1.本发明涉及一种发泡件生产工艺。
背景技术:
2.发泡件常用于沙发、各类座椅以及枕头等具体产品中;发泡件的成型过程是指是发泡材料逐步膨胀并产生微气泡孔结构的过程,现有发泡件生产工艺流程中模具都是采用人工操作的方式来根据工艺操作工位所对应的工艺流程来开启或盖合模具结构,使得工人对模具结构进行相应的工艺操作;由于需要采用人力开启或盖合模具结构,操作过程费时费力,可见现有发泡件生产工艺流程存在着生产效率不高的缺点。
技术实现要素:
3.为解决上述现有技术中所存在的至少一个问题,根据本发明的一个方面,提供了一种发泡件生产工艺,其包括:
4.将移载轨道沿着工艺操作工位排布设置;
5.移载驱动装置驱动模具结构沿着移载轨道朝工艺操作工位移载;
6.模具状态驱动装置根据模具结构经过的工艺操作工位所对应的工艺流程来开启或盖合模具结构;
7.根据工艺流程对模具结构进行工艺操作。
8.在使用时,移载驱动装置驱动模具结构沿着移载轨道朝工艺操作工位移载,模具状态驱动装置根据模具结构所要经过的工艺操作工位所对应的工艺流程来开启或盖合模具结构,以便于工人或者机器人对模具结构进行相应的工艺操作;无需采用人力开启或盖合模具结构,节省了人力,提高了生产效率。
9.在一些实施方式中,工艺操作工位包括取件工位,当移载驱动装置驱动模具结构移载到取件工位时,模具状态驱动装置驱动模具结构开启,然后对模具结构进行取出发泡件操作。
10.这样,便于工人或者机器人对模具结构进行取出发泡件操作;无需采用人力开启模具结构,节省了人力,提高了生产效率。
11.在一些实施方式中,工艺操作工位还包括注料工位,注料工位沿着模具结构的移载方向设置在取件工位的下游位置;当在取件工位对模具结构完成取出发泡件操作后,移载驱动装置驱动模具结构继续沿着移载轨道移载到注料工位,然后对模具结构进行注入发泡材料操作;待完成注入发泡材料操作后,模具状态驱动装置驱动模具结构盖合。
12.这样,便于工人或者机器人对模具结构进行注入发泡材料操作;无需采用人力盖合模具结构,节省了人力,提高了生产效率。
13.在一些实施方式中,模具结构包括配套设置的第一模和第二模;模具状态驱动装置包括第一滑动部、开启引导轨道以及盖合引导轨道,第一滑动部与第一模联动设置,盖合引导轨道沿着模具结构的移载方向设置在开启引导轨道的下游位置;当模具结构经过开启
引导轨道时,第一滑动部在开启引导轨道上滑动,开启引导轨道引导第一模相对于第二模逐渐背离打开;当模具结构经过盖合引导轨道时,第一滑动部在盖合引导轨道上滑动,盖合引导轨道引导第一模相对于第二模逐渐靠拢盖合;取件工位和注料工位沿着模具结构的移载方向依次设置在开启引导轨道和盖合引导轨道之间,且注料工位设置在取件工位的下游位置。
14.这样,在工作时,移载驱动装置驱动模具结构沿着移载轨道移动到开启引导轨道,随着模具结构继续移载,第一滑动在开启引导轨道上滑动,开启引导轨道引导第一模相对于第二模逐渐背离打开,操作工将已经成型的发泡件从模具结构内取出;然后模具结构继续移载到注料工位完成注料工序,然后再移动到盖合引导轨道,第一滑动在盖合引导轨道上滑动,盖合引导轨道引导第一模相对于第二模逐渐靠拢盖合,将模具结构盖合;在这个过程中,移载驱动装置驱动模具结构沿着移载轨道移动到相应工序操作位上,开启引导轨道引导第一模打开,盖合引导轨道引导第一模盖合到第二模上,无需采用人力开启或盖合模具结构,节省了人力,提高了生产效率。
15.在一些实施方式中,移载驱动装置包括模具架和电动驱动结构;模具结构设置在模具架上,模具架可移动地设置在移载轨道上,电动驱动结构设置成用于驱动模具架在移载轨道上移载。
16.这样,电动驱动结构通过驱动模具架带着模具结构在移载轨道上移动,从而实现了“移载驱动装置驱动模具结构沿着移载轨道移载”。
17.在一些实施方式中,模具架包括第一调整架、第二调整架以及底座,第二调整架与第一调整架可枢转地连接设置,第二调整架设置在底座上;第一模设置在第一调整架上,第二模设置在第二调整架上,以在第一调整架转动盖合到第二调整架上时,第一模与第二模合模;第一滑动部设置在第一调整架上。
18.这样,初始时,第一调整架是压盖在第二调整架上的,即第一模和第二模处于合模状态,使得发泡材料在模具结构内膨胀定型;然后电动驱动结构驱动模具架沿着移载轨道移动到开启引导轨道,随着模具架继续移载,第一滑动在开启引导轨道上滑动,开启引导轨道引导第一调整架相对于第二调整架逐渐背离打开,即驱动第一模和第二模背离打开,操作工将已经成型的发泡件从模具结构内取出;然后模具架继续移载到注料工位完成注料工序,然后再移动到盖合引导轨道,第一滑动在盖合引导轨道上滑动,盖合引导轨道引导第一调整架相对于第二调整架逐渐靠拢盖合,将第一模和第二模盖合;在这个过程中,电动驱动结构驱动模具架沿着移载轨道移动到相应工序操作位上,同时开启引导轨道引导第一调整架带着第一模打开,盖合引导轨道引导第一调整架带着第一模盖合到第二模上,无需采用人力开启或盖合模具结构,节省了人力,提高了生产效率。此外,由于第一滑动在开启引导轨道上滑动,开启引导轨道引导第一调整架带着第一模相对于第二模背离打开,即实现了“第一滑动与第一模联动设置”。
