1.本发明提供一种在铜表面微米级超亲/疏水点的制备方法,主要应用于相变传热实验过程,最终与池沸腾和喷雾冷却应用结合。
背景技术:
2.池沸腾和喷雾冷却都具有极高的相变传热能力,该技术广泛应用在超级计算机、军事设备和冶金等领域。已公开的文献和以前的工作发现,池沸腾和喷雾冷却相变过程的换热效果提升与沸腾过程的气泡尺寸及脱离频率有关。同时,在喷雾冷却过程中,液滴碰壁也具有不可或缺的换热能力,液滴碰壁运动规律和换热能力与壁面特性有很大关系。本发明旨在制备微米级超亲/超疏水点表面并配合池沸腾和液滴碰壁实验装置使用,对池沸腾和液滴碰壁进行实验研究,最终应用于喷雾冷却。
3.微米级超亲/超疏水点通常环绕在超亲(超疏)水表面周围,在池沸腾和喷雾冷却实验研究中有广泛应用。在制备超疏水点时,由于其尺寸较小,且超亲水表面具有毛细效应,能够吸附并扩散其表面的液体,因此,通常使用激光加工的方法在超亲水表面制备超疏水点。激光加工的成本和对设备的要求极高,因此,当制备大量微米级超亲超疏水点时不具有经济价值。
技术实现要素:
4.本发明提供一种在铜表面微米级超亲/疏水点的制备方法,其主要用途是为池沸腾和喷雾冷却实验提供可自由设计的超亲/疏水点的改性壁面。
5.为达到上述目的,本发明采用的技术方案为:
6.一种在铜表面微米级超亲/疏水点的制备方法,该制备方法基于辅助模具a1、铜工件3、密封螺栓6和辅助模具b8等部件实现。
7.所述的辅助模具a1由上不锈钢片a2、下不锈钢片a4和两个固定螺栓5构成,上不锈钢片a2、下不锈钢片a4通过两个固定螺栓5连接,铜工件3位于上不锈钢片a2、下不锈钢片a4之间;所述上不锈钢片a2在铜工件3中线对应位置设有与密封螺栓6螺纹配合的螺纹孔,用来固定密封螺栓6并调节其高度。所述的辅助模具a1在密封铜工件3时能够避免密封螺栓6的转动对铜工件3的表面划伤。所述的密封螺栓6由普通螺栓加工而成,其尖部贴有铜箔胶带起到密封作用,靠近铜工件3一端的中心设有与设计疏水点尺寸大小匹配的盲孔7,用于保证最终形成设计尺寸的疏水点;密封螺栓6的尖部壁厚小于0.1mm,不会对密封点尺寸产生较大影响。盲孔7的内径与要处理亲/疏点的尺寸一致。使用时:首先,将铜工件3水平放置下不锈钢片a4上,再依次安装密封螺栓6、固定螺栓5和上不锈钢片a2。其次,将密封螺栓6对齐安装在铜工件3需要处理表面的位置,无限接近但不接触铜工件3 的表面,以免密封螺栓6的转动造成表面的划伤。最后,调节固定螺栓5的螺母使密封螺栓 6与铜工件3的表面贴合并压紧,以达到密封效果。
8.所述的辅助模具b8包括储液微池9、上不锈钢片b11、聚四氟乙烯密封垫13、下不锈
钢片b14和两个固定螺栓5。所述的上不锈钢片b11和下不锈钢片b14通过两个固定螺栓5 连接,铜工件3位于上不锈钢片b11和下不锈钢片b14之间;所述的储液微池9位于上不锈钢片b11上方,通过密封螺栓5与上不锈钢片b11紧密配合,储液微池9底部设有通孔,用于穿过注射器15的平头针头,注射器15向储液微池9内注入反应液体,反应液体通过储液微池9的通孔和聚四氟乙烯密封垫13的通孔注入铜工件3表面;所述的储液微池9侧面开有安装热电偶10的孔,所述的热电偶10用来测量储液微池9内液体的温度,储液微池9用于储存反应液体并维持其温度;所述的上不锈钢片b11上开有安装加热棒12的孔,加热棒 12用来保持反应所需温度。所述的上不锈钢片b11和下不锈钢片b14与铜工件3之间设有聚四氟乙烯密封垫13。使用时:首先,将铜工件3水平放置在下不锈钢片b14的中心,再依次安装并固定聚四氟乙烯密封垫13、上不锈钢片b11、储液微池9和固定螺栓5;聚四氟乙烯密封垫13开有与设计亲水点尺寸匹配的通孔,使其对齐铜工件3表面设计点的位置。其次,将装有平头针头的注射器15安装在自动注射泵上,并使平头针头通过储液微池9的通孔、穿过聚四氟乙烯密封垫13的通孔无限接近但不接触铜工件3的表面。
