1.本发明涉及智能制造用激光喷码技术领域,具体为一种智能制造用可识别喷码位置的激光喷码机。
背景技术:
2.今天的消费者,对产品质量的要求越来越高,作为产品品质保障的重要手段之一,为每一件产品标注其品名、规格、生产日期、有效期、生产批号等不同的信息内容,已成为各类产品质量标准中的重要内容,而激光喷码机就是把这些信息以二维码或者条形码的形式喷涂到产品上,便于消费者识别,随着智能化的发展激光喷码机的工作也逐渐智能化。
3.现有的智能制造用激光喷码机再输送产品的过程中,容易出现产品没有到达指定位置就进行喷码或超出指定位置后进行喷码,导致设备所喷码位置错误。
4.所以需要针对上述问题设计一种智能制造用可识别喷码位置的激光喷码机。
技术实现要素:
5.本发明的目的在于提供一种智能制造用可识别喷码位置的激光喷码机,以解决上述背景技术中提出的问题。
6.为实现上述目的,本发明提供如下技术方案:一种智能制造用可识别喷码位置的激光喷码机,包括外壳和连接组件,所述外壳的内部下壁设置有皮带输送机,且外壳的内部前后两壁从上至下依次设置有对接组件和支撑组件,所述支撑组件包括第二板件、支撑杆、连接销、第三板件、外套、第二压力传感器、第一弹簧和伸缩杆,且第二板件的上端设置有支撑杆,所述支撑杆的上端连接有连接销,且连接销的外部连接有第三板件,所述第二板件的左右两侧活动连接有外套,且外套的内部安装有第二压力传感器,所述第二压力传感器的上端连接有第一弹簧,且第一弹簧的上端连接有伸缩杆,所述连接组件位于对接组件的前后两侧。
7.优选的,所述外壳的内部上壁从两侧至中间依次设置有检测摄像头、第二多节液压缸和第二夹持组件,且第二多节液压缸的下端连接有第一夹持组件,所述第一夹持组件的左右两端案子有第一红外线传感器,且第一夹持组件的下端设置有第一动力组件,所述第一动力组件靠近第一夹持组件中轴线的一侧连接有定位组件,所述定位组件带动上端安装有第一移动组件,且第一移动组件的前端连接有第二移动组件,所述第二夹持组件的内测设置有第二动力组件。
8.优选的,所述对接组件包括第一电动滑轨、第二电动滑轨、第一多节液压缸、第一压力传感器、第一板件、连接绳索、对接罩和喷码头,且第一电动滑轨的靠近外壳中轴线的一侧安装有第二电动滑轨,所述第二电动滑轨的下端安装有第一多节液压缸,且第一多节液压缸的下端安装有第一压力传感器,所述第一压力传感器的下端连接有第一板件,且第一板件的下端连接有连接绳索,所述连接绳索的下端连接有对接罩,且对接罩的内部设置有喷码头。
9.优选的,所述连接组件包括第四板件、第一电磁铁、第二弹簧和第一导杆,且第四板件的下端安装有第一电磁铁,所述第四板件的上端中间设置有第二弹簧,且第四板件的上端左右两侧设置有第一导杆。
10.优选的,所述第一夹持组件包括第五板件、双头电机、第一螺纹杆、移动板和第二导杆,且第五板件的下端安装有双头电机,所述双头电机的左右两侧设置有第一螺纹杆,且第一螺纹杆的外部连接有移动板,所述双头电机的下端设置有第二导杆。
11.优选的,所述第一动力组件包括c形板、驱动轮、第三导杆、第三弹簧、第一齿轮、第二齿轮和第一电机,且c形板的内部安装有驱动轮,所述c形板远离第一夹持组件中轴线的一侧从内至外依次设置有第三导杆和第三弹簧,且c形板的上端连接有第一齿轮,所述第一齿轮的上端连接有第二齿轮,且第二齿轮的一侧安装有第一电机。
12.优选的,所述定位组件包括方形框、第四弹簧、第四导杆和斜板,且方形框的的内壁设置有第四弹簧,所述第四弹簧靠近方形框中轴线的一侧设置有斜板,且斜板的两端连接有第四导杆。
13.优选的,所述第一移动组件包括连接箱、第二电机、轴承和第二螺纹杆,且连接箱的右侧安装有第二电机,所述连接箱的左侧通过轴承与第二螺纹杆相连接。
14.优选的,所述第二移动组件包括齿条杆、h块、t形块、限位框和第二电磁铁,且齿条杆的内部设置有h块,所述h块的右侧镶嵌有t形块,且t形块的右侧连接有限位框,所述限位框的前后两端连接有第二电磁铁。
15.优选的,所述第二移动组件还包括第三电机、第二红外线传感器、第三红外线传感器和第三齿轮,且h块的上端从前至后依次设置有第二红外线传感器、第三电机和第三红外线传感器,所述第三电机的右侧安装有第三齿轮。
