1.本发明涉及铸铁件铸造熔炼工艺领域,更具体的说,涉及一种浇包。
背景技术:
2.铸铁经过硅铁孕育处理后,石墨变得细小、均匀,白口倾向降低,铸铁的强度明显提高。可以说,铸铁孕育处理技术的出现,大大改善了灰铸铁的使用性能,扩大了其应用范围。但是铸铁孕育实践发现,硅铁孕育剂加入铁水后的短时间内孕育作用急剧增强,经过一段时间后,孕育作用达到峰值后开始减弱,最终完全消失。这种现象称为孕育衰退。主要是因为孕育后形成的核心密度一般在2.0
‑
3.0g/cm3,小于铁水密度7.3
‑
7.4g/cm3,核心容易上浮,然后聚集长大变成夹渣,使得核心数量逐渐减少导致孕育衰退。孕育衰退大大降低了生产效率并影响铸件质量。
3.目前抗铁液孕育衰退的方法,主要是通过在硅铁孕育剂中添加ba、ca或re元素进行复合孕育,延长孕育衰退时间。但是,这些方法抗孕育衰退的效果有限,最长延长孕育衰退时间至15min左右,且有添加的ba和ca元素容易造渣、re元素具有副作用,容易导致d型和e型过冷石墨。
技术实现要素:
4.基于此,本发明克服了现有技术中在很短短时间内发生铁液孕育衰退且易造渣或形成过冷石墨的问题,提供了一种浇包及抗铁液孕育衰退的方法,有效抑制和减缓孕育衰退且无任何副作用的方法。
5.具体地,本发明一方面提供了一种浇包,采用下述技术方案:
6.一种浇包,包括浇包本体、电磁搅拌机构、控制机构,所述浇包本体的外部设置所述电磁搅拌机构;所述电磁搅拌机构连接所述控制机构;所述控制机构和所述电磁搅拌结构配合使用对所述浇包本体内部的铁液实现搅拌功能。
7.在其中一个实施例中,所述电磁搅拌机构包括电磁感应线圈,所述控制连接机构包括低频电源装置,所述电磁感应线圈与所述低频电源装置相连接。
8.11、在其中一个实施例中,所述电磁感应线圈绕圈设置设置在所述浇包本体的外侧,所述电磁感应线圈缠绕高度为所述浇包本体自下而上的2/3~3/4的高度。
9.在其中一个实施例中,所述电磁感应线圈为圆形铜管制作而成,所述圆形铜管的外径外径为20mm~30mm,内径为15mm~20mm。
10.在其中一个实施例中,所述低频电源装置的频率控制在0.5hz~5.0hz。
11.在其中一个实施例中,所述电磁搅拌机构上还设置有冷却系统,所述冷却系统对所述电磁搅拌机构进行降温冷却。
12.在其中一个实施例中,所述冷却系统的介质为蒸馏水。
13.另一方面,本发明提供一种抗铁水孕育衰退的方法,应用上述浇包,包括在所述浇包中进行孕育,孕育完成扒渣后,启动所述控制装置,所述浇包内的铁水开始搅拌运动,并
通过控制装置定时改变所述铁水的搅拌方向。
14.根据本发明的抗铁水孕育衰退的方法,其中,搅拌力大小以所述铁水在所述浇包本体内的铁液表面刚刚形成5
°
~10
°
弧度。
15.根据本发明的抗铁水孕育衰退的方法,其中,每间隔60秒~180秒改变一次搅拌方向,搅拌的时间控制在20min~30min。
16.应用本发明的技术方案,所达到的有益效果包括:
17.本发明技术方案有效延长了铁液孕育衰退的时间,铁液的孕育衰退时间延长提高了一倍,由现有技术的10min~20min孕育衰退延长时间提高至20min~30min的延长时间,提高了铁液抗衰退能力;
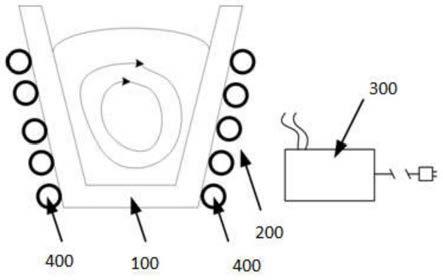
18.本发明中的浇包结合电磁搅拌的方式,该方案为非接触式搅拌,无造渣或者形成过冷石墨等副作用;
19.本发明方法有效实现衰退时间的延长,排产浇注计划时,小件产品浇注箱数由3箱~5箱增加至8箱~10箱,提高了浇注效率;
20.本发明技术方案使孕育的铁液中的合金元素更加均匀,铸件质量和性能提高;浇包的温度场更加均匀,浇注温度更容易控制。
附图说明
21.图1:本实施例中浇包的示意图
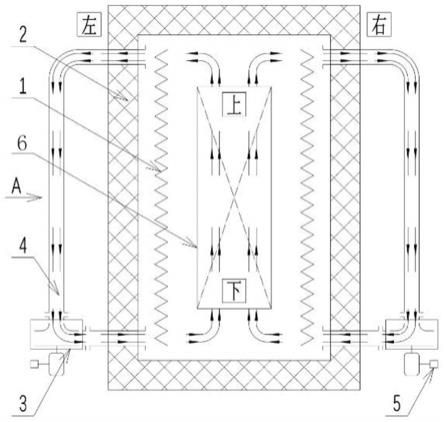
22.图2:本实施例中使用浇包进行搅拌的示意图
23.浇包本体
‑
100;
24.电磁感应线圈
‑
200;
25.低频电源装置
‑
300;
26.冷却介质
‑
400;
具体实施方式
27.为了使本发明的技术特征、优点得到更好地体现,通过以下具体实施方式对本发明进行详细说明。请注意,下面描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
