1.本发明属于上模打磨技术领域,具体涉及一种上模打磨装置及打磨方法。
背景技术:
2.研究人员通过模具浇筑等工序方式得到了成型盖梁,随后盖梁还需要进行上模的打磨清理处理,然而现有技术中的打磨处理并不理想,无法达到预定的使用效果;
3.目前人们通常使用传统手工打磨设备对上模表面进行打磨,但是这种打磨方式比较落后,随即研发人员设计了相应的机械结构的打磨设备和打磨头,但是发现其仍然存在问题,一方面,在打磨过程无法实现自动化控制,影响了设备打磨效率以及自动化程度。
技术实现要素:
4.本发明提供了一种上模打磨装置及打磨方法,其通过相应的可调式打磨工位以及打磨头组件实现了工位调整和打磨吸尘处理的动作,并且最终通过控制系统实现智能化控制保障了打磨工作效率。
5.为实现上述技术目的,本发明采用的技术方案如下:
6.本发明提供了一种上模打磨装置,包括可调式打磨工位和打磨头组件以及控制系统;
7.其中,所述可调式打磨工位包括纵向设置的第一矩形框,所述第一矩形框上端左右两侧对称设有第一滑轨,两个所述第一滑轨共同滑动连接有横向设置的第二矩形框;
8.所述第二矩形框上端前后两侧对称设有第二滑轨,两个所述第二滑轨共同滑动连接有安装座,所述安装座装配有打磨机械臂,所述第一矩形框与所述第二矩形框之间设有纵向调节机构,所述第二矩形框设有横向调节机构,两个所述第一滑轨均设有第一限位组件,两个所述第二滑轨均设有第二限位组件;
9.所述横向调节机构包括安装板、第一齿轮箱、第一电机、连接套、两个轴承座、丝杆以及丝杆套,两个所述轴承座内均安装有轴承,所述丝杆两端分别与两个轴承连接,所述丝杆左侧伸出位于左侧的所述轴承座与所述连接套固定连接,所述安装板设于所述第二矩形框左侧,所述第一齿轮箱设于所述安装板左侧,所述第一电机设于所述第一齿轮箱,且所述第一电机的输出轴与所述第一齿轮箱传动连接,所述第一齿轮箱的输出端贯穿所述安装板与所述连接套传动连接,所述连接套与所述安装板转动连接,所述丝杆套设于所述安装座下端,且所述丝杆套与所述丝杆传动连接;
10.所述纵向调节机构包括齿条、第二齿轮箱、第二电机以及齿轮,所述齿条纵向设于所述第一矩形框左端框体的内侧,所述第二齿轮箱设于所述第二矩形框下侧,所述第二电机设于所述第二齿轮箱,且所述第二电机的输出轴与所述第二齿轮箱传动连接,所述齿轮与所述第二齿轮箱转动连接,且所述第二齿轮箱的输出端与所述齿轮传动连接,所述齿轮与所述齿条相啮合匹配;
11.所述打磨机械臂的末端还安装有打磨头组件;所述打磨头组件包括打磨机构和吸
尘组件;所述打磨机构用于对上模实施打磨处理,且所述吸尘组件用于对打磨处实施实时吸尘处理;
12.所述控制系统用于对可调式打磨工位进行控制实现打磨机械臂位置调整处理;所述控制系统还用于对打磨机构进行打磨控制处理;所述控制系统还用于对吸尘组件进行吸尘控制处理。
13.优选的,作为一种可实施方案;所述打磨机构包括电机安装架、打磨电机、连接套以及打磨头,电机安装架与打磨机械臂固定连接,打磨电机设于电机安装架内,连接套与电机安装架后侧转动连接,打磨电机的输出轴贯穿电机安装架与连接套传动连接,打磨头与连接套可拆卸连接,电机安装架设有吸尘组件。
14.优选的,作为一种可实施方案;所述吸尘组件包括吸尘罩、伸缩套、连通管以及安装件,吸尘罩设于电机安装架后侧,且吸尘罩位于连接套外侧,伸缩套后侧粘接有接触垫,伸缩套通过安装件与接触垫可拆卸连接,伸缩套位于打磨头外侧,且伸缩套与打磨头之间留有间隙,连通管一端与吸尘罩内连通,连通管另一端与外界风机连接。
15.优选的,作为一种可实施方案;所述控制系统包括图像扫描单元、第一驱动单元和第二驱动单元、第三驱动单元;
