位或第三部位预测的奥氏体份额位于步骤(i)的质量窗口之外:借助于控制和/或调节装置适配炉装置的至少一个区温度和/或产品在输送方向上的速度,使得借此产品的为第二或第三部位预测的奥氏体份额到达或位于质量窗口内。
19.根据本发明的上述热处理可以在第一部位处、在第二部位处和在第三部位处进行。在此,第二部位在产品的输送方向上观察位于第一部位和第三部位之间。例如,对于根据本发明的方法可以提出:将产品直至第一部位加热,在第一部位和第二部位之间缓慢(冷却)冷却(致冷),并且在第二部位和第三部位之间快速冷却。
20.关于根据本发明的方法的前述步骤(ii),特别强调的是:对产品在第二或第三部位处的温度的预测可以基于针对所提到的部位求解热传递方程来进行。替选于此,以同样的方式可行的是:在步骤(ii)中通过存储的测量预测产品的温度,采用这种存储的测量相当于读取关于数据或测量的数据库,所述数据或测量预先生成或为了准备当前的热处理生成。
21.本发明基于如下基本知识:即基于借助于冶金和/或基于数据的模型预测产品在热处理的第二部位处或第三部位处的奥氏体份额的步骤(iii)进行预先控制,以便尤其在产品的材料特性突然变化的情况下绕过所使用的炉装置的时间常数,进而以便在考虑产品的预测的奥氏体份额的情况下实现更快地适配用于产品的热处理。
22.关于这一点特别指出:当产品穿过炉装置时,借助为根据本发明的方法使用的炉装置可以加热和/或冷却产品。相应地,可以借助于炉装置选择性地或根据所述炉装置的确定的区段实现产品温度的提高或降低,其中在此期间也可以将温度梯度、即加热/冷却的速度设置为时间的函数。这意味着:借助炉装置在本发明的上下文中可以缓慢或快速加热产品和/或缓慢或快速冷却产品。
23.关于根据本发明的方法的步骤(iv),特别强调的是:根据本发明并就本发明的含义而言炉装置的区温度的适配可同样意味着金属产品的加热和/或冷却。这意味着:用区温度也可以表示金属产品的温度降低的冷却区。因此,至少一个区温度的适配为了加热或冷却金属产品的目的在后一种情况下例如通过使用(冷却)液体和/或流体来进行。为了冷却产品,可以使用一种装置,从所述装置中优选在压力下朝产品的一表面或多个表面的方向排出(例如主要)由氮和氢构成的气体混合物,以由此有针对性地降低产品的温度。这种装置可以设置或容纳在炉装置内。补充地和/或替选地可行的是:使用水来冷却产品,例如以浸浴的形式,其中产品经过所述浸浴,和/或以优选在压力下排放到产品的(多个)表面上的冷却液体的形式。
24.对于预测或需要奥氏体份额中的较大变化的情况,在执行步骤(iv)时适宜的是:除了炉装置的区温度之外也适配产品沿输送方向的速度或带材速度。与之相关要理解的是:在这种适配时也考虑产品的缓慢冷却的能力。
25.在根据本发明的方法中,产品的预测的奥氏体份额用作步骤(iii)的目标变量,所述奥氏体份额要么存在于热处理的第二部位(例如产品缓慢冷却后)要么处于第三部位(例如产品快速冷却后)。这意味着:根据步骤(iii)使用冶金和/或基于数据的模型实现预测产品在热处理的第二或第三部位处的奥氏体份额。
26.在此,在根据步骤(i)的奥氏体份额方面确定产品在第二部位或第三部位处的质量窗口是特别重要的。这种质量窗口分别通过最小值和最大值限定,其例如从产品的机械特性的测量和/或实验室值中推到出。对于本发明,关于至少一个机械特性的质量窗口的最小值和最大值可以适宜地以测量的方式来确定。产品的这种机械特性可以是拉伸强度和/或屈服极限和/或伸长率。
27.根据本发明的方法的另一主要基础基于:即如步骤(ii)所设的产品在第二部位或第三部位处的温度可以通过求解热传递方程以高精度得出。为此,根据现有技术,数学模型的使用是已知的,并且例如在a.l.lhoest和k.
