1.本发明涉及铣削加工技术领域,具体为一种全自动玻璃钢管道相贯线铣削装置及智能加工方法。
背景技术:
2.环氧树脂与玻璃纤维形成的复合材料俗称玻璃钢,它以其质量轻、耐腐蚀好、强度高、使用寿命长、施工方便、廉价等优点而深受人们的重视和推崇,由环氧树脂玻璃纤维制成的玻璃钢管道已被广泛应用到船舶的管道系统中。在玻璃钢相贯管的制造工艺中,相贯线的铣在玻璃钢相贯管的制造工艺中,相贯线的铣削质量较大程度上决定了玻璃钢相贯管的生产质量。
3.由于玻璃钢管相贯线,上的坡口复杂多变,且不易测量,故人工很难确定铣刀的姿态,玻璃钢管相贯线轨迹上的每点铣削厚度未知,无法确定铣刀具体深人的合适长度,导致铣削过程中,极易出现管道未切透或过切的现象,造成二次加工、刀具碰撞管件和损坏刀具及管件等后果,进而严重影响生产效率,上述问题均给玻璃钢相贯线的铣削工作带来了极大的挑战。
技术实现要素:
4.本发明旨在解决现有技术或相关技术中存在的技术问题之一。
5.为此,本发明所采用的技术方案为:一种全自动玻璃钢管道相贯线铣削装置,包括:管件工装基座、斜削驱动机构、铣削机头和管件驱动机构以及安装于铣削机头输出端的相贯面铣刀,所述管件工装基座包括第一侧板和第二侧板以及固定安装于第一侧板和第二侧板之间的导轨横梁,所述导轨横梁的顶面设有运动导轨,所述运动导轨的表面滑动安装有电驱动滑块,所述铣削机头通过斜削驱动机构固定于电驱动滑块的顶面;所述第一侧板和第二侧板的表面均开设有偏转条孔,所述第二侧板的一侧活动安装有偏转齿套,所述第二侧板的表面设有与偏转齿套传动啮合的管件偏转电机,所述偏转齿套与偏转条孔的圆心位于同一水平线上;所述斜削驱动机构包括水平定板、偏转基座和偏转舵机,所述水平定板、偏转基座的一侧分别与偏转舵机的表面和偏转舵机的输出端固定连接,所述水平定板和偏转基座的表面设有用于贯穿相贯面铣刀的通槽;所述管件驱动机构包括丝杆电机、螺纹丝杆和管件套块,所述管件套块的表面设有与螺纹丝杆相适配的螺纹孔并活动套接于螺纹丝杆的表面,所述螺纹丝杆的表面开设有用于套接固定待铣削管件的套孔。
6.本发明在一较佳示例中可以进一步配置为:所述运动导轨和电驱动滑块为电磁滑轨滑块或气动滑轨滑块组件中的一种,所述导轨横梁呈水平方向布置且与管件安装方向水平平行。
7.通过采用上述技术方案,运动导轨和电驱动滑块滑动气动斜削驱动机构和铣削机头进行平移运动微调工作站于管件的相对位置,保证切口位置的准确精准。
8.本发明在一较佳示例中可以进一步配置为:所述偏转齿套、第一侧板和第二侧板
的表面开设有用于贯穿管件的通孔,偏转齿套的通孔内侧设有摩擦胶圈并通过胶圈固定套接于管件外侧,所述偏转齿套与管件套块的套孔位于同一水平线上。
9.通过采用上述技术方案,偏转齿套、第一侧板和第二侧板的表面开设有用于贯穿管件的通孔进行管件的插入固定工装,偏转齿套摩擦套接从而通过偏转齿套偏转带动管件偏转调整相贯切削面。
10.本发明在一较佳示例中可以进一步配置为:所述铣削机头包括驱动电机和升降驱动杆,所述升降驱动杆固定安装于驱动电机的两侧且升降驱动杆的输出端底端与偏转基座的顶面固定连接,所述升降驱动杆为电动液压杆结构,通过升降驱动杆进行切削进量的给进控制。
11.本发明在一较佳示例中可以进一步配置为:所述丝杆电机的一侧滑动安装于第一侧板表面的偏转条孔内侧,所述螺纹丝杆通过偏转条孔贯穿第一侧板和第二侧板表面且一端与丝杆电机的输出端固定连接。
12.通过采用上述技术方案,在管件偏转电机和偏转齿套偏转调节管件相贯切面时,管件驱动机构可跟随管件进行整体偏转,避免对管件运动造成干扰。
