1.本发明涉及汽车车灯注塑模具技术领域,具体为一种具有内倒钩脱模机构的汽车车灯注塑模具。
背景技术:
2.采用注塑模具在生产塑料件时,若塑料件的两侧制有翻边,且在翻边的内壁制有倾斜向内的内卡扣,与翻边内壁脱模方向形成干涉,而在内卡扣头部制有内倒钩,内倒钩的脱模方向与内卡扣又形成干涉。
3.当前的汽车车灯注塑模具存在一下不便之处;
4.注塑件在制作完成后,需启动顶针对注塑件进行顶出工作,但是单纯利用顶针顶出注塑件,极易容易导致注塑件内的倒勾发生断裂,注塑件发生损坏,从而影响加工注塑件的成功率,且出现报废的注塑件增多;
5.注塑模具在进行注塑时,需要对注塑的量进行把控,注塑的量过多或者过少的话都会影响注塑产品的质量,且现有的注塑模具,在进行注塑时大都是利用外置的注塑机器进行注塑工作的,比较难以控制注塑的量,使得加工处的注塑件质量变低;
6.模具的注塑口,在长期使用的过程中,其内部长期与注塑料进行接触,久而久之,其内壁就会粘上注塑料,当注塑口内部的注塑料积累到一定程度时,就会对注塑口造成堵塞,影响模具的正常使用
技术实现要素:
7.本发明的目的在于提供一种具有内倒钩脱模机构的汽车车灯注塑模具,以解决上述背景技术中提出的相关问题。
8.为实现上述目的,本发明提供如下技术方案:包括底座,所述底座所顶部的四角处设有电动推杆,所述底座内部底部的中间设有连接柱,所述连接柱的顶部设有连接筒,所述连接筒的两侧均匀设有多组限位板,所述底座顶部的一侧设有放置槽,所述底座顶部的另一侧设有限位柱,所述底座的顶部设有动模,所述动模底部的一侧设有导向柱,所述导向柱的外侧滑动连接有定模a,所述定模a的一侧设有定模b,所述定模b的一侧设有定模c,所述限位柱的顶部延伸至定模c的内部,所述动模顶部的中间设有注塑口,所述注塑口的内部设有安装管,所述安装管的内部设有控量组件,所述动模的内部设有卡合组件,所述所述动模顶部的两侧对称设有安装槽a,所述动模的内部设有弹簧b,所述弹簧b的底部设有插杆。
9.优选的,所述控量组件由铰接板a、连接杆、浮板、安装座、底板和通槽组成,所述底板位于安装管的底部,所述底板的内部均匀设有多组通槽,所述底板的底部设有安装座,所述安装座的内部设有连接杆,所述连接杆的底部设有浮板,所述连接杆外侧的顶部均匀铰接有多组铰接板b,所述铰接板b的一侧铰接有铰接板a。
10.优选的,所述卡合组件由弹簧a、插块、卡槽、拉板、弹簧b、插杆和安装槽b组成,所述卡槽位于安装管的两侧,所述弹簧a位于安装槽a的内部,所述弹簧a的一侧设有插块,所
述插块的一侧设有拉板,所述动模顶部的一侧设有安装槽b,所述安装槽b的顶部设有插杆,所述插杆的顶部设有弹簧b。
11.优选的,所述插块由u型结构制成,所述拉板的顶部设有多组防滑纹。
12.优选的,所述定模c和定模a的一侧皆设有多组凹槽,且限位板与凹槽相互适配。
13.优选的,所述底座外侧的底部设有连接板,且电动推杆的底部与连接板相连接。
14.优选的,所述底座顶部的四角处设有导向杆,所述动模底部的四角处设备设有插孔,且导向杆与插孔相互适配
15.优选的,所述定模c的内部设有滑槽,所述限位柱位于滑槽的内部。
16.优选的,所述定模c顶部的一侧设有插槽,且插槽与插杆相互适配。
17.优选的,所述放置槽倾斜30
°
设置于动模的底部,且放置槽预先埋于动模的内部。
18.与现有技术相比,本发明提供了一种具有内倒钩脱模机构的汽车车灯注塑模具,具备以下有益效果:
19.1、本发明通过浮板的作用下,能对注入注塑料的量进行检测,在注塑料完全注满模具后,通过连接杆、铰接板a、插杆和通槽的配合下,会对注塑口的进行封堵,使得注塑料不再流入模具内,进而注塑出的物件大小的一致性,并且保证注塑件表面的平整度,提高注塑件的质量。
20.2、通过导向柱、放置槽、定模a、连接柱、限位板和连接筒的配合下,在动模向上进行脱模时,利用导向柱的斜向导向的作用下,带动定模a向左移动,从而将注塑件与定模a进行拉离,进而实现对注塑件的局部脱模,有效的防止直接向顶出注塑件导致注塑件损坏的情况发生。