16.与现有技术相比,本发明的有益效果是:该设备能够对打码位置提前定位,然后再通过精准对接的方式实现精准打码,该设备能够产品进行定位,防止定位因产品位置偏移导致打码位置出现偏移,设备能够对辅助装置进行输送,从而能够使辅助装置进行多次使用。
17.1、本发明通过第一电磁铁与第二电磁铁之间的磁力吸引,使限位框与对接罩精准的对接在一起,从而能够便于喷码头精准的对产品进行喷码,同时第一电磁铁通过第二弹簧和第一导杆与第四板件之间构成的弹性伸缩结构能够使限位框和对接罩紧密对接在一起,方式对接出松动,导致喷码头与产品之间的距离出现变化,影响设备的喷码效果。
18.2、当皮带输送机对产品进行输送时,产品移动到支撑组件上,第三板件会受到产品重力的影响出现倾斜,从而使第三板件对第一弹簧进行按压,使第二压力传感器的数值变化,从而能够检测出产品的位置偏向第三板件的哪一侧,当两个第二压力传感器的数值相同时则表明产品处于第三板件的中间位置,从而能够对产品进行精准的定位,便于设备进行喷码。
19.3、本发明通过双头电机带动第一螺纹杆转动,能够使移动板带动第一动力组件对定位组件进行夹持,从而能够使驱动轮紧密的卡在方形框侧方的槽中,从而能够对方形框进行精准的输送,便于设备对定位组件的重复使用,同时第三弹簧和第三导杆能够防止驱动轮对方形框的夹持松动。
20.4、本发明依靠斜板通过第四导杆和第四弹簧与方形框之间构成的弹性伸缩结构,
通过弹性伸缩结构在对产品进行夹持时,产品会受到第四弹簧的弹力影响,使产品的中轴线与方形框的中轴线自动重合在一起,从而对产品进行定位,便于设备准确的对产品进行打码,增加打码的准确度。
21.5、本发明通过第一移动组件和第二移动组件能够对限位框全方位移动,通过第二红外线传感器和第三红外线传感器能够对限位框移动的位置进行检测,便于设备的智能制造,从而能够使限位框准确的移动到需要打码的位置,从而便于限位框与对接罩对接时喷码头能够精准的进行打码,使限位框能够对打码位置进行识别。
附图说明
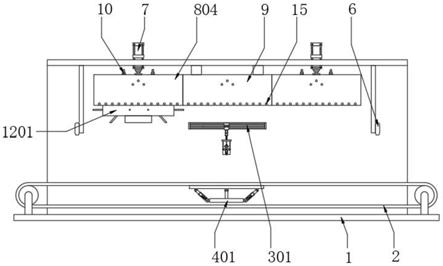
22.图1为本发明一种智能制造用可识别喷码位置的激光喷码机的正视结构示意图;
23.图2为本发明一种智能制造用可识别喷码位置的激光喷码机的对接组件放大结构示意图;
24.图3为本发明一种智能制造用可识别喷码位置的激光喷码机的支撑组件放大结构示意图;
25.图4为本发明一种智能制造用可识别喷码位置的激光喷码机的第一夹持组件侧视放大结构示意图;
26.图5为本发明一种智能制造用可识别喷码位置的激光喷码机的图4中a处放大结构示意图;
27.图6为本发明一种智能制造用可识别喷码位置的激光喷码机的定位组件立体结构示意图;
28.图7为本发明一种智能制造用可识别喷码位置的激光喷码机的第一移动组件俯视结构示意图;
29.图8为本发明一种智能制造用可识别喷码位置的激光喷码机的第二移动组件俯视放大结构示意图。
30.图中:1、外壳;2、皮带输送机;3、对接组件;301、第一电动滑轨;302、第二电动滑轨;303、第一多节液压缸;304、第一压力传感器;305、第一板件;306、连接绳索;307、对接罩;308、喷码头;4、支撑组件;401、第二板件;402、支撑杆;403、连接销;404、第三板件;405、外套;406、第二压力传感器;407、第一弹簧;408、伸缩杆;5、连接组件;501、第四板件;502、第一电磁铁;503、第二弹簧;504、第一导杆;6、检测摄像头;7、第二多节液压缸;8、第一夹持组件;801、第五板件;802、双头电机;803、第一螺纹杆;804、移动板;805、第二导杆;9、第二夹持组件;10、第一红外线传感器;11、第一动力组件;1101、c形板;1102、驱动轮;1103、第三导杆;1104、第三弹簧;1105、第一齿轮;1106、第二齿轮;1107、第一电机;12、定位组件;1201、方形框;1202、第四弹簧;1203、第四导杆;1204、斜板;13、第一移动组件;1301、连接箱;1302、第二电机;1303、轴承;1304、第二螺纹杆;14、第二移动组件;1401、齿条杆;1402、h块;1403、t形块;1404、限位框;1405、第二电磁铁;1406、第三电机;1407、第二红外线传感器;1408、第三红外线传感器;1409、第三齿轮;15、第二动力组件。
