1.本发明涉及行星齿轮装配技术领域,具体为一种多功能行星齿轮装配方法。
背景技术:
2.行星齿轮是变速箱的重要零部件,除了能像定轴齿轮那样围绕着自己的转动轴转动之外,它们的转动轴还随着行星架绕其它齿轮的轴线转动,绕自己轴线的转动称为“自转”,绕其它齿轮轴线的转动称为“公转”,就象太阳系中的行星那样,因此得名。
3.经检索,中国专利公开了一种行星齿轮传动装置的装配方法,公开号cn102927255b,主要是一致地转动各偏心行星轮轴使各行星轮靠近内齿圈,内齿圈与行星轮齿侧间隙调调整好后,用专用工装测量并计算出合适的太阳轮齿厚,然后配磨出合适的太阳轮,可使整个行星排齿轮在无卡滞无豫紧的情况下获得最小侧隙、低空载力矩和大刚度。
4.行星齿轮通常采用人工装配,但人工装配存在诸多缺陷:不仅费时费力、操作不便导致装配效率低,无法提供高效精准的装配,在装配过程中发生质量缺陷。
技术实现要素:
5.本发明所解决的问题是:
6.目前行星齿轮生产线的装配自动化程度不高、生产效率低,不能满足大规量生产。
7.针对现有技术的不足,本发明提供了一种多功能行星齿轮装配方法,解决了人工装配效率低的问题。
8.为实现以上目的,本发明通过以下技术方案予以实现:一种多功能行星齿轮装配方法,包括以下步骤:
9.步骤一:进行底层齿轮的组装,通过相机判断壳体正反;
10.步骤二:机器人一从伺服旋转理料机构一上吸取齿轮放置于塑料壳体中,转台旋转至st30工位处,进行中层齿轮的组装,机器人二从伺服旋转理料机构二抓取行星轮与齿轮装配组件放置于塑料壳体中,机器人三从伺服旋转理料机构三上抓取行星轮与齿轮装配完成的组件放置于塑料壳体中;
11.步骤三:完成后,旋转至st50工位,对齿轮内部注油,注油机构带动注油阀对壳体内部进行注油;
12.步骤四:旋转至st60工位,移栽机构四通过夹爪夹取组装完成的产品下料。
13.作为本发明进一步的方案:所述st10工位采用人工上料,通过相机判别壳体内齿轮柱排列方向,在st10工位人工将塑料壳体放入转台工位的夹具中,完成后按下启动按钮,通过转台旋转至st20工位。
14.作为本发明进一步的方案:机器人一带动机械爪从伺服旋转理料机构一上吸取排布完成的齿轮放置于塑料壳体中,齿轮装配过程中塑料壳体旋转。
15.作为本发明进一步的方案:转台旋转至st30工位处中层齿轮的组装时,机器人二
带动机械爪从伺服旋转理料机构二抓取排布完成的行星轮与齿轮装配完成的组件放置于塑料壳体中,装配过程中机器人二带动组件旋转放入壳体中。
16.作为本发明进一步的方案:安装完成后,转台旋转至st40工位,进行顶层齿轮的组装时,机器人三带动机械爪从伺服旋转理料机构三上抓取排布完成的行星轮与齿轮装配完成的组件放置于塑料壳体中。
17.作为本发明进一步的方案:机器人一用于抓取伺服旋转理料机构一中的齿轮,机器人二和机器人三分别用于抓取伺服旋转理料机构二和伺服旋转理料机构三中的齿轮和行星轮的组件,机器人三、机器人二和机器人一均采用平面四轴机器人。
18.作为本发明进一步的方案:注油机构通过可调节注油量的定量阀将油脂注入塑料壳体内。
19.有益效果
20.本发明提供了一种多功能行星齿轮装配方法。与现有技术相比具备以下有益效果:
21.通过转台旋转至st20工位,开始进行底层齿轮的组装,机器人一带动机械爪从伺服旋转理料机构一上吸取排布完成的齿轮放置于塑料壳体中,齿轮装配过程中塑料壳体旋转;安装完成后,转台旋转至st30工位处,进行中层齿轮的组装,机器人二带动机械爪从伺服旋转理料机构二抓取排布完成的行星轮与齿轮装配完成的组件放置于塑料壳体中;安装完成后,转台旋转至st40工位,进行顶层齿轮的组装,机器人三带动机械爪从伺服旋转理料机构三上抓取排布完成的行星轮与齿轮装配完成的组件放置于塑料壳体中,转台旋转至st50工位,对齿轮内部注油,注油机构带动注油阀对壳体内部进行注油;完成后,转台旋转至st60工位,移栽机构四通过夹爪夹取组装完成的产品下料,本发明柔性高,可多种类产品共线生产,通过一人操作即可实现自动化加工,装配效率高。