19.在一些实施方式中,第二调整架可枢转地设置底座上。
20.这样,当使用者需要调整模具结构的倾斜角度时(例如原料在密闭的模具结构内膨胀固化形成成品后,由于模具结构的位置离工人较远,而不便于工人取出成品,可以通过将模具结构朝工人所在位置倾斜靠近,以便于工人操作),为第二调整架施加驱动力,来驱动第二调整架带着整个模具结构在底座上按预定方向产生相对角度倾斜动作,以便于工人
进行相应操作工序,为工人提供了便利,提高了生产效率。
21.在一些实施方式中,模具状态驱动装置还包括第二滑动部和第三引导轨道;第二滑动部设置在第二调整架上,第二调整架在自然状态下,相对于水平面倾斜设置;第三引导轨道沿着模具结构的移载方向设置在开启引导轨道和盖合引导轨道之间,第三引导轨道设置为沿着模具架的移载方向逐渐上升,以在第二调整架经过第三引导轨道时,第二滑动部在第三引导轨道上滑动,第三引导轨道引导第二调整架相对于水平面由倾斜状态转动到平行状态。
22.这样,操作工人在取件工位上将发泡件从模具结构中取出后,然后模具架继续移载到第三引导轨道所在位置,然后随着模具架继续移载到注料工位,第二调整架的第二滑动部在第三引导轨道上滑动,第三引导轨道引导第二调整架相对于水平面由倾斜状态转动到平行状态,那么第二调整架带着第二模调整到水平状态,以便于需要第二模处于水平位置时进行灌注发泡材料工序(将第二模调整到水平状态可以使得第二模能够容纳足够量的发泡材料),无需采用人力驱动第二调整架转动到水平状态,提高了生产效率。
23.在一些实施方式中,将从取件工位取出的发泡件进行挤压,以压破发泡件内部的封闭气泡。
24.这样,使得发泡件更加蓬松柔软。
25.在一些实施方式中,然后将发泡件进行晾挂,以进行时效熟化处理。
26.这样,使得发泡件经过时效熟化处理后形态更加稳定。
附图说明
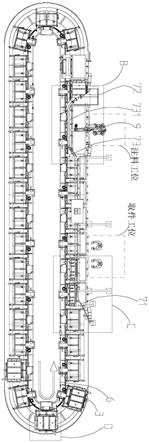
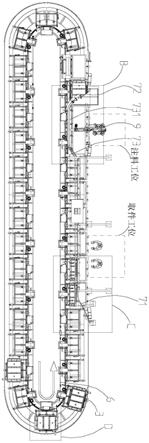
27.图1为本发明一种实施方式的发泡件生产线的示意图;
28.图2为图1所示发泡件生产线的工作原理示意图;
29.图3为图2所示发泡件生产线中模具结构可移动地设置在移载轨道上的示意图;
30.图4为图1中b所指向的局部放大示意图;
31.图5为图1中c所指向的局部放大示意图;
32.图6为图1中d所指向的局部放大示意图;
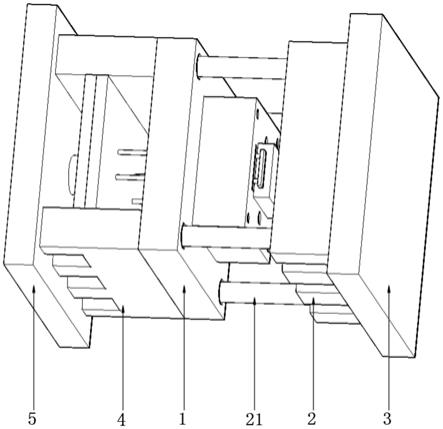
33.图7为图3中模具架的示意图;
34.图8为模具结构安装在图7所示模具架上的示意图;
35.图9为图8中第一模安装在第一调整架上,第二模安装在第二调整架上的示意图;
36.图10为图8中模具结构和模具架的分解状态示意图;
37.图11为图8中模具结构的示意图;
38.图12为图11所示模具结构的第一模和第二模处于打开状态的示意图;
39.图13为图11所示模具结构的剖面示意图;
40.图14为图13中挡料芯体处于缩回状态时的示意图;
41.图15为图11所示模具结构中的泄压结构的结构示意图;
42.图16为图15所示泄压结构中挡料芯体处于伸出状态时的立体视角示意图;
43.图17为图15的仰视图;
44.图18为图15的剖面示意图;
45.图19为图18中挡料芯体处于缩回状态时的示意图;
46.图20为发泡件放置在晾挂架上的示意图。
47.其中,附图标记含义如下:
48.a、泄压结构;1、泄压阀基体;11、泄气端口;12、安装端口;131、泄气间隙;1311、间隙增大槽;2、挡料芯体;21、储料凹槽;22、刮料环;14、第一气口;141、第一气源管;15、第二气口;151、第二气源管;16、安装部;17、扁方槽;3、模具结构;31、第一模;311、第一模腔;32、第二模;321、第二模腔;33、产品模腔;4、伸缩驱动单元;5、模具架;51、第一调整架;52、第二调整架;521、第二滑动部;511、铰链结构;512、第一滑动部;53、底座;531、支撑架;5311、轴槽;521、转轴;532、支撑部;6、移载轨道;71、开启引导轨道;72、盖合引导轨道;73、第三引导轨道;731、保持部;74、第四引导轨道;9、加料机器人;81、t型挡铁;82、拨杆开关;101、晾挂架。
具体实施方式