‑
g.butzbach的文章“数学模型实现更高的设备生产率和更好的带材质量(mathematishces modell
und bessere)”(发表于“stahl und eisen钢和铁”129(2009)no.11、79
‑
89页),其中关于此点引用所述文章。
28.随着本发明的应用,关于金属产品的热处理,通过如下方式存在从温度调节到组织调节的范式转变:即按步骤(iv)借助于控制和/或调节装置根据产品的按步骤(iii)为第二部位或针对第三部位预测的奥氏体份额是否位于步骤(i)的质量窗口之外来适配炉装置的至少一个区温度和/或产品沿输送方向的速度。由此可行的是:尤其在从一卷材过渡到下一卷材的情况下,或在同一卷材之内变化尤其显著的情况下,至少减少或完全排除材料废料。在输入参数(例如钢带的化学性质或出自前工艺、例如在热处理工艺中更换卷材时的热辊压中的其他特性)突然变化的情况下,可以通过主要基于根据本发明的方法的步骤(iii)和(iv)的所提出的预先补偿来至少减少产品(例如带材或板材形式)的废料长度的份额。
29.在本发明的一种有利的改进形式中,可以比实时更快地选择步骤(ii)和/或步骤(iii)的计算类型。在此基础上,根据本发明的方法可以针对产品热处理发出即关于产品在热处理的第二部位处或在第三部位处的预测的奥氏体份额方面“展望未来”。
30.在本发明的一种有利的改进形式中,根据步骤(iv)的适配以按调节的方式进行。在此,控制和/或调节装置承担调节器的功能,其中炉装置的区温度和/或产品的沿输送方向运输或移动穿过炉装置的速度用作为(多个)调节变量。
31.在本发明中实现:通过将借助于控制和/或调节装置对产品的奥氏体份额进行的调节和操作或考虑奥氏体份额的目标值组合来直观地运行炉装置的调节。由此,尤其在两个卷材之间过渡的情况下实现对于产品尽可能最佳的机械特性。
32.因此,根据本发明的方法特别适用于对于优选在热处理的第二部位处或第三部位处的产品面临更换卷材的情况。
33.在本发明的一种有利的改进形式中,为产品确定位于步骤(i)的质量窗口内的奥氏体目标值。为此,适宜的是:基于产品的至少一种机械特性的以测量方式确定的值计算奥氏体含量的这种目标值。如已经在其他位置解释的那样,产品的这种机械特征可以是拉伸强度和/或屈服极限和/或伸长率。在任何情况下,为了执行根据本发明的方法的步骤(iv)适宜的是:对于在热处理的第二部位或第三部位处预测的奥氏体份额距所述目标值的间距应尽可能小,由此例如优化在两个卷材之间的过渡时炉装置的运行方式。理想地,借助于控制和/或调节装置对炉装置的至少一个区温度和/或产品沿输送方向的速度进行所提出的调节,使得产品在热处理器的第二或第三部位处的预测的奥氏体份额与步骤(i)的质量窗口内的所提出的目标值一致,在任何情况下都与该目标值具有小的偏差。
34.在本发明的有利的改进形式中可以提出:为了执行上述步骤(i)至(iv)分别考虑产品的奥氏体份额,所述产品处于热处理器的第二部位处。这意味着:在缓慢冷却结束时考虑产品的预测的奥氏体份额。相应地,对于在步骤(ii)中的情况,也预测产品在缓慢冷却结束时的温度,其中然后在步骤(iii)中针对产品缓慢冷却结束或完成的热处理部位基于上游的温度预测借助于冶金和/或基于数据的模型预测所属的奥氏体份额。
35.在本发明的一种有利的改进形式中,对由具有至少0.3%质量份额的硅和至少1%质量份额的锰的钢构成的产品进行所述热处理。
36.对于上述钢类型,就本发明的意义而言适宜的是:硅的质量份额为至少0.3%、0.31%、0.32%、0.33%、0.34%、0.35%、0.36%、0.37%、0.38%、0.39%、0.4%、0.41%、