16.所述第一驱动单元用于向第一电机和第二电机发送控制指令,通过第一电机和第二电机驱动动作实现控制打磨机械臂位置调整,移动打磨机械臂上的当前打磨头组件的位置;
17.所述图像扫描单元用于对当前打磨头组件朝向的上模进行图像采集得到实时的图像数据,并根据所述图像数据对当前上模位置进行识别确认;所述图像扫描单元还用于识别当前图像数据与图像数据库预存中的上模的需打磨位置的标注图像数据进行匹配,在匹配成功后认定当前图像数据所在位置为确认的待打磨位置;
18.所述第二驱动单元启动控制打磨电机对当前待打磨位置实时进行启动控制实现打磨处理;
19.所述第三驱动单元启动控制外界风机对当前待打磨位置实时进行启动控制实现吸尘处理。
20.优选的,作为一种可实施方案;所述控制系统还包括数据反馈单元;所述打磨机械臂的头端的打磨头组件处安装有位置传感器;所述数据反馈单元分别与所述位置传感器、第一驱动单元、第二驱动单元和第三驱动单元建立通信连接。
21.优选的,作为一种可实施方案;所述数据反馈单元用于对第一驱动单元的移动控制指令进行记录存储并接收位置传感器发送的位置变化数据,以记录存储打磨头组件的位置轨迹;所述数据反馈单元还用于对所述第二驱动单元的当前打磨位置处的打磨处理时间进行记录;所述数据反馈单元还用于对所述第三驱动单元的当前打磨位置处的吸尘处理时间进行记录。
22.优选的,作为一种可实施方案;所述位置传感器为距离传感器;所述距离传感器防尘封装在所述打磨机构的电机安装架处。
23.相应地,本发明还提供了一种打磨方法,其利用所述上模打磨装置实施对上模进行打磨处理,包括如下操作步骤:
24.步骤s1:所述第一驱动单元向第一电机和第二电机发送控制指令,通过第一电机
和第二电机驱动动作实现控制打磨机械臂位置调整,移动打磨机械臂上的当前打磨头组件的位置;
25.步骤s2:所述图像扫描单元对当前打磨头组件朝向的上模进行图像采集得到实时的图像数据,并根据所述图像数据对当前上模位置进行识别确认;
26.步骤s3:所述图像扫描单元识别当前图像数据与图像数据库预存中的上模的需打磨位置的标注图像数据进行匹配,在匹配成功后认定当前图像数据所在位置为确认的待打磨位置;
27.步骤s4:所述第二驱动单元启动控制打磨电机对当前待打磨位置实时进行启动控制实现打磨处理;
28.步骤s5:所述第三驱动单元启动控制外界风机对当前待打磨位置实时进行启动控制实现吸尘处理。
29.优选的,作为一种可实施方案;在所述步骤s5之后,还包括如下操作步骤 s6:对当前上模的打磨位置轨迹进行记录,并记录每个打磨位置轨迹的节点上的打磨处理时间和吸尘处理时间。
30.优选的,作为一种可实施方案;所述对当前上模的打磨位置轨迹进行记录,并记录每个打磨位置轨迹的节点上的打磨处理时间和吸尘处理时间,具体包括如下操作步骤:
31.步骤s61:数据反馈单元对第一驱动单元的移动控制指令进行记录存储并接收位置传感器发送的位置变化数据,以记录存储打磨头组件的位置轨迹;
32.步骤s62:数据反馈单元对第二驱动单元的当前打磨位置处的打磨处理时间进行记录;
33.步骤s63:数据反馈单元对所述第三驱动单元的当前打磨位置处的吸尘处理时间进行记录。
34.与现有技术相比,本发明实施例至少存在如下方面的技术优势:
35.本发明提供的一种上模打磨装置及打磨方法,其中该上模打磨装置主要由可调式打磨工位和打磨头组件以及控制系统构成;