附图说明
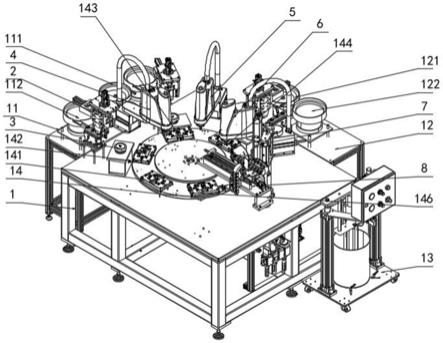
22.图1为本发明的外部结构示意图;
23.图2为本发明的俯视图;
24.图3为本发明的注油支撑组件立体结构放大示意图;
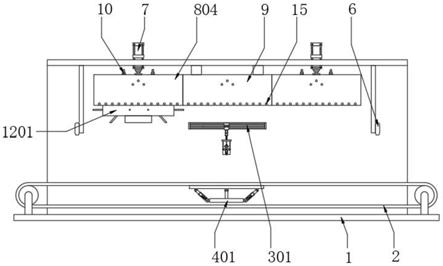
25.图4为本发明的固定组件立体结构放大示意图。
26.图中:1、加工台;11、支撑架一;111、行星轮振动盘一;112、放置盘;113、齿轮振动盘一;12、支撑架二;121、行星轮振动盘二;122、齿轮振动盘二;13、注油支撑组件;131、移动架;132、注油桶;133、注油泵;134、控制箱;14、转台;141、st10工位;142、st20工位;143、st30工位;144、st40工位;145、st50工位;146、st60工位;2、移栽机构一;3、伺服旋转理料机构一;4、机器人一;5、机器人二;6、机器人三;7、注油机构;8、固定组件;81、移栽机构四;82、夹爪;83、水平推动气缸;9、移栽机构二;91、伺服旋转理料机构二;10、移栽机构三;101、伺服旋转理料机构三。
具体实施方式
27.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于
本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
28.请参阅图1,本发明提供一种技术方案:一种多功能行星齿轮装配方法,
29.包括以下步骤:
30.步骤一:进行底层齿轮的组装,通过相机判断壳体正反;
31.步骤二:机器人一4从伺服旋转理料机构一3上吸取齿轮放置于塑料壳体中,转台14旋转至st30工位143处,进行中层齿轮的组装,机器人二5从伺服旋转理料机构二91抓取行星轮与齿轮装配组件放置于塑料壳体中,机器人三6从伺服旋转理料机构三101上抓取行星轮与齿轮装配完成的组件放置于塑料壳体中;
32.步骤三:完成后,旋转至st50工位145,对齿轮内部注油,注油机构7带动注油阀对壳体内部进行注油;
33.步骤四:旋转至st60工位146,移栽机构四81通过夹爪82夹取组装完成的产品下料。
34.多功能行星齿轮装配装置包括加工台1,加工台1包括设置在加工台1一侧的支撑架一11、设置在加工台1另一侧的注油支撑组件13、设置在加工台1后侧的支撑架二12以及安装在加工台1顶端表面的转台14,支撑架一11的顶端设置有用于底层齿轮的放置盘112和中层齿轮装配的行星轮振动盘一111和齿轮振动盘一113,支撑架二12的顶端设置有用于顶层齿轮装配的行星轮振动盘二121和齿轮振动盘二122;
35.实施例
36.请参阅图1
‑
2,加工台1的顶端表面靠近前端一侧安装有伺服旋转理料机构一3,伺服旋转理料机构一3的一侧设置有与加工台1顶端边缘处固定连接的移栽机构一2,移栽机构一2用于将放置盘112中的齿轮抓取放置于伺服旋转理料机构一3上,伺服旋转理料机构一3用于从放置盘112中振动出的齿轮按照装配姿态进行排列。
37.请参阅图1,转台14的顶端前表面顺时针依次安装有st10工位141、st20工位142、st30工位143、st40工位144、st50工位145和st60工位146,st10工位141采用人工上料,通过相机判别壳体内齿轮柱排列方向。