0.42%、0.43%、0.44%、0.45%、0.46%、0.47%、0.48%、0.49%、0.5%、0.51%、0.52%、0.53%、0.54%、0.55%、0.56%、0.57%、0.58%、0.59%、0.6%、0.61%、0.62%、0.63%、0.64%、0.65%、0.66%、0.67%、0.68%、0.69%、0.7%、0.71%、0.72%、0.73%、0.74%、0.75%、0.76%、0.77%、0.78%、0.79%、0.8%、0.81%、0.82%、0.83%、0.84%、0.85%、0.86%、0.87%、0.88%、0.89%、0.9%、0.91%、0.92%、0.93%、0.94%、0.95%、0.96%、0.97%、0.98%、0.99%、1%或直至1.5%。这意味着:就下限的意义而言,硅的质量份额可以采用上述值。
37.在本发明的一种有利的改进形式中,对于所述钢类型可行的是:锰的质量份额为至少1.01%、1.02%、1.03%、1.04%、1.05%、1.06%、1.07%、1.08%、1.09%、1.1%、1.11%、1.12%、1.13%、1.14%、1.15%、1.16%、1.17%、1.18%、1.19%、1.2%、1.21%、1.22%、1.23%、1.24%、1.25%、1.26%、1.27%、1.28%、1.29%、1.3%、1.31%、1.32%、1.33%、1.34%、1.35%、1.36%、1.37%、1.38%、1.39%、1.4%、1.41%、1.42%、1.43%、1.44%、1.45%、1.46%、1.47%、1.48%、1.49%、1.5%、1.51%或直至2%。这意味着:就下限的意义而言,猛的质量份额可以采用上述值。
38.在本发明的一种有利的改进形式中,对于所提出的钢类型可行的是:硅和锰的质量份额之和至少为1.3%。适宜地,硅和锰的质量份额之和至少为1.31%、1.32%、1.33%、1.34%、1.35%、1.36%、1.37%、1.38%、1.39%、1.40%、1.41%、1.42%、1.43%、1.44%、1.45%、1.46%、1.47%、1.48%、1.49%、1.50%、1.3%...1.51%、1.52%、1.53%、1.54%、1.55%、1.56%、1.57%、1.58%、1.59%、1.6%、1.61%、1.62%、1.63%、1.64%、1.65%、1.66%、1.67%、1.68%、1.69%、1.7%、1.71%、1.72%、1.73%、1.74%、1.75%、1.76%、1.77%、1.78%、1.79%、1.8%、1.81%、1.82%、1.83%、1.84%、1.85%、1.86%、1.87%、1.88%、1.89%、1.9%、1.91%、1.92%、1.93%、1.94%、1.95%、1.96%、1.97%、1.98%、1.99%、2%、2.01%或直至2.5%。这意味着:就下限的意义而言,硅和猛的质量份额可以采用上述值。
39.在本发明的一种有利的改进形式中可以提出:为了对产品进行热处理设有至少一个感应器,所述感应器由控制和/或调节装置控制或调节。这种感应器要么可以设置在炉装置内和/或沿产品的输送方向观察可以设置在炉装置的上游和/或下游。适宜地,这种感应器是横向感应器,借助所述横向感应器可以将大的能量密度输入到金属产品或带材/板材中。
40.在本发明的一种有利的改进形式中可以提出:产品在第二部位处和/或在第三部位处的奥氏体份额以测量的方式求出。在此,优选地,在第二部位和/或第三部位处的奥氏体份额的测量尤其通过使用x射线无破坏地进行。通过在第二部位和/或第三部位处对产品的奥氏体份额进行这种测量,对于本发明可行的是:验证根据步骤(iii)预测的奥氏体份额,以便必要时根据此适配或优化根据步骤(iv)的调节。
附图说明
41.下面根据示意性简化的视图详细描述本发明的实施例。附图示出:
42.图1示出用于借助根据本发明的方法对金属产品进行热处理的加工线的简化侧视图,