36.其中,可调式打磨工位包括纵向设置的第一矩形框,第一矩形框上端左右两侧对称设有第一滑轨,两个第一滑轨共同滑动连接有横向设置的第二矩形框;第二矩形框上端前后两侧对称设有第二滑轨,两个第二滑轨共同滑动连接有安装座,所述安装座装配有打磨机械臂,第一矩形框与所述第二矩形框之间设有纵向调节机构,第二矩形框设有横向调节机构;打磨机械臂的末端还安装有打磨头组件;打磨头组件包括打磨机构和吸尘组件;打磨机构用于对上模实施打磨处理,且吸尘组件用于对打磨处实施实时吸尘处理;控制系统用于对可调式打磨工位进行控制实现打磨机械臂位置调整处理;所述控制系统还用于对打磨机构进行打磨控制处理;所述控制系统还用于对吸尘组件进行吸尘控制处理。
37.本发明提供的一种上模打磨装置,其通过电机控制方式实现了打磨头组件的空间位置调整,同时结合图像处理技术,并通过电控控制的打磨机构与电控控制的吸尘组件相互配合使用,对上模进行位置调整、打磨处理、吸尘处理同步自动化控制,在此过程中既保证了上模的打磨处理的效率,实现自主识别位置,自主打磨处理,还同步对碎屑进行抽吸,最终保障了打磨工作效率。
附图说明
38.本发明可以通过附图给出的非限定性实施例进一步说明;
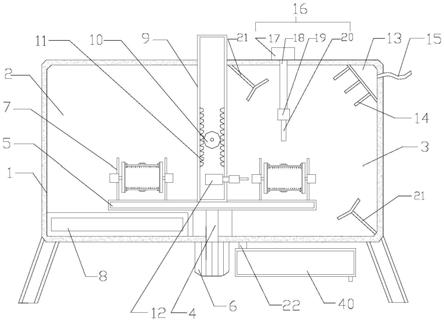
39.图1为本发明实施例提供的一种上模打磨装置的结构示意图;
40.图2为图1中a处的放大示意图;
41.图3为本发明实施例提供的一种上模打磨装置的局部结构示意图;
42.图4为图3中b处的放大示意图;
43.图5为本发明实施例提供的一种上模打磨装置中打磨头组件的一局部结构示意图;
44.图6为本发明实施例提供的一种上模打磨装置中打磨头组件的另一局部结构示意图;
45.图7为本发明实施例提供的一种上模打磨装置中的控制系统的结构原理图;
46.图8为本发明实施例提供的一种打磨方法的流程原理示意图。
47.标号:可调式打磨工位100;第一矩形框1;第一滑轨11;第二矩形框12;第二滑轨13;安装座14;打磨机械臂15;安装板2;第一齿轮箱21;第一电机 22;连接套23;丝杆24;轴承座25;丝杆套26;齿条3;第二齿轮箱31;第二电机32;齿轮33;打磨头组件200;打磨机构201;电机安装架2011;打磨电机2012;连接套2013;打磨头2014;吸尘组件202;吸尘罩2021;伸缩套2022;连通管2023;接触垫2024;控制系统300;图像扫描单元310;第一驱动单元320;第二驱动单元330;第三驱动单元340;数据反馈单元350。
具体实施方式
48.为了使本领域的技术人员可以更好地理解本发明,下面结合附图和实施例对本发明技术方案进一步说明。
49.如图1
‑
6所示,本发明的一种上模打磨装置,包括可调式打磨工位100和打磨头组件200以及控制系统300(另参见图7);
50.其中,所述可调式打磨工位100包括纵向设置的第一矩形框1,第一矩形框 1上端左右两侧对称设有第一滑轨11,两个第一滑轨11共同滑动连接有横向设置的第二矩形框12,第二矩形框12上端前后两侧对称设有第二滑轨13,两个第二滑轨13共同滑动连接有安装座14,安装座14装配有打磨机械臂15,第一矩形框1与第二矩形框12之间设有纵向调节机构,第二矩形框12设有横向调节机构,两个第一滑轨11均设有第一限位组件,两个第二滑轨13均设有第二限位组件;
51.所述横向调节机构包括安装板2、第一齿轮箱21、第一电机22、连接套23、两个轴承座25、丝杆24以及丝杆套26,两个轴承座25内均安装有轴承,丝杆 24两端分别与两个轴承连接,丝杆24左侧伸出位于左侧的轴承座25与连接套 23固定连接,安装板2设于第二矩形框12左侧,第一齿轮箱21设于安装板2 左侧,第一电机22设于第一齿轮箱21,且第一电机22的输出轴与第一齿轮箱 21传动连接,第一齿轮箱21的输出端贯穿安装板2与连接套23传动连接,连接套23与安装板2转动连接,丝杆套26设于安装座14下端,且丝杆套26与丝杆24传动连接。