具体实施方式
31.如图1至图8所示,本发明提供一种技术方案:一种智能制造用可识别喷码位置的
激光喷码机,包括外壳1和连接组件5,外壳1的内部下壁设置有皮带输送机2,且外壳1的内部前后两壁从上至下依次设置有对接组件3和支撑组件4,支撑组件4包括第二板件401、支撑杆402、连接销403、第三板件404、外套405、第二压力传感器406、第一弹簧407和伸缩杆408,且第二板件401的上端设置有支撑杆402,支撑杆402的上端连接有连接销403,且连接销403的外部连接有第三板件404,第二板件401的左右两侧活动连接有外套405,且外套405的内部安装有第二压力传感器406,第二压力传感器406的上端连接有第一弹簧407,且第一弹簧407的上端连接有伸缩杆408,连接组件5位于对接组件3的前后两侧,外壳1的内部上壁从两侧至中间依次设置有检测摄像头6、第二多节液压缸7和第二夹持组件9,且第二多节液压缸7的下端连接有第一夹持组件8,第一夹持组件8的左右两端案子有第一红外线传感器10,且第一夹持组件8的下端设置有第一动力组件11,第一动力组件11靠近第一夹持组件8中轴线的一侧连接有定位组件12,定位组件12带动上端安装有第一移动组件13,且第一移动组件13的前端连接有第二移动组件14,第二夹持组件9的内测设置有第二动力组件15;
32.具体操作如下,外壳1为设备的主体结构,便于设备中其他部件的安装,皮带输送机2能够对产品进行输送,对接组件3能够对接打码,支撑组件4能够检测到产品的位置,便于对接组件3的打码,产品移动到支撑组件4上,通过连接销403与支撑杆402之间构成旋转结构的第三板件404会受到产品重力的影响出现倾斜,从而使第三板件404带动与外套405之间构成伸缩结构的伸缩杆408对第一弹簧407进行按压,使第二压力传感器406的数值变化,从而能够检测出产品的位置偏向第三板件404的哪一侧,当两个第二压力传感器406的数值相同时则表明产品处于第三板件404的中间位置,从而能够对产品进行精准的定位,便于设备进行喷码,第二板件401能够对支撑杆402和外套405来连接支撑,连接组件5能够便于对接组件3的对接,检测摄像头6能够对打码位置以及打码效果进行检测,第二多节液压缸7能够带动第一夹持组件8进行升降,第一夹持组件8和第二夹持组件9分别能够带动第一动力组件11和第二动力组件15对定位组件12进行夹持输送,第一红外线传感器10能够检测出定位组件12所在位置,第一移动组件13和第二移动组件14能够便于设备对指定位置进行打码。
33.如图2所示,对接组件3包括第一电动滑轨301、第二电动滑轨302、第一多节液压缸303、第一压力传感器304、第一板件305、连接绳索306、对接罩307和喷码头308,且第一电动滑轨301的靠近外壳1中轴线的一侧安装有第二电动滑轨302,第二电动滑轨302的下端安装有第一多节液压缸303,且第一多节液压缸303的下端安装有第一压力传感器304,第一压力传感器304的下端连接有第一板件305,且第一板件305的下端连接有连接绳索306,连接绳索306的下端连接有对接罩307,且对接罩307的内部设置有喷码头308,连接组件5包括第四板件501、第一电磁铁502、第二弹簧503和第一导杆504,且第四板件501的下端安装有第一电磁铁502,第四板件501的上端中间设置有第二弹簧503,且第四板件501的上端左右两侧设置有第一导杆504;
34.第一电动滑轨301、第二电动滑轨302和第一多节液压缸303带动喷码头308和对接罩307靠近限位框1404,通过第一电磁铁502与第二电磁铁1405之间的磁力吸引,使限位框1404与对接罩307精准的对接在一起,从而能够便于喷码头308精准的对产品进行喷码,同时第一电磁铁502通过第二弹簧503和第一导杆504与第四板件501之间构成的弹性伸缩结构能够使限位框1404和对接罩307紧密对接在一起,方式对接出松动,导致喷码头308与产