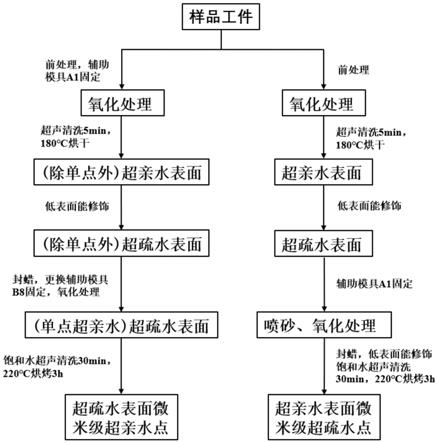
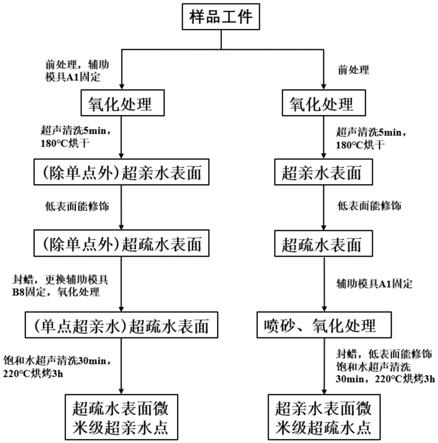
9.当在铜表面制备超亲水表面和微米级超疏水点时,包括以下步骤:
10.1)将铜工件3表面采用适当粗糙度沙粒喷砂处理,再依次用盐酸、丙酮、乙醇和去离子水超声清洗5min。
11.2)在70℃,2.5mol/l的氢氧化钾和0.0065mol/l过硫酸钾溶液中氧化铜工件3的表面 1h后,取出铜工件3用去离子水超声清洗5min并在180℃烘箱中烘干,得到“纳米花”结构的氧化铜,其水的接触角接近0
°
,表现为超亲水特性。
12.3)将处理好的铜工件3在70℃,0.0025mol/l的正十八硫醇乙醇溶液中浸泡1h后,“纳米花”结构表面形成一层小于10nm的自组装膜,其水的接触角大于170
°
,表现为超疏水特性。
13.4)将步骤3)处理后的铜工件3通过辅助模具a1固定,并根据制备超疏水点的尺寸选用合适的密封螺栓6对要处理超疏水的位置进行密封,再将铜工件3未被密封部分喷砂处理后重复步骤1)和2)。
14.5)将石蜡加热为液态后均匀滴在步骤4)处理后的二次超亲水处理后的铜工件3的表面,等待冷却后取下辅助模具a1和密封螺栓6,此时铜工件3的表面只有超疏水点露出,随后在常温条件下利用平头针和注射器将0.0025mol/l正十八硫醇溶液注入未被蜡封的超疏水点再次处理。
15.6)将处理好的铜工件3在饱和水中超声清洗30min,再用220℃的空气将铜工件3烘烤 3h后得到超亲水表面,该超亲水表面存在微米级超疏水点。
16.当在铜表面制备超疏水表面和微米级超亲水点时,包括以下步骤:
17.1)将铜工件3表面用适当粗糙度沙粒喷砂处理,再依次用盐酸、丙酮、乙醇和去离子水超声清洗5min。
18.2)将铜工件3由辅助模具a1固定,并根据制备超亲水点的尺寸选用合适的密封螺栓6 对要处理亲水的位置进行密封。
19.3)将铜工件3同辅助模具a1放入70℃,2.5mol/l的氢氧化钾和0.0065mol/l过硫酸钾溶液中,1h后取出铜工件3用去离子水超声清洗5min并在180℃烘箱中烘干,得到“纳米花”结构的氧化铜,其水的接触角接近0
°
,表现为超亲水特性。
20.4)将处理好的铜工件3同辅助模具a1一起置于70℃,0.0025mol/l的正十八硫醇乙醇溶液中浸泡1h后,“纳米花”结构表面形成一层小于10nm的自组装膜,其水的接触角大于 170
°
,表现为超疏水特性,再将石蜡加热为液态后均匀滴在超疏水处理后的铜工件3的表面,等待冷却后取下辅助模具a1和密封螺栓6,此时所述的铜工件3的表面只有未处理点的紫铜表面露出。
21.5)将封蜡后的铜工件3从辅助模具a1拆卸并更换辅助模具b8固定,随后,将注射器 15的平头针头从储液微池9和聚四氟乙烯密封垫13的通孔插入,使平头针头的头部无限接近但不接触铜工件3的表面。
22.6)开启加热棒12并根据热电偶10和控制器的共同作用,维持储液微池9内反应液体的温度,同时,注射器15内充满过2.5mol/l的氢氧化钾和0.0065mol/l过硫酸钾溶液并由自动注射泵缓慢地将溶液推出并直接与铜工件3的表面接触,储液微池9内装一定量同浓度的反应液体用来维持平头针头内的反应液体温度,反应温度为70℃。在处理微米级超亲水点时,由于聚四氟乙烯密封垫13的孔较小,反应溶液会因表面张力作用而无法进入孔内与表面接触,因此,采用注射法将反应溶液从铜工件3的表面直接注入,这样既能保证时刻与铜工件3表面接触的反应液体在配置浓度下,又能维持平头针头内反应液体的温度。由于辅助模具b8和储液微池9的温度高于70℃,但不与铜工件3的表面接触,因此铜工件3表面的固态蜡不会被融化。
23.7)最后,取下辅助模具b8,将处理好的铜工件3在饱和水中超声清洗30min,再用 220℃的空气将铜工件3烘烤3h后得到超疏水表面,该超疏水表面上存在微米级超亲水点。