13.在该实施例中,所述相贯面铣刀包括一体成型的钻杆和球头铣刀,所述球头铣刀的表面固定安装有若干铣削刃,所述球头铣刀的表面呈球形结构,所述铣削刃的数量为若干且呈圆周方向均匀分布于球头铣刀的表面。
14.通过采用上述技术方案,利用球头于圆弧管件面的自然贴合,即可开设弧形曲线状相贯切口,相较于传统铣刀更易控制切口圆滑过渡,且铣削工作效率大大提升。
15.在该实施例中,所述钻杆和球头铣刀为球磨铸铁材质构件,所述铣削刃为合金钢材质构件,所述铣削刃的表面做硬化处理。
16.通过采用上述技术方案,提高钻杆和球头铣刀的刚性硬度以及通过合金钢的锋刃结构进行铣削保证相贯切口的平整,相贯连接更为可靠。
17.一种全自动玻璃钢管道相贯线铣削装置的智能加工方法,包括以下步骤,s1:将管道直径及厚度信息输入铣削机床控制端,通过控制端计算管道内壁及与之对应的管道外壁铣削轨迹的曲线方程,推导铣削厚度与玻璃钢相贯线的坡口模型,根据相贯线轨迹上每一点所对应的铣削厚度确定铣削深人的适合长度,对机器人关节空间的轨迹进行规划,进行铣削装置的离线控制,自动控制铣削工作站运行轨迹;s2:将管件从管件工装基座的侧面贯穿铜套接管件套块的内部,校准管件铣削的初始位置,开始工作,通过智能控制端根据计算运行轨迹,分别利用升降驱动杆驱动相贯面铣刀进行运动给进切削,运动导轨和电驱动滑块微调工作站于管件的相对位置,管件驱动机构横向牵引移动管件大幅度调整工作站于管件的相对位置、通过管件偏转电机和偏转齿套驱动管件两侧偏转、以及通过斜削驱动机构进行铣削坡口的斜向切削,在智能控制下完成系列轨迹控制,智能化自动铣削相贯口。
18.本发明所取得的有益效果为:1.本发明中,通过设置多自动化运动组件结构,分别利用斜削驱动机构、电驱动滑块和偏转齿套进行铣削角度控制、相对位置调整以及管件相贯切口面的调节,完成正对不同相贯面、不同相贯角度以及不同切口位置的自动化控制,实现设备的一体化成型控制,无需人工调控,运动轨迹精确,保障相贯切口的精度。
19.2.本发明中,通过设置球头状新型铣削钻刀结构,利用球头于圆弧管件面的自然贴合,即可开设弧形曲线状相贯切口,相较于传统铣刀更易控制切口圆滑过渡,且铣削工作效率大大提升。
20.3.本发明中,通过智能加工方法,利用铣削机床控制端自动根据管件规格和相贯角度,推导铣削厚度与玻璃钢相贯线的坡口模型并根据坡口模型确定工作站末端铣刀的位姿,针对铣刀过切、碰撞与未切透的问题,对机器人关节空间的轨迹进行规划,自动控制提高设备的自动化程度和工作效率。
附图说明
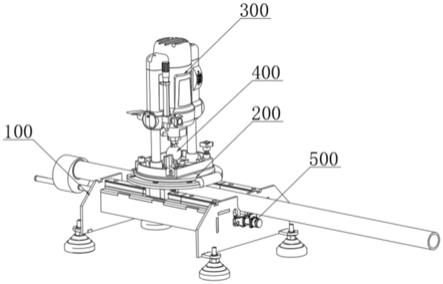
21.图1为本发明一个实施例的整体结构示意图;图2为本发明一个实施例的管件工装基座结构示意图;图3为本发明一个实施例的斜削驱动机构结构示意图;图4为本发明一个实施例的斜削驱动机构侧面结构示意图;图5为本发明一个实施例的第一侧板表面结构示意图;图6为本发明一个实施例的第二侧板表面结构示意图;图7为本发明一个实施例的相贯面铣刀结构示意图。
22.附图标记:100、管件工装基座;110、第一侧板;120、第二侧板;130、导轨横梁;140、电驱动滑块;150、管件偏转电机;160、偏转齿套;111、偏转条孔;131、运动导轨;200、斜削驱动机构;210、水平定板;220、偏转基座;230、偏转舵机;300、铣削机头;310、驱动电机;320、升降驱动杆;400、相贯面铣刀;410、钻杆;420、球头铣刀;421、铣削刃;500、管件驱动机构;510、丝杆电机;520、螺纹丝杆;530、管件套块。