49.为了更好地理解和实施,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。
50.在本发明的描述中,需要说明的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
51.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在限制本发明。
52.下面结合附图对本发明作进一步详细的说明。
53.实施例一:
54.图1
‑
6示意性地显示了本发明的一种实施方式的发泡件生产线,其包括:移载轨道6,在使用时设置成沿着工艺操作工位排布;模具结构3;移载驱动装置,设置为用于驱动模具结构3沿着移载轨道6移载;模具状态驱动装置,设置成用于根据工艺操作工位所对应的工艺流程驱动模具结构3开启或盖合。
55.在使用时,将移载轨道6沿着工艺操作工位排布设置,然后移载驱动装置再驱动模具结构3沿着移载轨道6朝工艺操作工位移载,模具状态驱动装置根据模具结构3所要经过的工艺操作工位所对应的工艺流程来开启或盖合模具结构3,以便于工人或者机器人对模具结构3进行相应的工艺操作;无需采用人力开启或盖合模具结构3,节省了人力,提高了生产效率。例如:工艺操作工位所对应的可以是取件工序、或者涂抹脱模剂工序、又或者是灌料工序等。
56.详细地,在本实施例中,模具结构3包括配套设置的第一模31和第二模32,以在第一模31与第二模32盖合时,第一模腔311与第二模腔321密闭结合形成产品模腔33;模具状态驱动装置包括第一滑动512、开启引导轨道71以及盖合引导轨道72,第一滑动512与第一模31联动设置,盖合引导轨道72沿着模具结构3的移载方向设置在开启引导轨道71的下游位置;以在模具结构3经过开启引导轨道71时,第一滑动512在开启引导轨道71上滑动,开启引导轨道71引导第一模31相对于第二模32逐渐背离打开;以在模具结构3经过盖合引导轨
道72时,第一滑动512在盖合引导轨道72上滑动,盖合引导轨道72引导第一模31相对于第二模32逐渐靠拢盖合。这样,在工作时,移载驱动装置驱动模具结构3沿着移载轨道6移动到开启引导轨道71,随着模具结构3继续移载,第一滑动512在开启引导轨道71上滑动,开启引导轨道71引导第一模31相对于第二模32逐渐背离打开,操作工将已经成型的发泡件从模具结构3内取出;然后模具结构3继续移载到下一个操作工位上进行相应工序(例如清理模具结构3内的残渣、灌料等),然后再移动到盖合引导轨道72,第一滑动512在盖合引导轨道72上滑动,盖合引导轨道72引导第一模31相对于第二模32逐渐靠拢盖合,将模具结构3盖合;在这个过程中,移载驱动装置驱动模具结构3沿着移载轨道6移动到相应工序操作位上,同时开启引导轨道71引导第一模31打开,盖合引导轨道72引导第一模31盖合到第二模32上,无需采用人力开启或盖合模具结构3,节省了人力,提高了生产效率。在其他实施方式中,工艺操作工位的具体类型还可以根据实际情况进行适宜性调整。
57.详细地,在本实施例中,将用于把固化成型后的发泡件从模具结构3中取出的取件工位设置在开启引导轨道71和盖合引导轨道72之间。
58.详细地,在本实施例中,移载驱动装置包括模具架5和电动驱动结构;模具结构3设置在模具架5上,模具架5可移动地设置在移载轨道6上,电动驱动结构设置成用于驱动模具架5在移载轨道6上移载。这样,电动驱动结构通过驱动模具架5带着模具结构3在移载轨道6上移动,从而实现了“移载驱动装置驱动模具结构3沿着移载轨道6移载”。在其他实施方式中,移载驱动装置的具体结构还可以根据实际情况进行适宜性调整。
59.如图1
‑
12所示,进一步详细地,在本实施例中,模具架5包括第一调整架51、第二调整架52以及底座53,第二调整架52与第一调整架51可枢转地连接设置,第二调整架52设置在底座53上;第一模31设置在第一调整架51上,第二模32设置在第二调整架52上,以在第一调整架51转动盖合到第二调整架52上时,第一模31与第二模32合模;第一滑动512设置在第一调整架51上。这样,初始时,第一调整架51是压盖在第二调整架52上的,即第一模31和第二模32处于合模状态,使得发泡材料在模具结构内膨胀定型;然后电动驱动结构驱动模具架5沿着移载轨道6移动到开启引导轨道71,随着模具架5继续移载,第一滑动512在开启引导轨道71上滑动,开启引导轨道71引导第一调整架51相对于第二调整架52逐渐背离打开,即驱动第一模31和第二模32背离打开,操作工将已经成型的发泡件从模具结构3内取出;然后模具架5继续移载到下一个操作工位上进行相应工序(例如清理模具结构3内的残渣、涂抹脱模剂、灌料等),然后再移动到盖合引导轨道72,第一滑动512在盖合引导轨道72上滑动,盖合引导轨道72引导第一调整架51相对于第二调整架52逐渐靠拢盖合,将第一模31和第二模32盖合;在这个过程中,电动驱动结构驱动模具架5沿着移载轨道6移动到相应工序操作位上,同时开启引导轨道71引导第一调整架51带着第一模31打开,盖合引导轨道72引导第一调整架51带着第一模31盖合到第二模32上,无需采用人力开启或盖合模具结构3,节省了人力,提高了生产效率。