技术特征:
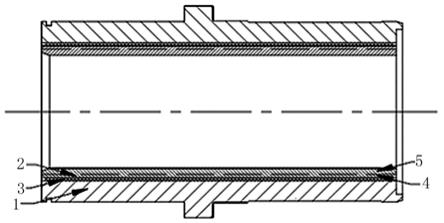
1.一种熔涂-深冷处理一体化强化泥浆泵缸套,其特征在于,包括缸套基体、熔涂-深冷处理一体化强化内衬熔涂层、经熔涂强化在缸套基体和内衬熔涂层之间形成的冶金结合界面层,所述熔涂-深冷处理一体化强化内衬熔涂层由熔涂金属底层和熔涂金属陶瓷工作层组成。2.如权利要求1所述的一种熔涂-深冷处理一体化强化泥浆泵缸套,其特征在于,所述缸套基体采用中碳钢制成,所述内衬熔涂层厚度为0.5~2mm,其中金属底层厚度在0.05~0.2mm之间,金属陶瓷工作层的厚度满足内衬熔涂层总厚度要求;所述界面层厚度5um~20um之间,界面层是由金属底层及缸套基体经熔涂工艺形成的以冶金结合为主的过渡层,其结合力达300~500mpa。3.如权利要求1所述的一种熔涂-深冷处理一体化强化泥浆泵缸套,其特征在于,所述金属底层由镍基自熔性合金粉末制成,金属陶瓷工作层由镍基自熔性合金粉末、碳化钨、氮化物组成的金属陶瓷复合粉末制成,其中,碳化钨质量含量为20~50%之间,氮化物由过渡金属氮化物中的一种或多种组成,其总体质量含量在0.5~10%之间,其余为镍基自熔性合金粉末。4.如权利要求1所述的一种熔涂-深冷处理一体化强化泥浆泵缸套的制作方法,其特征在于,包括以下步骤:缸套基体前加工
→
内衬涂层预制备
→
重熔处理
→
深冷处理
→
去应力回火
→
缸套后精加工。
技术总结
本发明创造提供了一种熔涂-深冷处理一体化强化泥浆泵缸套及其制作方法,包括缸套基体、内衬熔涂层、经熔涂强化在缸套基体和内衬熔涂层之间形成的冶金结合界面层。内衬熔涂层厚度为0.5~2mm,其中金属底层厚度在0.05~0.2mm之间,金属陶瓷工作层的厚度在在2mm以内,其工艺步骤包括缸套基体前加工
技术研发人员:翟长生 郑国栋 刘晓荔 刘永军 杨吉旺 王平 孔玲 吕金朋 朱晓梅 李贲
受保护的技术使用者:河南华中科翔石油机械有限公司
技术研发日:2020.05.27
技术公布日:2021/12/13
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。