43.图2示出在图1的加工线中使用的控制和/或调节装置的框图,
44.图3示出根据修改的实施方式的图2的控制和/或调节装置的一部分,
45.图4示出按照根据本发明的方法的热处理期间的温度作为时间或炉长度的函数的图表,
46.图5示出图4的图表,其补充有关于热处理过的金属产品的微结构的解释,
47.图6示出根据修改的实施方式的根据本发明的方法的热处理期间的温度作为时间或炉长度的函数的图表,
48.图7示出奥氏体份额作为累加的卷材长度的函数的图表,其中所述奥氏体份额在借助根据本发明的方法热处理金属产品期间设置,
49.图8示出在根据本发明的方法过程中基于在缓慢冷却后的产品的奥氏体份额设置的所得出的拉伸强度的象征性示意图,
50.图9示出用于说明根据现有技术对金属产品制造时或热处理器时的机械特性的影响的图表,和
51.图10示出所得出的拉伸强度的象征性示意图,所述拉伸强度在常规的方法过程中基于在缓慢冷却后的产品的带材温度设置。
具体实施方式
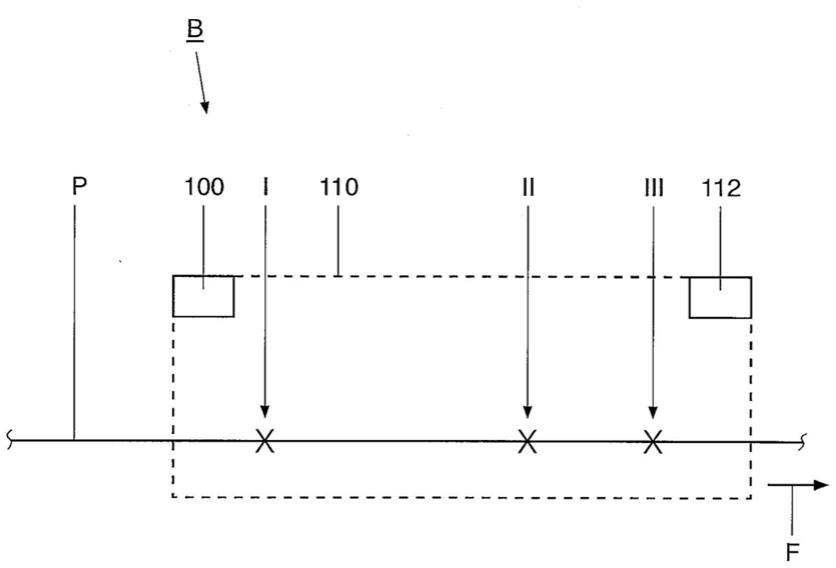
52.下面,参考图1至8解释根据本发明的方法的优选的实施方式,借助所述方法对于加工线b中的金属产品p执行热处理,所述加工线配备有控制和/或调节装置100和由其操控或调节的炉装置110。附图中相同的特征分别设有相同的附图标记。在这一点上特别指出:附图仅以简化方式且尤其未按比例地示出。
53.图1象征性简化地示出处理线b,沿着所述处理线对金属产品p进行有针对性的热处理。在所述热处理的进程中,产品p被加热并且然后再次冷却。
54.产品p在加工线b中沿输送方向移动,所述输送方向在图1和图2中分别用箭头“f”象征性表示。在此,产品p沿着加工线b在不同部位处或其之间发生热处理。详细地,为此设有第一部位i、第二部位ii和第三部位iii,其中所述部位在图1的视图中分别以简化的方式通过“x”来象征性表示。从图1可见:沿产品p的输送方向f观察第二部位ii位于第一部位i和第三部位iii之间。
55.加工线b配备有控制和/或调节装置100和炉装置110。在图1的视图中,炉装置110以简化的方式通过具有虚线的矩形象征性表示。
56.为了执行根据本发明的方法和为此所设的产品热处理,炉装置110由控制和/或调节装置100有针对性地控制和/或调节,这将在下文更详细地解释。
57.产品p在其沿着加工线b的热处理过程中通过炉装置110。借助于炉装置110可行的是:有针对性地加热和/或冷却产品p。在根据本发明的方法中,如上文别处已经解释的那样,可以通过使用进行冷却的气体(例如氮气和氢气构成的混合物)和/或通过使用冷却液体(例如以浸浴的形式,或通过将冷却液体通过喷射喷嘴排放到产品表面上)来实现产品p的冷却,例如在炉装置之内实现、分别沿产品的输送方向f观察在炉装置的上游和/或炉装置的下游实现。
58.可以将感应器112用于根据本发明的方法。这种感应器112可以设置在炉装置110
内,这在图1的视图中通过矩形以象征性方式简化地示出。关于用于感应器112的矩形符号在炉装置的虚线表示的矩形110内的右上方的定位,需要单独指出:所述定位与感应器112在炉装置110之内的实际空间设置不相关。在任何情况下,在炉装置110内在短时间内期望高能量密度以加热产品p的这种部位处可以使用感应器112。为此目的,感应器112优选构成为横向感应器。
59.为了执行根据本发明的方法可以提出:将产品p直至第一部位i加热或提高其温度。随此之后,产品p在第一部位i和第二部位ii之间缓慢冷却。之后,产品p在第二部位ii和第三部位iii之间快速冷却。产品p的作为时间或炉装置110的长度的函数的相应的温度分布分别在图4、5和6的视图中示出并且在下面还单独解释。