此外,由于第一滑动512在开启引导轨道71上滑动,开启引导轨道71引导第一调整架51带着第一模31相对于第二模32背离打开,即实现了“第一滑动512与第一模31联动设置”。在其他实施方式中,实现“第一滑动512与第一模31联动设置”的具体结构和形式还可以根据实际情况进行适宜性调整。
60.详细地,在本实施例中,电动驱动结构包括设置在模具架5上的电动机、减速器以及动力抱夹轮,动力抱夹轮将移载轨道6抱夹住,以在移载轨道6上能够不脱轨地滚动;电动
机的转动通过减速器的减速后,传递给动力抱夹轮,以驱动模具架5带着模具结构3一同沿着移载轨道6移动。模具架5的底部设有万向轮,以能够在车间地面上滑行。在其他实施方式中,移载驱动装置以及电动驱动结构的具体结构还可根据实际情况进行适宜性调整,即只要是能够驱动模具结构3沿着移载轨道6移载皆可。
61.进一步详细地,在本实施例中,第二调整架52可枢转地设置底座53上。这样,当使用者需要调整模具结构3的倾斜角度时(例如原料在密闭的模具结构3内膨胀固化形成成品后,由于模具结构3的位置离工人较远,而不便于工人取出成品,可以通过将模具结构3朝工人所在位置倾斜靠近,以便于工人操作),为第二调整架52施加驱动力,来驱动第二调整架52带着整个模具结构3在底座53上按预定方向产生相对角度倾斜动作,以便于工人进行相应操作工序,为工人提供了便利,提高了生产效率。
62.详细地,在本实施例中,底座53上设有支撑架531,支撑架531上设有轴槽5311,第二调整架52上设有与轴槽5311枢转配合的转轴521。这样,第二调整架52通过转轴521与轴槽5311的枢转配合实现了可枢转地设置底座53上。在其他实施方式中,实现第二调整架52可枢转地设置底座53上的具体结构还可以根据实际情况进行适宜性调整。
63.详细地,在本实施例中,第一调整架51和第二调整架52之间设有铰链结构511。这样,第一调整架51和第二调整架52之间通过铰链结构511实现了可枢转地连接。在其他实施方式中,实现第一调整架51和第二调整架52之间可枢转地连接的具体结构和方式还可以根据实际情况进行适宜性调整,例如第一调整架51和第二调整架52之间还可以通过轴承关节来实现可枢转地连接。
64.进一步详细地,在本实施例中,模具状态驱动装置还包括第二滑动部521和第三引导轨道73;第二滑动部521设置在第二调整架52上,第二调整架52在自然状态下,相对于水平面倾斜设置;第三引导轨道73沿着模具结构3的移载方向设置在开启引导轨道71和盖合引导轨道72之间,第三引导轨道73设置为沿着模具架5的移载方向逐渐上升,以在第二调整架52经过第三引导轨道73时,第二滑动部521在第三引导轨道73上滑动,第三引导轨道73引导第二调整架52相对于水平面由倾斜状态转动到平行状态。这样,操作工人在取件工位上将发泡件从模具结构3中取出后,然后模具架5继续移载到第三引导轨道73所在位置,然后随着模具架5继续移载,第二调整架52的第二滑动部521在第三引导轨道73上滑动,第三引导轨道73引导第二调整架52相对于水平面由倾斜状态转动到平行状态,那么第二调整架52带着第二模32调整到水平状态,以便于需要第二模32处于水平位置时才能有效操作的工序进行实施(例如第三引导轨道73的下游位置上设有用于向模具内加注发泡原料的注料工位,将第二模32调整到水平状态可以使得第二模32能够容纳足够量的发泡材料,然后再将发泡材料加注到第二模32内),无需采用人力驱动第二调整架52转动到水平状态,提高了生产效率。详细地,在本实施例中,第三引导轨道73的下游位置上设有用于向模具内加注发泡原料的注料工位;在其他实施方式中,第三引导轨道73的下游位置上设置的工艺操作工位的具体类型还可以根据实际情况进行适宜性调整。在本实施例中,第一滑动512和第二滑动部521均为辊轴件。
65.在本实施例中,底座53上还设有用于支撑第二调整架52的支撑部532,以在第二调整架52在不受外力驱动状态时,抵靠在支撑部532上。这样,施加在第二调整架52上的驱动力撤销后,第二调整架52在自身重力的作用下抵靠在支撑部532上而保持静止状态,避免第
二调整架52在失去驱动力后而产生往复晃动碰到设备或者工人,提高了安全性能。
