1.本发明属于金属材料挤压成型加工制造技术领域,特别涉及复合工艺加工制造领域,具体公开了一种薄壁件强力旋压与激光冲击强化复合装置及其加工方法。
背景技术:
2.强力旋压技术是一种能将金属材料变形变薄的旋压成型技术,其具有高强度、高硬度、高精度和低重量等特点,在航空航天制造零部件制造领域应用广泛。同时,强力旋压加工可以保证结构部件的整体性,缩减手工校形的工作量,提升材料强度。但是在旋压过程中由于受挤压作用使得零件发生严重塑性变形,诱导材料发生起皱、破裂、底部隆起、橘皮等缺陷。挤压过程中工件外壁受旋轮挤压作用产生大量的拉应力。当旋轮压力撤销后挤压成型零件还会发生一定程度的回弹,严重影响零件成型精度和加工质量。
技术实现要素:
3.发明目的:为了克服以上不足,本发明的目的是提供一种薄壁件强力旋压与激光冲击强化复合加工方法,采用激光热效应对材料表面加热软化材料;采用激光力冲击作用实现晶粒细化,促进零件塑性变形、抑制零件旋压后的回弹,并引入残余压应力层,抵消旋压过程中外壁拉应力,抑制材料内部微裂纹萌生和扩展;采用强力旋压技术实现激光冲击强化处理后的薄壁工件成型加工。从而显著提高材料成型精度及性能。
4.技术方案:为了实现上述目的,本发明中提供了一种薄壁件强力旋压与激光冲击强化复合加工方法,具体的工作方法:1):对毛坯工件外表面进行强化,即采用无吸收层激光冲击强化技术对毛坯工件进行激光冲击强化;2):通过旋压设备中的旋压轮与模具的相互配合,对工件进行旋压加工,实现金属薄壁工件筒形或锥形大变形量成型。一种薄壁件强力旋压与激光冲击强化复合加工方法,采用激光热效应对材料表面加热软化材料;采用激光力冲击作用实现晶粒细化,促进零件塑性变形、抑制零件旋压后的回弹,并引入残余压应力层,抵消旋压过程中外壁拉应力,抑制材料内部微裂纹萌生和扩展;采用强力旋压技术实现激光冲击强化处理后的薄壁工件成型加工。从而显著提高材料成型精度及性能。
5.进一步的,所述的薄壁件强力旋压与激光冲击强化复合加工方法,步骤1)中,激光头工作过程中能够根据需要对激光冲击强化的光斑能量、直径大小、搭接率以及冲击路径进行调整。
6.进一步的,所述的薄壁件强力旋压与激光冲击强化复合加工方法,步骤2)中,根据激光冲击强化诱导表面残余压应力值以及微观硬度变化的数据对模具转速、旋轮进给速度以及旋轮与模具间的间隙进行调整。
7.进一步的,所述的薄壁件强力旋压与激光冲击强化复合加工方法,其特征在于:加工过程中,激光头发出的激光强化作用区域先于旋压设备中旋压轮经过工件的区域,且激
光冲击强化作用区域与旋轮进给方向的进给量保持一致。
8.进一步的所述的薄壁件强力旋压与激光冲击强化复合加工方法,在加工过程中,对于工件局部曲率变化较大的位置,可以提高激光冲击强化的次数,还能够提高激光冲击能量来提高强化效果及影响层深度。
9.优选的,所述毛坯工件采用厚度为10 mm的tc4钛合金材料,其毛坯直径为600
ꢀ–ꢀ
700 mm,长300
ꢀ‑ꢀ
400 mm,减薄率为20%
ꢀ‑ꢀ
25%。
10.优选的,所述的薄壁件强力旋压与激光冲击强化复合加工方法,具体的加工方法如下: 1):将tc4钛合金材料置于模具上,并通过顶架3对其进行固定;2):激光头对tc4钛合金材料进行激光冲击强化,先对激光头的参数进行调整,即将其调整到激光冲击能量为7 j,激光波长为1064 nm,单次脉冲宽度为10 ns,重复率为10 hz,脉冲宽度为20 ns,搭接率为50%时,采用s型冲击路径并采用无吸收层激光冲击方式对tc4钛合金材料进行激光冲击强化;3):对步骤2中激光冲击强化后的工件进行旋压,即采用直径为300 mm的旋轮,采用正旋进给方式将工件加工成型,在加工过程中,将毛坯工件2与模具1之间的摩擦系数控制为0.1,毛坯工件2与旋轮之间的摩擦系统控制为0.1,进给比为0.75 mm/r,模具主轴转速为200 r/min;4):在上述加工过程中,在毛坯工件2成型角度成型较大的位置,将激光冲击能量提高至7.8 j,并对旋压区域进行3次激光冲击,有效降低成型难度并抑制回弹,提高毛坯工面的温度及塑性,并加深残余应力影响层深度。
11.本发明所述的一种薄壁件强力旋压与激光冲击强化复合装置,包括模具、毛坯工件、顶架、激光装置和旋压设备,所述毛坯工件设于模具的一侧,所述顶架相对于模具设于毛坯工件的另一侧,所述激光装置和旋压设备设于模具的一侧,且所述激光装置中设有激光头,并与模具相配合。本发明所述的一种薄壁件强力旋压与激光冲击强化复合装置,其结构简单、设计合理,易于生产,通过激光头发出的激光冲击力波力学效应促进金属材料晶粒细化,提升材料塑性,减少褶皱、起皮等缺陷,并诱导生成残余压应力层,可以抵消旋压过程中产生的拉应力作用、抑制裂纹萌生及扩展,显著提高材料的成型精度、力学性能和疲劳性能。