52.所述纵向调节机构包括齿条3、第二齿轮箱31、第二电机32以及齿轮33,齿条3纵向设于第一矩形框1左端框体的内侧,第二齿轮箱31设于第二矩形框 12下侧,第二电机32设
于第二齿轮箱31,且第二电机32的输出轴与第二齿轮箱31传动连接,齿轮33与第二齿轮箱31转动连接,且第二齿轮箱31的输出端与齿轮33传动连接,齿轮33与齿条3相啮合匹配。
53.在需要调整打磨机械臂15的位置时,启动第一电机22,第一电机22转动通过第一齿轮箱21将动力传给连接套23,使得连接套23转动,连接套23转动带动丝杆24在两个轴承座25上转动;由于丝杆套26与安装座14固定连接,且安装座14与第二滑轨13滑动连接,所以丝杆24转动使得丝杆套26左右移动,丝杆套26左右移动将带动安装座14在第二滑轨13上左右滑动,从而带动安装早安装座14上的打磨机械臂15左右移动,即实现对打磨机械臂15横向位置的调节;
54.同时启动纵向调节机构可带动第二矩形框12沿着第一滑轨11进行前后移动,第二矩形框12移动将带动安装座14移动,安装座14移动将调整打磨机械臂15的纵向位置,从而实现对打磨机械臂15的位置调节,使得打磨机械臂15 的打磨范围更广;在具体实施过程中,在对打磨机械臂15纵向位置进行调节时,启动第二电机32,第二电机32将动力传输给第二齿轮箱31,第二齿轮箱31再将动力传输给齿轮33使得齿轮33转动,由于齿条3与第一矩形框1固定连接,且齿轮33与齿条3相啮合匹配,所以在齿轮33转动时将沿着齿条3的方向前后移动,齿轮33前后移动将带动第二齿轮箱31前后移动,第二齿轮箱31前后移动带动第二矩形框12前后移动,第二矩形框12前后移动带动安装座14前后移动,从而带动打磨机械臂15前后移动。
55.所述打磨机械臂15的末端还安装有打磨头组件;所述打磨头组件200包括打磨机构201和吸尘组件202;所述打磨机构用于对上模实施打磨处理,且所述吸尘组件用于对打磨处实施实时吸尘处理;
56.所述控制系统300用于对可调式打磨工位进行控制实现打磨机械臂15位置调整处理;所述控制系统300还用于对打磨机构进行打磨控制处理;所述控制系统300还用于对吸尘组件进行吸尘控制处理。
57.分析上述上模打磨装置的主要结构可知,其通过电机控制方式实现了打磨头组件的空间位置调整,同时结合图像处理技术,并通过电控控制的打磨机构与电控控制的吸尘组件相互配合使用,对上模进行位置调整、打磨处理、吸尘处理同步自动化控制,在此过程中既保证了上模的打磨处理的效率,实现自主识别位置,自主打磨处理,还同步对碎屑进行抽吸,最终保障了打磨工作效率。
58.参见图5以及图6,在本发明实施例的具体技术方案中,所述打磨机构201 包括电机安装架2011、打磨电机2012、连接套2013以及打磨头2014,电机安装架2011与打磨机械臂15固定连接,打磨电机2012设于电机安装架2011内,连接套2013与电机安装架2011后侧转动连接,打磨电机2012的输出轴贯穿电机安装架2011与连接套2013传动连接,打磨头2014与连接套2013可拆卸连接,电机安装架2011设有吸尘组件;