品之间的距离出现变化,影响设备的喷码效果,连接绳索306能够便于设备进行移动,第一板件305便于连接绳索306的连接,第一压力传感器304能够对第一板件305、的拉力检测,控制第一电动滑轨301、第二电动滑轨302和第一多节液压缸303的启停。
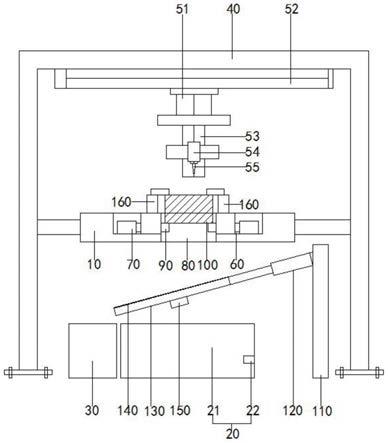
35.如图4和图5所示,第一夹持组件8包括第五板件801、双头电机802、第一螺纹杆803、移动板804和第二导杆805,且第五板件801的下端安装有双头电机802,双头电机802的左右两侧设置有第一螺纹杆803,且第一螺纹杆803的外部连接有移动板804,双头电机802的下端设置有第二导杆805,第一动力组件11包括c形板1101、驱动轮1102、第三导杆1103、第三弹簧1104、第一齿轮1105、第二齿轮1106和第一电机1107,且c形板1101的内部安装有驱动轮1102,c形板1101远离第一夹持组件8中轴线的一侧从内至外依次设置有第三导杆1103和第三弹簧1104,且c形板1101的上端连接有第一齿轮1105,第一齿轮1105的上端连接有第二齿轮1106,且第二齿轮1106的一侧安装有第一电机1107;
36.第五板件801能够便于双头电机802的安装,通过双头电机802带动第一螺纹杆803转动,能够使移动板804带动第一动力组件11对定位组件12进行夹持,第二导杆805能够对移动板804的移动进行定位,从而能够使驱动轮1102紧密的卡在方形框1201侧方的槽中,通过第一电机1107带动第二齿轮1106转动,从而使第一齿轮1105能够带动驱动轮1102转动,对方形框1201进行精准的输送,便于设备对定位组件12的重复使用,同时第三弹簧1104和第三导杆1103能够防止驱动轮1102对方形框1201的夹持松动。
37.如图6所示,定位组件12包括方形框1201、第四弹簧1202、第四导杆1203和斜板1204,且方形框1201的的内壁设置有第四弹簧1202,第四弹簧1202靠近方形框1201中轴线的一侧设置有斜板1204,且斜板1204的两端连接有第四导杆1203;
38.依靠斜板1204通过第四导杆1203和第四弹簧1202与方形框1201之间构成的弹性伸缩结构,通过弹性伸缩结构在对产品进行夹持时,产品会受到第四弹簧1202的弹力影响,使产品的中轴线与方形框1201的中轴线自动重合在一起,从而对产品进行定位,便于设备准确的对产品进行打码,增加打码的准确度。
39.如图7和图8所示,第一移动组件13包括连接箱1301、第二电机1302、轴承1303和第二螺纹杆1304,且连接箱1301的右侧安装有第二电机1302,连接箱1301的左侧通过轴承1303与第二螺纹杆1304相连接,第二移动组件14包括齿条杆1401、h块1402、t形块1403、限位框1404和第二电磁铁1405,且齿条杆1401的内部设置有h块1402,h块1402的右侧镶嵌有t形块1403,且t形块1403的右侧连接有限位框1404,限位框1404的前后两端连接有第二电磁铁1405,第二移动组件14还包括第三电机1406、第二红外线传感器1407、第三红外线传感器1408和第三齿轮1409,且h块1402的上端从前至后依次设置有第二红外线传感器1407、第三电机1406和第三红外线传感器1408,第三电机1406的右侧安装有第三齿轮1409;
40.通过第二电机1302带动通过轴承1303与连接箱1301之间构成旋转结构的第二螺纹杆1304转动,从而能够带动第二移动组件14进行左右移动,通过第二红外线传感器1407能够检测出第二移动组件14左右移动的距离,通过第三电机1406带动第三齿轮1409转动,能够使h块1402在齿条杆1401的内部进行前后滑动,能够使通过t形块1403与h块1402镶嵌连接的限位框1404进行移动,通过第三红外线传感器1408能够对限位框1404前后移动的距离进行检测,通过第一移动组件13和第二移动组件14能够使限位框1404移动到限位框1404产品需要喷码的指定位置,通过第一移动组件13和第二移动组件14能够对限位框1404全方