12.其中,所述激光装置包括控制激光头移动的自动控制工作台和激光头,所述激光头与自动控制工作台连接。
13.进一步的,所述旋压设备中设有旋轮,所述激光头设于旋压头的前方,且所述激光头与旋轮的运动方向沿着旋压进给方向一致。
14.上述技术方案可以看出,本发明具有如下有益效果:1、本发明所述的一种薄壁件强力旋压与激光冲击强化复合加工方法,其中的薄壁件强力旋压与激光冲击强化复合装置结构简单、设计合理,易于生产;其在加工过程中,通过激光头发出的激光冲击力波力学效应促进金属材料晶粒细化,提升材料塑性,减少褶皱、起皮等缺陷,并诱导生成残余压应力层,可以抵消旋压过程中产生的拉应力作用、抑制裂纹萌生及扩展,显著提高材料的成型精度、力学性能和疲劳性能。
15.2、本发明所述的一种薄壁件强力旋压与激光冲击强化复合加工方法,采用激光热效应对材料表面加热软化材料;采用激光力冲击作用实现晶粒细化,促进零件塑性变形、抑
制零件旋压后的回弹,并引入残余压应力层,抵消旋压过程中外壁拉应力,抑制材料内部微裂纹萌生和扩展;采用强力旋压技术实现激光冲击强化处理后的薄壁工件成型加工。从而显著提高材料成型精度及性能。
16.3、本发明所述的一种薄壁件强力旋压与激光冲击强化复合加工方法,激光冲击强化技术是利用激光诱导冲击波作用于金属表面,使材料发生塑性变形,粗晶晶粒细化,从而提高材料塑性和强度,可以有降低解强力旋压产生的材料内部缺陷;高能脉冲激光作用于金属表面产生大量的热量,能够使材料软化,有利于金属材料塑性成型,抑制回弹;此外,激光冲击作用可以诱导生成残余压应力层,可以有效抑制微裂纹萌生和扩展,还可以抵消一部分零件外壁因挤压变形产生的拉应力作用,因此,在对薄壁零件进行强力旋压成型加工前,对材料激光冲击强化处理可以有效解决旋压工艺存在的不足,提升工件成型精度和强度,延展工件疲劳寿命。同时,激光冲击波力学作用容易在材料表面产生微小尺寸的冲击凹坑,影响冲击表面光整性,而强力旋压可以填平冲击表面的凹坑,提高加工表面质量,两种工艺互相补充,从而整体提高零件成型加工质量。
附图说明
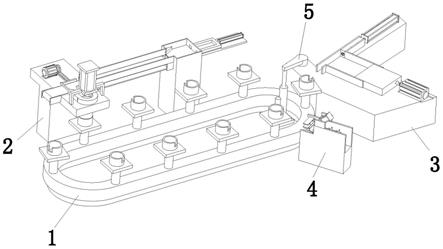
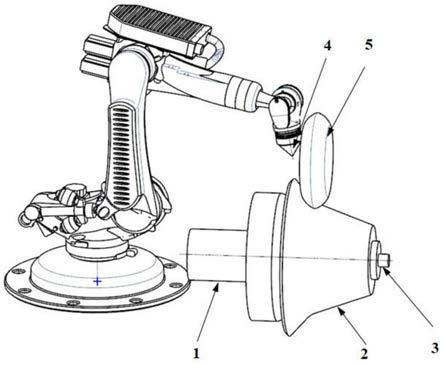
17.图1为本发明所述的薄壁件强力旋压与激光冲击强化复合加工装置的结构示意图;图2为本发明中薄壁件加工的局部示意图;图3为本发明中激光冲击强化搭接率及冲击路径设计图。
具体实施方式
18.下面结合附图和具体实施例,进一步阐明本发明。
实施例
19.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
20.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
21.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上,除非另有明确的限定。
22.在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元
件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
23.在本发明中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
24.实施例1如图所示的一种薄壁件强力旋压与激光冲击强化复合装置,包括模具1、毛坯工件2、顶架3、激光装置4和旋压设备5,所述毛坯工件2设于模具1的一侧,所述顶架3相对于模具1设于毛坯工件2的另一侧,所述激光装置4和旋压设备5设于模具1的一侧,且所述激光装置4中设有激光头,并与模具1相配合。
25.本实施例中所述激光装置4包括控制激光头移动的自动控制工作台和激光头,所述激光头与自动控制工作台连接。所述自动控制台为采用库卡kr30
‑
3机器人,实现空间多自由度动作控制。
26.本实施例中所述的薄壁件强力旋压与激光冲击强化复合加工方法,其所述旋压设备5中设有旋轮,所述激光头设于旋压头的前方,且所述激光头与旋轮的运动方向沿着旋压进给方向一致。