具体实施方式
23.为使本发明的目的、技术方案和优点更加清楚明了,下面结合具体实施方式并参照附图,对本发明进一步详细说明。需要说明的是,在不冲突的情况下,本发明的实施例及实施例中的特征可以相互组合。
24.该理解,这些描述只是示例性的,而并非要限制本发明的范围。
25.下面结合附图描述本发明的一些实施例提供的一种全自动玻璃钢管道相贯线铣削装置及智能加工方法。
26.结合图1
‑
7所示,本发明提供的一种全自动玻璃钢管道相贯线铣削装置,包括:管件工装基座100、斜削驱动机构200、铣削机头300和管件驱动机构500以及安装于铣削机头300输出端的相贯面铣刀400,管件工装基座100包括第一侧板110和第二侧板120以及固定安装于第一侧板110和第二侧板120之间的导轨横梁130,导轨横梁130的顶面设有运动导轨131,运动导轨131的表面滑动安装有电驱动滑块140,铣削机头300通过斜削驱动机构200固定于电驱动滑块140的顶面;第一侧板110和第二侧板120的表面均开设有偏转条孔111,第二侧板120的一侧活动安装有偏转齿套160,第二侧板120的表面设有与偏转齿套160传动啮合的管件偏转电机150,偏转齿套160与偏转条孔111的圆心位于同一水平线上;斜削驱动机
构200包括水平定板210、偏转基座220和偏转舵机230,水平定板210、偏转基座220的一侧分别与偏转舵机230的表面和偏转舵机230的输出端固定连接,水平定板210和偏转基座220的表面设有用于贯穿相贯面铣刀400的通槽;管件驱动机构500包括丝杆电机510、螺纹丝杆520和管件套块530,管件套块530的表面设有与螺纹丝杆520相适配的螺纹孔并活动套接于螺纹丝杆520的表面,螺纹丝杆520的表面开设有用于套接固定待铣削管件的套孔。
27.在该实施例中,运动导轨131和电驱动滑块140为电磁滑轨滑块或气动滑轨滑块组件中的一种,导轨横梁130呈水平方向布置且与管件安装方向水平平行。
28.具体的,运动导轨131和电驱动滑块140滑动气动斜削驱动机构200和铣削机头300进行平移运动微调工作站于管件的相对位置,保证切口位置的准确精准。
29.在该实施例中,偏转齿套160、第一侧板110和第二侧板120的表面开设有用于贯穿管件的通孔,偏转齿套160的通孔内侧设有摩擦胶圈并通过胶圈固定套接于管件外侧,偏转齿套160与管件套块530的套孔位于同一水平线上,管件驱动机构500横向牵引移动管件大幅度调整工作站于管件的相对位置。
30.具体的,偏转齿套160、第一侧板110和第二侧板120的表面开设有用于贯穿管件的通孔进行管件的插入固定工装,偏转齿套160摩擦套接从而通过偏转齿套160偏转带动管件偏转调整相贯切削面。
31.在该实施例中,铣削机头300包括驱动电机310和升降驱动杆320,升降驱动杆320固定安装于驱动电机310的两侧且升降驱动杆320的输出端底端与偏转基座220的顶面固定连接,升降驱动杆320为电动液压杆结构,通过升降驱动杆320进行切削进量的给进控制。
32.在该实施例中,丝杆电机510的一侧滑动安装于第一侧板110表面的偏转条孔111内侧,螺纹丝杆520通过偏转条孔111贯穿第一侧板110和第二侧板120表面且一端与丝杆电机510的输出端固定连接。