位移动,通过第二红外线传感器1407和第三红外线传感器1408能够对限位框1404移动的位置进行检测,从而能够使限位框1404准确的移动到需要打码的位置,从而便于限位框1404与对接罩307对接时喷码头308能够精准的进行打码,使限位框1404能够对打码位置进行识别。
41.工作原理:首先通过皮带输送机2对产品进行输送,通过左侧的检测摄像头6能够对产品进行扫描确定需要喷码的位置,然后当产品移动到左侧的第一夹持组件8下端时,第二多节液压缸7会带动第一夹持组件8下降,使定位组件12、第一移动组件13和第二移动组件14组合成的结构罩在产品上,通过第一红外线传感器10能够对第一夹持组件8的移动深度进行检测,从而能够便于设备进行智能制造,当定位组件12移动到指定位置罩在产品上后,打开双头电机802带动第一螺纹杆803转动,从而使两个移动板804远离,使第一动力组件11失去夹持效果,通过第二导杆805能够对移动板804的移动进行导向,当夹持效果失效后,依靠斜板1204通过第四导杆1203和第四弹簧1202与方形框1201之间构成的弹性伸缩结构能够对方形框1201进行定心,使方形框1201和产品的中轴线重合定位,通过第二电机1302带动通过轴承1303与连接箱1301之间构成旋转结构的第二螺纹杆1304转动,从而能够带动第二移动组件14进行左右移动,通过第二红外线传感器1407能够检测出第二移动组件14左右移动的距离,便于设备智能加工,同时通过第三电机1406带动第三齿轮1409转动,从而能够使h块1402在齿条杆1401的内部进行前后滑动,从而能够使通过t形块1403与h块1402镶嵌连接的限位框1404进行移动,通过第三红外线传感器1408能够对限位框1404前后移动的距离进行检测,便于设备的智能制造,通过第一移动组件13和第二移动组件14能够使限位框1404移动到限位框1404产品需要喷码的指定位置,然后通过皮带输送机2带动产品进行继续移动,当产品移动到支撑组件4处时,依靠第三板件404通过连接销403与支撑杆402之间的转动连接使第三板件404在受力不均匀时会出现倾斜的情况,从而能够对倾斜侧的伸缩杆408进行按压,使伸缩杆408向外套405的内部进行收缩,从而使第一弹簧407对第二压力传感器406按压检测出产品所在第三板件404的位置,便于设备的智能制造,当第三板件404的两端平衡后表示产品处于支撑组件4的中间位置,然后由第一电动滑轨301、第二电动滑轨302和第一多节液压缸303带动喷码头308和对接罩307靠近限位框1404,通过第二电磁铁1405和第一电磁铁502的电极吸引,使对接罩307和限位框1404对接,依靠第四板件501通过第二弹簧503和第一导杆504与对接罩307之间构成的弹性伸缩结构便于设备对接的更加紧密,通过连接绳索306便于对接罩307的移动对接,通过第一压力传感器304对拉力的检测从而能够检测出设备是否完成对接,便于设备的智能制造,对接完毕后通过喷码头308进行喷码,当喷码完成后皮带输送机2继续对产品进行输送,当产品移动到右侧第一夹持组件8的下端时同理使第一夹持组件8下降到指定高度,然后通过双头电机802带动第一螺纹杆803旋转,使移动板804带动第一动力组件11对定位组件12进行夹持,依靠c形板1101通过第三导杆1103和第三弹簧1104与移动板804之间构成的弹性伸缩结构便于驱动轮1102与方形框1201紧密接触,然后带动定位组件12从产品上脱离上升到指定高度后,通过第一电机1107带动第二齿轮1106和第一齿轮1105转动使驱动轮1102能够对定位组件12进行输送,同时也会通过第二夹持组件9和第二动力组件15使定位组件12能够顺利移动到起始位置出继续使用,产品喷码完成后继续输送会通过右侧的检测摄像头6对产品上喷码进行检测,防止喷码错误。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。