28.正如背景技术所描述的,现有的抗孕育衰退的方法为添加化学元素,但是添加化学元素容易造渣、副作用严重,延长时间有限。为了解决上述技术问题,本技术提供了一种浇包,结合图1,本实施例中的浇包包括浇包本体100,在浇包本体100的外壁,沿浇包本体100绕圈设置有电磁感应线圈200,电磁感应线圈200与低频电源装置300相连接。
29.进一步的进行说明,电磁感应线圈200可以是设置在浇包本体100的外壁上,也可以与浇包本体100的外壁之间设置一定的间距,优选的,将电磁感应线圈200固定设置在浇包本体100的外壁上,使浇包本体100与电磁感应线圈200整体固定连接设置。
30.进一步的,电磁感应线圈200从浇包本体100的最下端位置开始缠绕,一直缠绕至浇包本体100的2/3~3/4的高度位置处,从而更好的发挥电磁感应力进行搅拌的效果,如果缠绕的高度过低,对铁水的搅拌力度无法满足。
31.进一步的,电磁感应线圈200螺旋形状自下而上进行缠绕,前一圈的电磁感应线圈
与后一圈的电磁感应线圈之间形成一定的间隔或每圈线圈之间无间隔的连接设置;每圈线圈可单圈设置或多圈设置。优选的,缠绕方式如图1所示,进行了单螺旋式的缠绕设置,形成螺旋形状的电磁感应线圈200。
32.具体说明的是,由于铁水孕育衰退的产生是由于核心容易上浮,铁水的搅拌运动是在磁场电磁力的作用下进行的自下而上的搅拌,因此电磁感应线圈200设置过程中沿浇包本体100的外壁沿周自下而上缠绕设置,形成螺旋形状,在本实施例中,电磁感应线圈200为铜管,铜管外径为30mm,内径为20mm,自下而上间隔缠绕至浇包本体100高度的3/4的位置处。选择此参数的电磁感应线圈是为了便于后期设置简单有效的冷却系统,可以在电磁感应线圈的内圈中直接设置水冷式的冷却系统,实现装置的简化。
33.更进一步的说明,电磁感应线圈200连接有低频电源装置300,低频电源装置300用于将工频点转换为两相正交的低频电,低频电给予电磁感应线圈产生磁场,同时,可以通过改变低频电源的两相相位来改变铁水搅拌的方向,在使用过程中,通过控制低频电源装置300来控制铁水搅拌方向。进一步的,为满足铁水搅拌的搅拌力的大小,低频电源装置300的频率范围为0.5hz~5.0hz。
34.更进一步的说明,在启动低频电源装置300后,电磁感应线圈200产生磁场,在浇包主体100的铁水边产生感应电流,在磁场电磁力的作用下,浇包内的铁水开始自下而上的搅拌运动,使核心分散均匀并防止上浮,从而实现延长铁水孕育衰退时间的目的。
35.在一种优选的实施例中,本发明的浇包还包括设置冷却系统,冷却系统设置在电磁感应线圈200上,冷却系统中的冷却介质进入电磁感应线圈200的圆管内,对电磁感应线圈进行降温冷却,防止温度过高导致感应线圈发生烧损。在本实施例中,冷却系统采用了蒸馏水作为冷却介质,冷却介质400在电磁感应线圈200的内部,由于蒸馏水的电导率<10西门子每米,从而避免减弱电磁感应线圈的感应电流。需要说明的是,本实施例中的技术方案不限于此,本实施例中通过对电磁感应线圈的设置和水冷冷却的方式实现了浇包的结构最简化,不排除其他的方式对电磁感应线圈进行冷却。
36.进一步的,利用实施例中提供的上述浇包,提供一种抗铁水孕育衰退的方法,在所述浇包主体100中进行孕育,孕育完成扒渣后,启动低频电源装置300,使用5hz频率的低频电源,浇包主体100铁水开始搅拌运动。更进一步的,低频电源装置的频率是根据铁水包内径d和铁液高度h进行计算的,通过改变低频电源装置频率来调整搅拌力大小。需要说明的是,所述搅拌力大小不宜过大,也不宜过小,搅拌力度过大,容易使铁水氧化,也会影响核心的析出;搅拌力太小,无法保证核心上浮,因此,以铁水包内铁液表面刚刚形成弧度为宜,具体的结合图1,形成弧度大小如图1中所示的铁水的弧度θ,电磁感应产生的搅拌力大小以使铁水在浇包本体内的铁液表面刚刚形成5
‑
10
°
弧度θ即可。
37.进一步的,通过低频电源装置300的两相相位,可以改变搅拌时间,本实施例中,每间隔30秒改变一次相位,铁水的搅拌方向则进行顺时针和逆时针的搅拌切换,其中,从扒渣完成到浇注完成,电磁感应的搅拌的时间使用了20min,使用该方法后,铁液的孕育衰退时间延长,从原来的10min的孕育衰退延长至25min后衰退,期间也有造渣或者过冷石墨的形成;同等铁水量下,原来的5箱浇注,使用该技术方案后实现了10箱,提高了浇注效率;经检验,铸件质量和性能正常。
38.以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何
熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。