66.详细地,本实施例还设有用于向模具结构3内加注发泡原料的注料工位,注料工位设置在开启引导轨道71和盖合引导轨道72之间,且注料工位在取件工位的下游位置;在本实施例中,第二调整架52上设有第二滑动部521;第二调整架52在自然状态下,相对于水平面倾斜设置,那么模具结构3整体也是倾斜设置的,以使得模具结构3的内部空间在重力方向上的空间高度相对于在水平状态时增大,发泡材料在模具结构3的内部空间由底部逐渐向上膨胀,使得空气逐渐被聚集到模具结构3的内部空间的顶部,然后空气从设置在第一模31上的泄压结构a排出,便于空气从模具结构3的内部空间排出,降低了发泡件出现气孔的概率,提高了发泡件的良品率;操作工人在取件工位上将发泡件从模具结构3中取出后,然后模具架5继续移载到注料工位和第三引导轨道73所在位置,随着模具架5继续移载,第二调整架52的第二滑动部521在第三引导轨道73上滑动,第三引导轨道73引导第二调整架52相对于水平面由倾斜状态转动到平行状态,那么第二调整架52带着第二模32调整到水平状态,以便于第二模32能够容纳足够量的发泡材料,然后再将发泡材料加注到第二模32内,无需采用人力驱动第二调整架52转动到水平状态,提高了生产效率。
67.进一步详细地,在本实施例中,还包括加料机器人9,加料机器人9沿着模具结构3的移载方向设置在第三引导轨道73的下游位置,即加料机器人9设置在注料工位,以在第二调整架52带着第二模32相对于水平面由倾斜状态转动到平行状态后,加料机器人9为模具结构3的第二模32加注发泡原料。这样,通过采用加料机器人9来为第二模32加注发泡原料,提供了自动化水平和生产效率。
68.在本实施例中,第三引导轨道73衔接设置有保持部731,保持部731沿着模具结构3的移载方向设置在第三引导轨道73的下游位置,保持部731与移载轨道6平行设置。这样,由于保持部731与移载轨道6平行设置,当第三引导轨道73引导第二调整架52带着第二模32调整到水平状态后,第二滑动部521在保持部731上继续滑动,以使得第二调整架52和第二模32继续保持水平状态,以便于有足够的时间对第二模32进行相应的工艺操作。进一步详细地,在本实施例中,保持部731的下游位置上还衔接设置有第四引导轨道74,且第四引导轨道74设置在盖合引导轨道72的下游位置,第四引导轨道74设置成沿着重力方向下沉倾斜,这样,当为处于水平状态的第二模32灌注发泡材料后,随着模具结构3继续移载,第一调整架51上的第一滑动512滑动到盖合引导轨道72上,盖合引导轨道72引导第一调整架51带着第一模31盖合到第二模32上,以将发泡材料密封地盖合在模具结构3内,随着模具结构3继续移载,然后第二滑动部521从保持部731上滑动到第四引导轨道74后,在第四引导轨道74的走势引导下,第二调整架52通过带动第二模32来驱动整个模具结构3由水平状态调整为倾斜状态,以使得模具结构3的内部空间在重力方向上的空间高度相对于在水平状态时增大,发泡材料在模具结构3的内部空间由底部逐渐向上膨胀,使得空气逐渐被聚集到模具结构3的内部空间的顶部,然后空气从设置在第一模31上的泄压结构a排出,便于空气从模具结构3的内部空间排出,降低了发泡件出现气孔的概率,提高了发泡件的良品率。
69.如图12
‑
19所示,进一步详细地,在本实施例中,模具结构3上还设有泄压结构a,泄压结构a包括泄压阀基体1、挡料芯体2以及伸缩驱动单元4;泄压阀基体1设有泄气端口11、安装端口12以及泄气通道,泄气端口11和安装端口12通过泄气通道相贯通;挡料芯体2可滑动地设置在泄气通道内,以能够由安装端口12伸出或缩回,挡料芯体2和泄气通道之间设置
有泄气间隙131,泄气间隙131的两端分别延伸到安装端口12和泄气端口11;伸缩驱动单元4设置成用于驱动挡料芯体2伸出或缩回;安装端口12延伸设置到模具结构3的内部。这样,初始时将挡料芯体2调整为从安装端口12缩回到泄气通道内的状态;然后再向模具结构3内填充发泡材料,然后将模具结构3盖合好,发泡材料在模具结构3内部膨胀,然后形成对应形状的发泡件(海绵垫等),在膨胀的过程中,会对模具结构3内的空间进行挤压,被挤压的空气从安装端口12进入到泄气通道内,最终通过泄气间隙131由泄气端口11流出到外界,避免了因模具结构3内的空气不能被排空而造成的发泡件“充不满”情形,减少了发泡件的不良率;同时,由于发泡材料在膨胀过程中,体积会逐渐增大,由于发泡材料是半流动状态的,那么在膨胀填充过程中会有部分发泡材料会溅射粘洒在安装端口12上,部分发泡材料甚至会堆积在挡料芯体2与泄气通道之间的泄气间隙131内,在伸缩驱动单元4的驱动下,挡料芯体2从泄气通道内向外伸出,挡料芯体2会拖动发泡材料从安装端口12推出去,然后伸缩驱动单元4再驱动挡料芯体2缩回到泄气通道内以备下一次使用,挡料芯体2如此多次伸出和缩回循环,减少出现发泡材料堆积堵塞安装端口12和泄气间隙131的情形,降低了因发泡材料堵塞泄压结构a导致的故障率,提高了本发明的生产效率。详细地,在本实施例中,泄压结构a设置在模具结构3的第一模31上,安装端口12由第一模31延伸设置到模具结构3的内部,在其他实施方式中,泄压结构a在模具结构3的具体安装部位还可以根据实际情况进行适宜性调整。具体地,第一模31上设有泄压阀安装通孔,安装端口12设置在泄压阀安装通孔,安装端口12与第一模腔311相连通,当模具结构3处于盖合状态时,安装端口12与模具结构3的内部(即产品模腔33)连通。