33.具体的,在管件偏转电机150和偏转齿套160偏转调节管件相贯切面时,管件驱动机构500可跟随管件进行整体偏转,避免对管件运动造成干扰。
34.在该实施例中,相贯面铣刀400包括一体成型的钻杆410和球头铣刀420,球头铣刀420的表面固定安装有若干铣削刃421,球头铣刀420的表面呈球形结构,铣削刃421的数量为若干且呈圆周方向均匀分布于球头铣刀420的表面。
35.具体的,利用球头于圆弧管件面的自然贴合,即可开设弧形曲线状相贯切口,相较于传统铣刀更易控制切口圆滑过渡,且铣削工作效率大大提升。
36.在该实施例中,钻杆410和球头铣刀420为球磨铸铁材质构件,铣削刃421为合金钢材质构件,铣削刃421的表面做硬化处理,提高钻杆410和球头铣刀420的刚性硬度以及通过合金钢的锋刃结构进行铣削保证相贯切口的平整,相贯连接更为可靠。
37.一种全自动玻璃钢管道相贯线铣削装置的智能加工方法,包括以下步骤,s1:将管道直径及厚度信息输入铣削机床控制端,通过控制端计算管道内壁及与之对应的管道外壁铣削轨迹的曲线方程,推导铣削厚度与玻璃钢相贯线的坡口模型,根据相贯线轨迹上每一点所对应的铣削厚度确定铣削深人的适合长度,对机器人关节空间的轨迹进行规划,进行铣削装置的离线控制,自动控制铣削工作站运行轨迹;s2:将管件从管件工装基座100的侧面贯穿铜套接管件套块530的内部,校准管件铣削的初始位置,开始工作,通过智能控制端根据计算运行轨迹,分别利用升降驱动杆320
驱动相贯面铣刀400进行运动给进切削,运动导轨131和电驱动滑块140微调工作站于管件的相对位置,管件驱动机构500横向牵引移动管件大幅度调整工作站于管件的相对位置、通过管件偏转电机150和偏转齿套160驱动管件两侧偏转、以及通过斜削驱动机构200进行铣削坡口的斜向切削,在智能控制下完成系列轨迹控制,智能化自动铣削相贯口,推导铣削厚度与玻璃钢相贯线的坡口模型并根据坡口模型确定工作站末端铣刀的位姿,针对铣刀过切、碰撞与未切透的问题,对机器人关节空间的轨迹进行规划。
38.在本发明中,术语“多个”则指两个或两个以上,除非另有明确的限定。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。术语“安装”、“相连”、“连接”、“固定”等术语均应做广义理解,例如,“连接”可以是固定连接,也可以是可拆卸连接,或一体地连接;“相连”可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
39.需要说明的是,当元件被称为“装配于”、“安装于”、“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“上”、“下”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
40.在本说明书的描述中,术语“一个实施例”、“一些实施例”、“具体实施例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或实例。而且,描述的具体特征、结构、材料或特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
41.尽管已经示出和描述了本发明的实施例,本领域的普通技术人员可以理解,在不脱离本发明的原理和宗旨的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。