27.本实施例中所述的薄壁件强力旋压与激光冲击强化复合加工方法,具体的加工方法如下:1):对毛坯工件2外表面进行强化,即采用无吸收层激光冲击强化技术对毛坯工件2进行激光冲击强化;2:通过旋压设备中的旋压轮与模具的相互配合,对工件进行旋压加工,实现金属薄壁工件筒形或锥形大变形量成型。
28.本实施例中所述的薄壁件强力旋压与激光冲击强化复合加工方法,步骤1中,激光头工作过程中能够根据需要对激光冲击强化的光斑能量、直径大小、搭接率以及冲击路径进行调整,具体的调整方式为:在激光冲击强化处理时,可以通过调整控制端参数实现光斑能量、光斑直径大小以及搭接率等参数,通过库卡机器人运动路径实现冲击路径的调整。(图3中的箭头指示的方向即代表光斑路径)。
29.本实施例中所述的薄壁件强力旋压与激光冲击强化复合加工方法,步骤2中,根据激光冲击强化诱导表面残余压应力值以及微观硬度变化的数据对模具转速、旋轮进给速度以及旋轮与模具间的间隙进行调整,具体调整方式为:激光冲击波热力耦合作用下不同材料残余压应力可以通过xrd或者中子衍射试验测得,微观硬度可以通过纳米压痕试验测得本实施例中所述的薄壁件强力旋压与激光冲击强化复合加工方法,加工过程中,激光头发出的激光强化作用区域先于旋压设备中旋压轮经过工件的区域,且激光冲击强化作用区域与旋轮进给方向的进给量保持一致。
30.本实施例中所述的薄壁件强力旋压与激光冲击强化复合加工方法,在加工过程中,对于工件2局部曲率变化较大的位置,可以提高激光冲击强化的次数,还能够提高激光
冲击能量来提高强化效果及影响层深度。
31.实施例2如图所示的一种薄壁件强力旋压与激光冲击强化复合装置,包括模具1、毛坯工件2、顶架3、激光装置4和旋压设备5,所述毛坯工件2设于模具1的一侧,所述顶架3相对于模具1设于毛坯工件2的另一侧,所述激光装置4和旋压设备5设于模具1的一侧,且所述激光装置4中设有激光头,并与模具1相配合。
32.本实施例中所述激光装置4包括控制激光头移动的自动控制工作台和激光头,所述激光头与自动控制工作台连接。所述自动控制台为采用库卡kr30
‑
3机器人,实现空间多自由度动作控制。
33.本实施例中所述的薄壁件强力旋压与激光冲击强化复合加工方法,其所述旋压设备5中设有旋轮,所述激光头设于旋压头的前方,且所述激光头与旋轮的运动方向沿着旋压进给方向一致。
34.所述的薄壁件强力旋压与激光冲击强化复合加工方法,所述毛坯工件2采用厚度为10 mm的tc4钛合金材料,其毛坯直径为600
ꢀ–ꢀ
700 mm,长300
ꢀ‑ꢀ
400 mm,减薄率为20%
ꢀ‑ꢀ
25%。
35.本实施例中所述的薄壁件强力旋压与激光冲击强化复合加工方法,具体的加工方法如下: 1):将tc4钛合金材料置于模具1上,并通过顶架3对其进行固定;2):激光头对tc4钛合金材料进行激光冲击强化,先对激光头的参数进行调整,即将其调整到激光冲击能量为7 j,激光波长为1064 nm,单次脉冲宽度为10 ns,重复率为10 hz,脉冲宽度为20 ns,搭接率为50%时,如图3所示采用s型冲击路径并采用无吸收层激光冲击方式对tc4钛合金材料进行激光冲击强化,(图3中的箭头代表光斑路径);3):对步骤2中激光冲击强化后的工件进行旋压,即采用直径为300 mm的旋轮,采用正旋进给方式将工件加工成型,在加工过程中,将毛坯工件2与模具1之间的摩擦系数控制为0.1,毛坯工件2与旋轮之间的摩擦系统控制为0.1,进给比为0.75 mm/r,模具主轴转速为200 r/min;4):在上述加工过程中,在毛坯工件2成型角度成型较大的位置,将激光冲击能量提高至7.8 j,并对旋压区域进行3次激光冲击,有效降低成型难度并抑制回弹,提高毛坯工面的温度及塑性,并加深残余应力影响层深度。
36.本实施例中所述的薄壁件强力旋压与激光冲击强化复合加工方法,当毛坯工件2出现不同成型角度区域时,由于改变了激光冲击工艺导致材料表面塑性、强度及残余压应力值存在一定差异,因此选择降低进给比至0.5 mm/r,同时提升主轴转速值240 r/min,适当压紧旋轮2与模具5之间的间隙,从而显著降低工件外壁因塑性变形产生的拉应力,并有效抑制工件内部微裂纹萌生及扩展。
37.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进,这些改进也应视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。