59.所述吸尘组件202包括吸尘罩2021、伸缩套2022、连通管2023以及安装件,吸尘罩2021设于电机安装架2011后侧,且吸尘罩2021位于连接套2013 外侧,伸缩套2022后侧粘接有接触垫2024,伸缩套2022通过安装件与接触垫 2024可拆卸连接,伸缩套2022位于打磨头2014外侧,且伸缩套2022与打磨头 2014之间留有间隙,连通管2023一端与吸尘罩2021内连通,连通管2023一端与外界风机连接。
60.在具体工作时,通过调节安装座可调整打磨机械臂的位置,在对物体进行打磨时,
先通过调节安装座对打磨机械臂进行调节,使得打磨机械臂上的打磨头与物体表面(即上模某个表面)接触,然后启动打磨电机,打磨电机转动带动连接套转动,连接套转动带动打磨头转动,随后打磨头转动可对物体表面进行打磨;启动打磨电机的同时启动外界风机,使得打磨头打磨时产生的碎屑通过打磨头与伸缩套之间的间隙进入吸尘罩内,碎屑进入吸尘罩后通过连通管被风机抽至外界;
61.在打磨头与物体表面接触时接触垫也与物体表面进行接触,同时会挤压伸缩套使得伸缩套收缩,这样打磨头打磨时产生的碎屑会被伸缩套与接触垫包裹,从而使得打磨产生的碎屑不会四处飞溅,同时通过伸缩套与接触垫使得风机产生的抽吸力能够作用与物体表面,使得对碎屑的抽吸效果更好,在打磨完成之后通过安装件可推动接触垫向后移动,从而带动伸缩套伸展复位;本发明通过打磨机构与吸尘组件相互配合使用,使得在对物体进行打磨时可同步对碎屑进行抽吸,这样使得对碎屑的抽吸效果更好。
62.参见图7,在本发明实施例的具体技术方案中,所述控制系统300包括图像扫描单元310、第一驱动单元320和第二驱动单元330、第三驱动单元340;
63.所述第一驱动单元320用于向第一电机和第二电机发送控制指令,通过第一电机和第二电机驱动动作实现控制打磨机械臂位置调整,移动打磨机械臂上的当前打磨头组件的位置;
64.所述图像扫描单元310用于对当前打磨头组件朝向的上模进行图像采集得到实时的图像数据,并根据所述图像数据对当前上模位置进行识别确认;所述图像扫描单元还用于识别当前图像数据与图像数据库预存中的上模的需打磨位置的标注图像数据进行匹配,在匹配成功后认定当前图像数据所在位置为确认的待打磨位置;
65.所述第二驱动单元330启动控制打磨电机对当前待打磨位置实时进行启动控制实现打磨处理;
66.所述第三驱动单元340启动控制外界风机对当前待打磨位置实时进行启动控制实现吸尘处理。
67.在本实施例的具体技术方案中,控制系统300可对上模打磨工位实施智能控制处理;控制系统300主要包括图像扫描单元310、第一驱动单元320和第二驱动单元330、第三驱动单元340;其中图像扫描单元310用于对当前打磨头组件朝向的上模进行图像采集得到实时的图像数据,并根据图像数据对当前上模位置进行识别确认,从而识别上模当前的采集图像所对应的位置是否为待打磨位置,在识别确定后再执行当前的采集图像所对应的位置的打磨处理;如果匹配不成功,则证明当前的采集图像所对应的位置不需要打磨处理;随后由第二驱动单元330、第三驱动单元340实现相应的后续控制动作处理;
68.在具体技术实施时,第二驱动单元330启动控制打磨电机对当前待打磨位置实时进行启动控制实现打磨处理,即打磨电机的打磨动作控制处理;由第三驱动单元340启动控制外界风机对当前待打磨位置实时进行启动控制实现吸尘处理(即吸尘动作控制处理)。
69.在本发明实施例的具体技术方案中,所述控制系统300还包括数据反馈单元350;所述打磨机械臂15的头端的打磨头组件处安装有位置传感器;
70.所述数据反馈单元350分别与所述位置传感器、第一驱动单元、第二驱动单元和第三驱动单元建立通信连接;所述数据反馈单元350用于对第一驱动单元的移动控制指令进行记录存储并接收位置传感器发送的位置变化数据,以记录存储打磨头组件的位置轨迹;