24.本发明的有益效果为:(1)本发明密封螺栓6配合铜箔胶带能够实现局部区域的隔绝处理,铜箔起到密封作用且能够保护表面不被破坏;(2)辅助模具a1在密封铜工件3时能够避免密封螺栓6的转动对铜工件3的表面划伤;(3)本发明辅助模具b8在处理超亲水点时能够保证铜工件3表面的蜡不融化,且储液微池9能提供合适的反应温度;(4)本发明可利用化学浸泡法对铜表面微米级点做改性处理。
附图说明
25.图1为辅助模具a1结构示意图;
26.图2为密封螺栓6结构示意图;
27.图3为辅助模具b8结构示意图;
28.图4为微米级超亲/疏水点制备流程图;
29.图中:a1辅助模具a;a2上不锈钢片a;3铜工件;a4下不锈钢片a;5固定螺栓;6 密封螺栓;7盲孔;b8辅助模具b;9储液微池;10热电偶;b11上不锈钢片b;12加热棒; 13聚四氟乙烯密封垫;b14下不锈钢片b;15注射器。
具体实施方案
30.本发明将结合附图1
‑
附图3,根据安装顺序进行具体实施方案的说明。
31.一种在铜表面微米级超亲/疏水点的制备方法,该制备方法基于辅助模具a1、铜工件3、密封螺栓6和辅助模具b8等部件实现。所述的辅助模具a1由上不锈钢片a2、下不锈钢片 a4和两个固定螺栓5构成,上不锈钢片a2、下不锈钢片a4通过两个固定螺栓5连接,铜工件3
位于上不锈钢片a2、下不锈钢片a4之间;所述上不锈钢片a2在铜工件3中线对应位置设有与密封螺栓6螺纹配合的螺纹孔,用来固定密封螺栓6并调节其高度。所述的辅助模具a1在密封铜工件3时能够避免密封螺栓6的转动对铜工件3的表面划伤。所述的密封螺栓6由普通螺栓加工而成,其尖部贴有铜箔胶带起到密封作用,靠近铜工件3一端的中心设有与设计疏水点尺寸大小匹配的盲孔7,用于保证最终形成设计尺寸的疏水点;密封螺栓 6的尖部壁厚小于0.1mm,不会对密封点尺寸产生较大影响。盲孔7的内径与要处理亲/疏点的尺寸一致。使用时:首先,将铜工件3水平放置下不锈钢片a4上,再依次安装密封螺栓 6、固定螺栓5和上不锈钢片a2。其次,将密封螺栓6对齐安装在铜工件3需要处理表面的位置,无限接近但不接触铜工件3的表面,以免密封螺栓6的转动造成表面的划伤。最后,调节固定螺栓5的螺母使密封螺栓6与铜工件3的表面贴合并压紧,以达到密封效果。
32.所述的辅助模具b8包括储液微池9、上不锈钢片b11、聚四氟乙烯密封垫13、下不锈钢片b14和两个固定螺栓5。所述的上不锈钢片b11和下不锈钢片b14通过两个固定螺栓5 连接,铜工件3位于上不锈钢片b11和下不锈钢片b14之间;所述的储液微池9位于上不锈钢片b11上方,通过密封螺栓5与上不锈钢片b11紧密配合,储液微池9底部设有通孔,用于穿过注射器15的平头针头,注射器15向储液微池9内注入反应液体,反应液体通过储液微池9的通孔和聚四氟乙烯密封垫13的通孔注入铜工件3表面;所述的储液微池9侧面开有安装热电偶10的孔,所述的热电偶10用来测量储液微池9内液体的温度,储液微池9用于储存反应液体并维持其温度;所述的上不锈钢片b11上开有安装加热棒12的孔,加热棒 12用来保持反应所需温度。所述的上不锈钢片b11和下不锈钢片b14与铜工件3之间设有聚四氟乙烯密封垫13。使用时:首先,将铜工件3水平放置在下不锈钢片b14的中心,再依次安装并固定聚四氟乙烯密封垫13、上不锈钢片b11、储液微池9和固定螺栓5;聚四氟乙烯密封垫13开有与设计亲水点尺寸匹配的通孔,使其对齐铜工件3表面设计点的位置。其次,将装有平头针头的注射器15安装在自动注射泵上,并使平头针头通过储液微池9的通孔、穿过聚四氟乙烯密封垫13的通孔无限接近但不接触铜工件3的表面。