60.图2示出控制和/或调节装置100的框图。为所述控制和/或调节装置100的一部分的各个元件和与其关联的、用于执行根据本发明的方法的流程或事物设有如下附图标记或借助如下附图标记解释,就图例的意义而言:
61.p金属产品(例如带材或板材),也设有附图标记“28”;
62.1奥氏体份额计算(用于按照根据本发明方法的第一实施方式的缓慢冷却的示例,否则为用于测量设备9测量的变量的模型);
63.2带材温度计算;
64.3预测的奥氏体份额(用于按照根据本发明方法的第一实施方式的缓慢冷却的示例,否则为用于测量设备9测量的变量的模型);
65.4预设的带材温度;
66.5预测的带材温度;
67.6用于炉装置110的区温度(因此也包括冷却区)和/或产品p沿输送方向f的速度(=带速度)的调节器;
68.7具有奥氏体份额的调节器(用于按照根据本发明方法的第一实施方式的缓慢冷却的示例,否则为用于测量设备9测量的变量的模型);
69.8缓慢冷却和其之前的区域;
70.9 x射线测量设备
71.10快速冷却和其之后的区域;
72.11奥氏体份额的质量窗口(用于按照根据本发明方法的第一实施方式的缓慢冷却的示例,否则用于测量设备9测量的变量);
73.12产品p的化学组分;
74.13预处理数据;
75.14预测的奥氏体份额;
76.15对炉装置110的计划的运行方式的预设;
77.16预测的带材温度;
78.17预测的带材温度;
79.18对炉装置110的计划的运行方式的预设
80.19炉区温度和带材温度;
81.20带材温度(用于缓慢冷却外的带材温度,即例如保持温度、加热温度、快速冷却温度的示例);
82.21用于特定的带材温度的预控值,奥氏体份额的调节器作用于所述特定的带材温度(用于缓慢冷却之后的带材温度的示例);
83.22调节器7的调节器输出,所述调节器输出被加到预控值21上(用于缓慢冷却后的带材温度的示例);
84.23奥氏体份额的质量窗口(用于按照根据本发明方法的第一实施方式的缓慢冷却的示例,否则用于测量设备9测量的变量);
85.24炉区温度的预设(用于缓慢冷却和其之前的区域的示例);
86.25炉区温度和带材温度;
87.26奥氏体份额(由x射线测量设备9测量);和
88.27炉区温度的预设(根据本发明方法的第二实施方式用于快速冷却和其之后的区域的示例)。
89.下面详细解释根据本发明的方法的第一实施方式的主要变型形式,其优选地针对双相钢或复相钢执行。图4和图5的图表中定性地示出产品p的温度分布,所述温度分布通过加工线b内的热处理设置。
90.如已经提到的那样,在根据本发明的方法中,产品p首先直至第一部位i被加热。产品p的这种加热可以适宜地借助炉装置110或在炉装置110中进行,其中所述加热对应于图4的图表中的温度走向的开始时的上升部分。随此之后,在产品在第二部位ii和第三部位iii之间快速冷却之前,该产品在第一部位i和第二部位ii之间缓慢冷却。
91.为了阐明图4的图表的上述加热和冷却过程,邻接于其图形针对温度走向对第一、第二和第三部位分别用i、ii和iii表示。在此特别地,部位i
‑
ii和ii
‑
iii之间的温度走向的相应的负斜率阐明:在此之间产品被冷却。
92.图5的图表对应于图4的图表,其中现在在图5中通过相应的圆符号定量地说明产品p的在所提出的热处理期间在不同部位处的微结构中的奥氏体、铁素体和马氏体的份额。
93.根据第一实施方式的方法的特征在于,对于产品p的缓慢冷却结束的部位ii,预测产品p的奥氏体份额。随后,关于该预测的奥氏体份额,借助根据本发明的方法检查:所述奥氏体份额是否位于期望的目标范围内或是否对应于期望的目标值,其中在确定与其有偏差的情况下然后适配并且优选地调节炉装置110的至少一个区温度和/或产品在输送方向f上的速度,使得借此产品p的针对第二部位ii预测的奥氏体份额位于奥氏体份额的目标值的期望的质量窗口内。
94.补充于已经从图2的框图和为此提出的图例中明显地得出的流程,为了执行按照第一实施方式的根据本发明的方法给出如下信息:
95.在步骤(i)中,在第二部位ii处为产品p确定关于奥氏体份额的质量窗口。为了确定所述质量窗口,优选地基于产品p的实验室求出的测量值计算最大值和最小值。最大值和最小值之间的间距然后限定关于产品的奥氏体份额的所述质量窗口,所述份额应该存在于部位ii处(即在缓慢冷却完成之后)。适宜地,还确定或计算目标值,所述目标值位于最大值和最小值之间进而位于所提到的质量窗口内。
96.缓慢冷却后的奥氏体部分的上述质量窗口也在图8的视图中(在其左侧区域中)示出。相同的内容也适用于如解释的那样位于最大值和最小值之间的目标值。
97.为了计算或确定在上述部位ii处的奥氏体份额,控制和/或调节装置100配备有根
据图2的、用于计算奥氏体份额的块1(例如模型或程序),所述块1包括用于预测奥氏体份额的块。通过指向块3方向的箭头11象征性地表示:为了预测奥氏体份额考虑奥氏体份额的之前确定的质量窗口。
98.在根据第一实施方式的方法的步骤(ii)中,通过以本身已知的方式求解热传递方程的方式来预测产品p在第二部位ii处的温度。如上面已经在其他部位处解释的那样,也可以通过存储的测量来执行产品p的温度的所述预测。在任何情况下,所述温度预测根据产品p在例如处于加工线b中的处于第二部位ii上游的位置处的温度来进行。为此目的,控制和/或调节装置100配备有用于带材温度计算的块2(例如模型或程序)。在此,通过块5预测产品p的温度(在图2中也称为“带材温度”),其中于是一方面借此预测的、在图2中通过箭头“16”象征性表示的带材温度被转移给块3,并且另一方面在图2中通过箭头“17”象征性表示的带材温度转移给在图2中用附图标记“4”表示的块(根据图2的图例:“预设的带材温度”)。
99.在块3已经获得在部位ii处预测的带材温度的数据之后,借助所述块3利用冶金的和/或基于数据的模型基于根据步骤(ii)预测的温度在步骤(iii)中预测产品在第二部位ii处的奥氏体份额。这在图4的温度走向的曲线中也通过名称“3/步骤(iii)”表示,其在缓慢冷却结束时提及。因此预测的在图2中通过箭头“14”象征性表示的奥氏体份额由块3转移给块4,所述块4根据图2的图例用“预设的带材温度”表示。
100.此后,在步骤(iv)中,由根据第一实施方式的根据本发明的方法检查:预测的奥氏体份额是否位于根据步骤(i)的质量窗口之外。如果会是这种情况,则进行炉装置110的至少一个区温度和/或产品在输送方向f上的速度的所述适配。这优选地以调节的方式进行。这借助于块4进行,如这在下文解释。
101.对于根据本发明的方法的第一实施方式,然后在步骤(iv)的过程中进一步提出:由块4将图2中用“21”表示的预控制值发送给用于炉装置110的区温度的调节器6。
102.图2中的箭头“23”象征性表示:在此调节器7获得关于(在部位ii处预测的)奥氏体份额的质量窗口的信息或数据。在图2中,用“22”表示与上述预控值21相加的调节器输出。
103.在任何情况下,在根据本发明的方法的第一实施方式中,尤其通过使用调节器7对炉装置110的有针对性的区温度和/或产品在输送方向f上的速度进行调节,使得借此产品p的针对部位ii预测的奥氏体份额返回到步骤(i)的所述质量窗口之内或者保留在其中。在理想情况下,在此,对于部位ii预测的奥氏体份额对应于位于最大值和最小值之间的质量窗口内的所属的目标值(也参见图8),或者预测的奥氏体份额距所述目标值仅具有小的间距。
104.图8由所得出的拉伸强度为例示出在借助根据第一实施方式的根据本发明的方法进行热处理时产品p的机械特性变化的象征性视图。与图10的比较说明:与现有技术相比,借助本发明可以减少影响例如对于所得出的拉伸强度的作用。
105.关于块3、4和5强调:为此选择或设置比实时更快的计算速度。经适当修改后,这也适用于根据本发明的方法的步骤(ii)和(iii)。