70.在本实施例中,移载轨道6设置为环形闭环轨道,设有多个模具结构3依次排布设置在移载轨道6。这样,生产时模具状态驱动装置驱动模具结构3开启后,在取件工位完成取件后,接着在注料工位对模具结构3进行灌料工序,然后模具状态驱动装置驱动模具结构3盖合,然后在移载轨道6移载的过程中发泡材料在模具结构3内完成膨胀定型,然后又回到了起始位置,由模具状态驱动装置驱动模具结构3开启,多个模具结构3依次轮流由模具状态驱动装置进行开启或者盖合,以完成取件和灌料工序,各个工艺操作工位上的工作没有等待空隙,具有生产效率高的特点。
71.详细地,在本实施例中,多个模具结构3之间依次通过万向铰接杆连接,以使得多个模具结构3能够同步地在移载轨道6上循环移动;此外部分安装有电动驱动结构即可驱动整个发泡件生产线上的多个模具结构3移载(例如,每间隔两个模具结构3来设置一个电动驱动结构)。
72.详细地,在本实施例中,挡料芯体2的外周上还设有储料凹槽21。这样,当发泡材料进入到挡料芯体2与泄气通道之间的泄气间隙131内后,会被收集到储料凹槽21内,避免发泡材料过多地堆积在泄气间隙131内,从而减少了发泡材料堵塞泄气间隙131的概率。
73.在本实施例中,泄气间隙131上靠近泄气端口11的部位上设有间隙增大槽1311,以在伸缩驱动单元4驱动挡料芯体2由安装端口12缩回到泄气通道内时,储料凹槽21与间隙增大槽1311对齐连通。这样,当挡料芯体2处于缩回到泄气通道状态时,储料凹槽21与间隙增大槽1311对齐连通,由于间隙增大槽1311的尺寸大于泄气间隙131的其它部位的尺寸,在储料凹槽21收集有发泡材料的情况下,也会增大储料凹槽21与泄气间隙131保持连通的概率,进一步地减少了发泡材料堵塞泄气间隙131的概率,从而减少了发泡材料阻断泄气间隙131
和泄气端口11贯通连接的概率。
74.在本实施例中,至少两个储料凹槽21均布在挡料芯体2的外周上。这样,进一步增强了储料凹槽21收集容纳发泡材料的能力。
75.在本实施例中,间隙增大槽1311为形成在泄气通道内壁上的环槽,以在伸缩驱动单元4驱动挡料芯体2由安装端口12缩回到泄气通道内时,储料凹槽21均与间隙增大槽1311对齐连通。这样,通过将间隙增大槽1311设置为形成在泄气通道内壁上的环槽,使得间隙增大槽1311的外形能够覆盖到所有的储料凹槽21,以便于多个储料凹槽21均能够与间隙增大槽1311连通。
76.在本实施例中,伸缩驱动单元4为气缸,挡料芯体2设置在伸缩驱动单元4的伸缩端上。这样,即实现了伸缩驱动单元4驱动挡料芯体2伸出或缩回。在其他实施方式中,伸缩驱动单元4的具体类型结构还可以根据实际情况进行适宜性调整,例如还可以是电缸,即只要是能够驱动挡料芯体2伸出或缩回皆可。
77.在本实施例中,伸缩驱动单元4上设有第一气口14和第二气口15;以在第一气口14通入气源时,推动挡料芯体2由安装端口12缩回;以在第二气口15通入气源时,推动挡料芯体2由安装端口12伸出。这样,在生产时将第一气口14和第二气口15分别与由电磁阀控制的气源连接,由电磁阀来控制挡料芯体2伸出或缩回。
78.详细地,在本实施例中,第一气口14上还连接有第一气源管141,第二气口15上还连接有第二气源管151。这样,在生产时将第一气源管141和第二气源管151分别与由电磁控制的气源连接,由电磁阀通过控制第一气源管141和第二气源管151的通气或者泄气来控制挡料芯体2伸出或缩回。
79.进一步详细地,本发泡件生产线还包括用于触发伸缩驱动单元4动作的触发部件,触发部件沿着移载轨道6设置,以在模具结构3沿着移载轨道6移动到触发部件所在位置时,触发部件激发伸缩驱动单元4动作。触发部件的个数和位置可以根据实际情况进行适宜性调整。这样,使用者可以根据工艺需要设置触发部件的具体数量和位置,以按照预定的要求来设定伸缩驱动单元4驱动挡料芯体2拖动发泡材料从安装端口推出的频率和间隔时间。详细地,在本实施例中触发部件包括拨杆开关82和t型挡铁81,拨杆开关82与模具结构3同步移动设置,拨杆开关82与用于控制伸缩驱动单元4的电磁阀电控连接,t型挡铁81设置在移载轨道6上,当模具结构3沿着移载轨道6移动到t型挡铁81所在位置,t型挡铁81触碰拨杆开关82后,电磁阀指令伸缩驱动单元4驱动挡料芯体2产生伸出和缩回动作。在其他实施方式中,触发部件的具体结构类型还可以根据实际情况进行适宜性调整,例如可以是沿着移载轨道6设置的磁性标签,和设置在模具结构3上的磁性开关。