33.在铜表面制备超亲水表面和微米级超疏水点时,首先,所述的铜工件3表面用适当粗糙度沙粒喷砂处理,再依次用盐酸、丙酮、乙醇和去离子水超声清洗5min;随后,将铜工件3 连同辅助模具a1放入70℃,2.5mol/l的氢氧化钾和0.0065mol/l过硫酸钾溶液中,1h后取出铜工件3用去离子水超声清洗5min并在180℃烘箱中烘干,得到“纳米花”结构的氧化铜,其水的接触角接近0
°
,表现为超亲水特性。其次,将处理好的铜工件3在70℃, 0.0025mol/l的正十八硫醇乙醇溶液中浸泡1h后,“纳米花”结构表面形成一层小于10nm的自组装膜,其水的接触角大于170
°
,表现为超疏水特性;随后,将所述的铜工件3由辅助模具a1固定,并根据制备超疏水点的尺寸选用合适的密封螺栓6对要处理超疏水的位置进行密封,再将所述的铜工件3未被密封部分喷砂处理后重复上述制备超亲水表面的步骤。再次,将石蜡加热为液态后均匀滴在二次超亲水处理后的铜工件3的表面,等待冷却后取下辅助模具a1和密封螺栓6,此时所述的铜工件3的表面只有超疏水点露出,随后在常温条件下利用平头针和注射器将0.0025mol/l的正十八硫醇乙醇溶液注入未被蜡封的超疏水点再次处理。最后,将处理好的铜工件3在饱和水中超声清洗30min,再用220℃的空气将铜工件3烘烤 3h后得到超亲水表面,该表面存在微米级超疏水点。
34.在铜表面制备超疏水表面和微米级超亲水点时,首先,所述的铜工件3表面用适当
粗糙度沙粒喷砂处理,再依次用盐酸、丙酮、乙醇和去离子水超声清洗5min;随后,将所述的铜工件3由辅助模具a1固定,并根据制备超亲水点的尺寸选用合适的密封螺栓6对要处理亲水的位置进行密封。其次,将铜工件3连同辅助模具a1放入70℃,2.5mol/l的氢氧化钾和0.0065mol/l过硫酸钾溶液中,1h后取出铜工件3用去离子水超声清洗5min并在180℃烘箱中烘干,得到“纳米花”结构的氧化铜,其水的接触角接近0
°
,表现为超亲水特性。然后,将处理好的铜工件3和辅助模具a1一起置于70℃,0.0025mol/l的正十八硫醇乙醇溶液中浸泡1h后,“纳米花”结构表面形成一层小于10nm的自组装膜,其水的接触角大于170
°
,表现为超疏水特性,再将石蜡加热为液态后均匀滴在超疏水处理后的铜工件3的表面,等待冷却后取下辅助模具a1和密封螺栓6,此时所述的铜工件3的表面只有未处理点的紫铜表面露出。再次,将封蜡后的铜工件3从辅助模具a1拆卸并更换辅助模具b8固定,随后,将注射器15的平头针头从储液微池9和聚四氟乙烯密封垫13的通孔插入,使平头针头的头部无限接近但不接触铜工件3的表面。随后,开启加热棒12并根据热电偶10和控制器的共同作用,维持储液微池9内反应液体的温度,同时,注射器15内充满过2.5mol/l的氢氧化钾和0.0065mol/l过硫酸钾溶液并由自动注射泵缓慢地将溶液推出并直接与铜工件3的表面接触,储液微池9内装一定量同浓度的反应液体用来维持平头针头内的反应液体温度,反应温度为70℃。在处理微米级超亲水点时,由于聚四氟乙烯密封垫13的孔较小,反应溶液会因表面张力作用而无法进入孔内与表面接触,因此,采用注射法将反应溶液从铜工件3的表面直接注入,这样既能保证时刻与铜工件3表面接触的反应液体在配置浓度下,又能维持平头针头内反应液体的温度。由于辅助模具b8和储液微池9的温度高于70℃,但不与铜工件 3的表面接触,因此铜工件3表面的固态蜡不会被融化。最后,取下辅助模具b8,将处理好的铜工件3在饱和水中超声清洗30min,再用220℃的空气将铜工件3烘烤3h后得到超疏水表面,该超疏水表面上存在微米级超亲水点。
35.以上所述实施例仅表达本发明的实施方式,但并不能因此而理解为对本发明专利的范围的限制,应当指出,对于本领域的技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些均属于本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。