106.块3、4、5和6以及调节器7适宜地在后台中永久地运行以用于借助炉装置110对产品p执行的热处理,进而持续地运行。由此对于本发明可行的是:尤其在面临卷材更换时通过如下方式在输入参数的可能的变化方面实现有利短的反应时间:即例如及早地适配炉装置110或带速度的操控。借助根据本发明的调节根据在部位ii处的预测的奥氏体份额实现
的早期反应在图7的图表中通过奥氏体份额的虚线区域作为累加的卷材长度的函数结合从卷材a到卷材b的更换象征性表示。
107.在图3中示出图2的控制和/或调节装置100的关于块4的改型的部分。借助块的所述改型,同样执行根据本发明的方法的第一实施方式,其中从奥氏体质量窗口推断出动态的温度质量窗口。为了解释图3,为此列举如下补充的图例:
108.29带材温度的质量窗口的预设(用于根据第一实施方式的缓慢冷却的示例)
109.30预测的带材温度
110.31带材温度的质量窗口(用于根据第一实施方式的缓慢冷却的示例)
111.根据本发明的方法的改型的第一实施方式基本上对应于第一实施方式的先前解释的主要变型,其中现在以如下方式进行带材温度(4)的预设:为奥氏体份额限定质量窗口。所述质量窗口从机械特性的质量窗口中推导出。附加地,进行以下步骤:
112.·
缓慢冷却带材温度的质量窗口从奥氏体质量窗口和奥氏体份额的预测中确定(29)。
113.·
退火温度的窗口为正常窗口,或可通过对奥氏体份额或缓慢冷却能力的要求(31)进行适配
114.·
所述动态质量窗口随后用于带材温度(30)的预设。
115.根据本发明的方法的第二实施方式在图6的图表中关于作为时间或炉长度的函数的可能的温度走向示出。所述第二实施方式优选地针对淬火和配分钢(“q&p钢”)执行并且特征在于:在快速冷却完成之后进而在第三部位处才执行用于预测奥氏体份额的步骤(iii)。这对于图6的图表中的温度走向的曲线,通过将标记“3/步骤(iii)”定位在部位iii处相应地示出。此外,不言而喻,在根据所述第二实施方式的方法的剩余步骤(i)、(ii)和(iv)中在奥氏体份额或为此所需的预测的温度方面仅分别适用于第三部位。
116.在这一点上需特别指出:在根据第二实施方式的方法中为产品p设置的温度走向也可以偏离图6的走向。例如可行的是:在第二实施方式中,第一部位i和第二部位i之间的缓慢冷却可以以变化的形式执行或者根本不发生。在后一种情况下,这意味着:在将产品p直至第一部位i都加热之后,然后直接进行直至第三部位iii的快速冷却,其中第二部位对于该情况不出现或不重要。
117.在其他方面,根据第二实施方式的方法的流程在做必要修改的情况下对应于第一实施方式的主要变型,可以对其进行参考以避免重复。
118.本发明特别适合于在镀锌线、退火线或类似设备中使用,其中对尤其带材或板材形式的金属产品进行热处理,其中产品被有针对性地加热和/或冷却。这意味着:上述加工线b可以是镀锌线或退火线。
119.如果应在短时间内对产品如解释的那样直至第一部位i以相应大的温度梯度执行加热,则对于本发明可以提出:为此也使用感应器112(参见图1)。以该方式,感应器112对于本发明用作为快速调节变量。为了根据感应原理加热,有利的是:可以快速改变引入金属产品p中的能量。
120.最后,关于执行根据本发明的方法需要指出:产品p在第二部位ii(在第一实施方式中)或在第三部位iii(在第二实施方式中)的奥氏体份额也可以以测量的方式求出,优选地通过使用x射线无破坏地求出。于是,所述测量的结果发送给调节器7并用于验证为第二
部位ii或第三部位iii预测的值,并在出现偏差的情况下进行调配。这在图2的框图中通过块“9”表示,所述块的信号输出用箭头“26”指向调节器7的块。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。