所述数据反馈单元350还用于对所述第二驱动单元的当前打磨位置处的打磨处理时间进行记录;所述数据反馈单元350还用于对所述第三驱动单元的当前打磨位置处的吸尘处理时间进行记录。
71.在本实施例的具体技术方案中,控制系统300还包括数据反馈单元350;数据反馈单元分别与所述位置传感器、第一驱动单元、第二驱动单元和第三驱动单元建立通信连接;同时数据反馈单元350可以对第一驱动单元的移动控制指令进行记录存储并接收位置传感器发送的位置变化数据,从而对当前打磨头的空间位置进行记录存储,实现对打磨头组件的位置轨迹恢复,方便后续对其打磨数据实施追踪处理;
72.同时,在每个位置轨迹的节点上,还可以对当前打磨位置处的打磨处理时间进行记录,吸尘处理时间进行记录,从而方便实现打磨自动化处理以及吸尘自动化处理;通过上述数据记录最终反馈给后台数据管理平台,通过后台数据管理平台对当前的上模打磨装置打磨吸尘实施可视化展示。
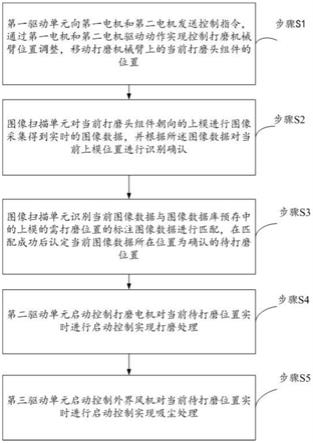
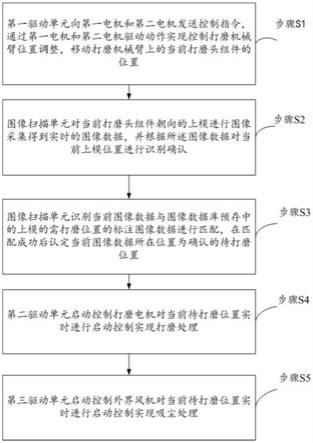
73.参见图8,相应地,本发明还提供了一种打磨方法,其利用所述上模打磨装置实施对上模进行打磨处理,包括如下操作步骤:
74.步骤s1:所述第一驱动单元向第一电机和第二电机发送控制指令,通过第一电机和第二电机驱动动作实现控制打磨机械臂15位置调整,移动打磨机械臂15 上的当前打磨头组件的位置;
75.步骤s2:所述图像扫描单元对当前打磨头组件朝向的上模进行图像采集得到实时的图像数据,并根据所述图像数据对当前上模位置进行识别确认;
76.步骤s3:所述图像扫描单元识别当前图像数据与图像数据库预存中的上模的需打磨位置的标注图像数据进行匹配,在匹配成功后认定当前图像数据所在位置为确认的待打磨位置;
77.步骤s4:所述第二驱动单元启动控制打磨电机21对当前待打磨位置实时进行启动控制实现打磨处理;
78.步骤s5:所述第三驱动单元启动控制外界风机对当前待打磨位置实时进行启动控制实现吸尘处理。
79.在所述步骤s5之后,还包括如下操作步骤s6:对当前上模的打磨位置轨迹进行记录,并记录每个打磨位置轨迹的节点上的打磨处理时间和吸尘处理时间。
80.所述对当前上模的打磨位置轨迹进行记录,并记录每个打磨位置轨迹的节点上的打磨处理时间和吸尘处理时间,具体包括如下操作步骤:
81.步骤s61:数据反馈单元对第一驱动单元的移动控制指令进行记录存储并接收位置传感器发送的位置变化数据,以记录存储打磨头组件的位置轨迹;
82.步骤s62:数据反馈单元对第二驱动单元的当前打磨位置处的打磨处理时间进行记录;
83.步骤s63:数据反馈单元对所述第三驱动单元的当前打磨位置处的吸尘处理时间进行记录。
84.在本实施例的具体技术方案中,本发明实施例提供的打磨方法,其通过电机控制方式实现了打磨头组件的空间位置调整,同时结合图像处理技术,并通过电控控制的打磨机构与电控控制的吸尘组件相互配合使用,对上模进行位置调整、打磨处理、吸尘处理同步
自动化控制;
85.该打磨方法通过相应的智能化控制实现了快速打磨处理,在此过程中既保证了上模的打磨处理的效率,实现了自主打磨控制处理以及自主吸尘控制处理,最终保障了打磨吸尘工作效率,保障了上模打磨作业的高度智能化以及自动化。
86.上述实施例仅示例性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。