80.在本实施例中,泄压阀基体1上还设有安装部16,安装端口12设置在安装部16。这样,在将泄压阀基体1组装在第一模31上时,可以通过安装部16快速地与第一模31连接组装。在本实施例中,安装部16为设置在泄压阀基体1外周上的螺纹部,相应地,第一模31上的泄压阀安装通孔为内螺纹孔。在其他实施方式中,安装部16的具体类型结构还可以根据实际情况进行适宜性调整。
81.在本实施例中,挡料芯体2的外周上还设有刮料环22,以在挡料芯体2由安装端口12从泄气通道内伸出时,刮料环22产生刮刷动作。这样,在伸缩驱动单元4的驱动下,挡料芯体2从泄气通道内向外伸出时,刮料环22将泄气间隙131内的发泡材料刮刷出去,减少出现
发泡材料堆积堵塞安装端口12和泄气间隙131的情形,降低了因发泡材料堵塞泄压结构a的导致的故障率,提高了生产效率。
82.在本实施例中,泄压阀基体1的外周上还设置有至少两个便于扳手夹紧的扁方槽17。这样,在安装时,可以通过扳手夹紧扁方槽17,为本泄压阀基体1施加锁紧在第一模31上的扭力。
83.进一步详细地,在本实施例中,还设置有传送带设备和用于将从取件工位取出的发泡件进行挤压的挤压装置,传送带设备一端与取件工位衔接,另一端与挤压装置衔接,工人将发泡件取出后放到传送带上,然后输送给挤压装置进行挤压,以压破发泡件内部的封闭气泡,使得发泡件更加蓬松柔软。
84.如图20所示,本发明还包括晾挂架101,在发泡件被挤压后,通过人工或者自动机械臂将发泡件晾在晾挂架101,以进行时效熟化处理。使得发泡件经过时效熟化处理后形态更加稳定。
85.实施例二
86.本实施例中,根据本发明的另一个方面,提供了一种使用实施例一所记载的发泡件生产线进行具体实施的发泡件生产工艺,其包括:
87.将移载轨道6沿着工艺操作工位排布设置;
88.移载驱动装置驱动模具结构3沿着移载轨道6朝工艺操作工位移载;
89.模具状态驱动装置根据模具结构3经过的工艺操作工位所对应的工艺流程来开启或盖合模具结构3;
90.根据工艺流程对模具结构3进行工艺操作。
91.在使用时,移载驱动装置驱动模具结构3沿着移载轨道6朝工艺操作工位移载,模具状态驱动装置根据模具结构3所要经过的工艺操作工位所对应的工艺流程来开启或盖合模具结构3,以便于工人或者机器人对模具结构3进行相应的工艺操作;无需采用人力开启或盖合模具结构3,节省了人力,提高了生产效率。
92.详细地,在本实施例中,工艺操作工位包括取件工位,当移载驱动装置驱动模具结构3移载到取件工位时,模具状态驱动装置驱动模具结构3开启,然后对模具结构3进行取出发泡件操作。在其他实施方式中,工艺操作工位的具体类型还可根据实际情况进行适宜性调整。这样,便于工人或者机器人对模具结构3进行取出发泡件操作;无需采用人力开启模具结构3,节省了人力,提高了生产效率。
93.在本实施例中,工艺操作工位还包括注料工位,注料工位沿着模具结构3的移载方向设置在取件工位的下游位置;当在取件工位对模具结构3完成取出发泡件操作后,移载驱动装置驱动模具结构3继续沿着移载轨道6移载到注料工位,然后对模具结构3进行注入发泡材料操作;待完成注入发泡材料操作后,模具状态驱动装置驱动模具结构3盖合。这样,便于工人或者机器人对模具结构3进行注入发泡材料操作;无需采用人力盖合模具结构3,节省了人力,提高了生产效率。
94.在本实施例中,模具结构3包括配套设置的第一模31和第二模32;模具状态驱动装置包括第一滑动部512、开启引导轨道71以及盖合引导轨道72,第一滑动部512与第一模31联动设置,盖合引导轨道72沿着模具结构3的移载方向设置在开启引导轨道71的下游位置;当模具结构3经过开启引导轨道71时,第一滑动部512在开启引导轨道71上滑动,开启引导
轨道71引导第一模31相对于第二模32逐渐背离打开;当模具结构3经过盖合引导轨道72时,第一滑动部512在盖合引导轨道72上滑动,盖合引导轨道72引导第一模31相对于第二模32逐渐靠拢盖合;取件工位和注料工位沿着模具结构3的移载方向依次设置在开启引导轨道71和盖合引导轨道72之间,且注料工位设置在取件工位的下游位置。这样,在工作时,移载驱动装置驱动模具结构3沿着移载轨道6移动到开启引导轨道71,随着模具结构3继续移载,第一滑动512在开启引导轨道71上滑动,开启引导轨道71引导第一模31相对于第二模32逐渐背离打开,操作工将已经成型的发泡件从模具结构3内取出;然后模具结构3继续移载到注料工位完成注料工序,然后再移动到盖合引导轨道72,第一滑动512在盖合引导轨道72上滑动,盖合引导轨道72引导第一模31相对于第二模32逐渐靠拢盖合,将模具结构3盖合;在这个过程中,移载驱动装置驱动模具结构3沿着移载轨道6移动到相应工序操作位上,开启引导轨道71引导第一模31打开,盖合引导轨道72引导第一模31盖合到第二模32上,无需采用人力开启或盖合模具结构3,节省了人力,提高了生产效率。