38.请参阅图1
‑
2,伺服旋转理料机构一3的后侧靠近st30工位143的位置设置有移栽机构二9,移栽机构二9与st30工位143的之间距离设置有伺服旋转理料机构二91,移栽机构二9与移栽机构一2之间设置有机器人一4,机器人一4用于抓取伺服旋转理料机构一3中的齿轮安装至壳体内。
39.请参阅图1,加工台1的顶端表面靠近支撑架二12的一侧设置有移栽机构三10,移栽机构三10与st40工位144的直线距离安装有伺服旋转理料机构三101,伺服旋转理料机构三101的一侧设置有机器人二5,且伺服旋转理料机构三101的另一侧设置有机器人三6,机器人二5和机器人三6分别用于抓取伺服旋转理料机构二91和伺服旋转理料机构三101中的齿轮和行星轮的组件安装至壳体内,机器人三6、机器人二5和机器人一4均采用平面四轴机器人。
40.请参阅图1
‑
3,加工台1的顶端表面靠近st50工位145的一侧设置有注油机构7,注油机构7的前侧设置有与加工台1顶端固定连接的固定组件8,且注油机构7通过可调节注油量的定量阀将油脂注入壳体内,注油支撑组件13包括移动架131,移动架131的顶端设置有
注油桶132,注油桶132的两侧均设置有与移动架131相固定的注油泵133,两个注油泵133的顶部一侧安装有控制箱134,注油泵133与注油机构7通过油管相连,实现注油工作。
41.请参阅图4,固定组件8包括设置在固定组件8顶端的移栽机构四81,移栽机构四81的一侧安装有水平推动气缸83,且移栽机构四81的表面安装有夹爪82,移栽机构四81用于将装配完成的齿轮及行星轮产品移栽下料。
42.工作原理:通过将料仓中的齿轮进行理料,排列整齐,方便抓取,首先在st10工位141人工将塑料壳体放入转台14工位的夹具中,完成后按下启动按钮,通过相机判断壳体正反,转台14旋转至st20工位142,开始进行底层齿轮的组装,机器人一4带动机械爪从伺服旋转理料机构一3上吸取排布完成的齿轮放置于塑料壳体中,齿轮装配过程中塑料壳体旋转;安装完成后,转台14旋转至st30工位143处,进行中层齿轮的组装,机器人二5带动机械爪从伺服旋转理料机构二91抓取排布完成的行星轮与齿轮装配完成的组件放置于塑料壳体中,装配过程中机器人二5带动组件旋转放入壳体中;安装完成后,转台14旋转至st40工位144,进行顶层齿轮的组装,机器人三6带动机械爪从伺服旋转理料机构三101上抓取排布完成的行星轮与齿轮装配完成的组件放置于塑料壳体中,装配过程中机器人三6带动组件旋转放入壳体中;安装完成后,转台14旋转至st50工位145,对齿轮内部注油,注油机构7带动注油阀对壳体内部进行注油;注油完成后,转台14旋转至st60工位146,移栽机构四81通过夹爪82夹取组装完成的产品下料,本发明柔性高,可多种类产品共线生产,通过一人操作即可实现自动化加工,装配效率高。
43.在本发明的描述中,需要理解的是,术语“上”、“下”、“左”、“右”等指示方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以及特定的方位构造和操作,因此,不能理解为对本发明的限制。本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上,需要说明的是,除非另有明确的规定和限定,术语“安装”“相连”“连接”等应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接连接,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。