95.在本实施例中,移载驱动装置包括模具架5和电动驱动结构;模具结构3设置在模具架5上,模具架5可移动地设置在移载轨道6上,电动驱动结构设置成用于驱动模具架5在移载轨道6上移载。这样,电动驱动结构通过驱动模具架5带着模具结构3在移载轨道6上移动,从而实现了“移载驱动装置驱动模具结构3沿着移载轨道6移载”。
96.在本实施例中,模具架5包括第一调整架51、第二调整架52以及底座53,第二调整架52与第一调整架51可枢转地连接设置,第二调整架52设置在底座53上;第一模31设置在第一调整架51上,第二模32设置在第二调整架52上,以在第一调整架51转动盖合到第二调整架52上时,第一模31与第二模32合模;第一滑动部512设置在第一调整架51上。这样,初始时,第一调整架51是压盖在第二调整架52上的,即第一模31和第二模32处于合模状态,使得发泡材料在模具结构3内膨胀定型;然后电动驱动结构驱动模具架5沿着移载轨道6移动到开启引导轨道71,随着模具架5继续移载,第一滑动512在开启引导轨道71上滑动,开启引导轨道71引导第一调整架51相对于第二调整架52逐渐背离打开,即驱动第一模31和第二模32背离打开,操作工将已经成型的发泡件从模具结构3内取出;然后模具架5继续移载到注料工位完成注料工序,然后再移动到盖合引导轨道72,第一滑动512在盖合引导轨道72上滑动,盖合引导轨道72引导第一调整架51相对于第二调整架52逐渐靠拢盖合,将第一模31和第二模32盖合;在这个过程中,电动驱动结构驱动模具架5沿着移载轨道6移动到相应工序操作位上,同时开启引导轨道71引导第一调整架51带着第一模31打开,盖合引导轨道72引导第一调整架51带着第一模31盖合到第二模32上,无需采用人力开启或盖合模具结构3,节省了人力,提高了生产效率。此外,由于第一滑动512在开启引导轨道71上滑动,开启引导轨道71引导第一调整架51带着第一模31相对于第二模32背离打开,即实现了“第一滑动512与第一模31联动设置”。
97.在本实施例中,第二调整架52可枢转地设置底座53上。这样,当使用者需要调整模具结构3的倾斜角度时(例如原料在密闭的模具结构3内膨胀固化形成成品后,由于模具结构3的位置离工人较远,而不便于工人取出成品,可以通过将模具结构3朝工人所在位置倾斜靠近,以便于工人操作),为第二调整架52施加驱动力,来驱动第二调整架52带着整个模具结构3在底座53上按预定方向产生相对角度倾斜动作,以便于工人进行相应操作工序,为工人提供了便利,提高了生产效率。
98.在本实施例中,模具状态驱动装置还包括第二滑动部521和第三引导轨道73;第二滑动部521设置在第二调整架52上,第二调整架52在自然状态下,相对于水平面倾斜设置;第三引导轨道73沿着模具结构3的移载方向设置在开启引导轨道71和盖合引导轨道72之间,第三引导轨道73设置为沿着模具架5的移载方向逐渐上升,以在第二调整架52经过第三引导轨道73时,第二滑动部521在第三引导轨道73上滑动,第三引导轨道73引导第二调整架52相对于水平面由倾斜状态转动到平行状态。这样,操作工人在取件工位上将发泡件从模具结构3中取出后,然后模具架5继续移载到第三引导轨道73所在位置,然后随着模具架5继续移载到注料工位,第二调整架52的第二滑动部521在第三引导轨道73上滑动,第三引导轨道73引导第二调整架52相对于水平面由倾斜状态转动到平行状态,那么第二调整架52带着第二模32调整到水平状态,以便于需要第二模32处于水平位置时进行灌注发泡材料工序(将第二模32调整到水平状态可以使得第二模32能够容纳足够量的发泡材料),无需采用人力驱动第二调整架52转动到水平状态,提高了生产效率。
99.在本实施例中,将从取件工位取出的发泡件进行挤压,以压破发泡件内部的封闭气泡。这样,使得发泡件更加蓬松柔软。
100.在本实施例中,然后将发泡件进行晾挂,以进行时效熟化处理。这样,使得发泡件经过时效熟化处理后形态更加稳定。
101.本发明方案所公开的技术手段不仅限于上述实施方式所公开的技术手段,还包括由以上技术特征任意组合所组成的技术方案。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也视为本发明的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。