21.3、通过定模b、定模c、连接柱、限位板和连接筒的配合下,在定模c带动注塑模具向上移动时,定模b通过限位板的限位作用下不与定模c向上移动,从而使塑件与定模b进行分离,进而完成注塑件的第二次局部脱模工作,对注塑件的脱模起到一定的防护作用。
22.4、通过定模c、限位柱、连接柱、限位板、连接柱的配合下,在进行脱模时,在定模c上升到指定位置处时,在限位柱的限位作用下,定模c不继续与动模一起上移,使得定模c与注塑件进行分离,从而对注塑件的倒勾位置进行防护,防止脱模时倒勾位置处发生断裂,从而减少注塑件的报废率。
23.5、本发明通过插块、卡槽、拉板的配合下,使得当底板长时间使用后,其内部出现堵塞时,能够快速的对底板进行更换,保证模具能更快重新投入工作,通过弹簧b、插杆和安装槽b的配合下,在解除底板的固定状态后,能够对取出底板起到一定的辅助工作,便于对底板进行拿取。
附图说明
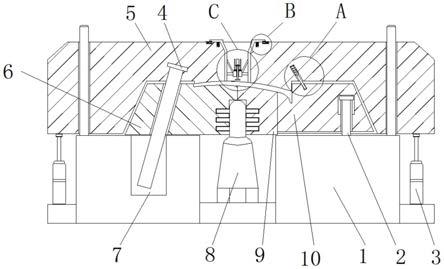
24.图1为本发明的主视剖视图;
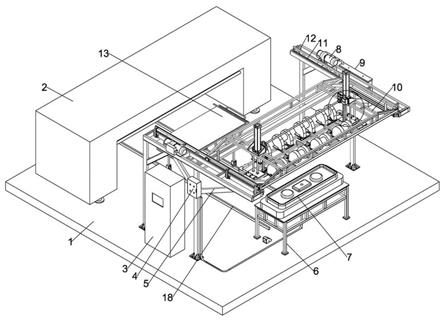
25.图2为本发明的主视图;
26.图3为本发明的连接柱处的立体图;
27.图4为本发明的安装管处的俯视图;
28.图5为本发明的图1的a处放大图;
29.图6为本发明的图1的b处放大图;
30.图7为本发明的图1的c处放大图。
31.图中:1、底座;2、限位柱;3、电动推杆;4、导向柱;5、动模;6、定模a;7、放置槽;8、连接柱;9、定模b;10、定模c;11、弹簧a;12、拉板;13、插块;14、卡槽;15、通槽;16、弹簧b;17、插杆;18、铰接板a;19、铰接板b;20、安装管;21、连接杆;22、浮板;23、安装座;24、限位板;25、连接筒;26、注塑口;27、底板;28、安装槽a;29、安装槽b。
具体实施方式
32.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
33.请参阅图1
‑
7,本发明提供一种技术方案:一种具有内倒钩脱模机构的汽车车灯注塑模具,包括底座1,底座1所顶部的四角处设有电动推杆3,底座1内部底部的中间设有连接柱8,连接柱8的顶部设有连接筒25,连接筒25的两侧均匀设有多组限位板24,能够起到一定的限位作用,底座1顶部的一侧设有放置槽7,底座1顶部的另一侧设有限位柱2,底座1的顶部设有动模5,动模5底部的一侧设有导向柱4,能够起到导向的作用,方便后续进行脱模,导向柱4的外侧滑动连接有定模a6,定模a6的一侧设有定模b9,定模b9的一侧设有定模c10,限位柱2的顶部延伸至定模c10的内部,动模5顶部的中间设有注塑口26,注塑口26的内部设有安装管20,安装管20的内部设有控量组件,动模5的内部设有卡合组件,动模5顶部的两侧对称设有安装槽a28,动模5的内部设有弹簧b16,弹簧b16的底部设有插杆17。
34.作为本实施例的优选方案:控量组件由铰接板a18、连接杆21、浮板22、安装座23、底板27和通槽15组成,底板27位于安装管20的底部,底板27的内部均匀设有多组通槽15,底板27的底部设有安装座23,安装座23的内部设有连接杆21,连接杆21的底部设有浮板22,连接杆21外侧的顶部均匀铰接有多组铰接板b19,铰接板b19的一侧铰接有铰接板a18,能够保证注塑后物件大小的一致性,并且保证注塑件表面的平整度,提高注塑件的质量。
35.作为本实施例的优选方案:卡合组件由弹簧a11、插块13、卡槽14、拉板12、弹簧b16、插杆17和安装槽b29组成,卡槽14位于安装管20的两侧,弹簧a11位于安装槽a28的内部,弹簧a11的一侧设有插块13,插块13的一侧设有拉板12,动模5顶部的一侧设有安装槽b29,安装槽b29的顶部设有插杆17,插杆17的顶部设有弹簧b16,在注料口发生堵塞时,能够快速的更换安装管20。
36.作为本实施例的优选方案:插块13由u型结构制成,拉板12的顶部设有多组防滑纹,方便拉动拉板12进行移动,方便后续对安装管20进行拆卸。
37.作为本实施例的优选方案:定模c10和定模a6的一侧皆设有多组凹槽,且限位板24与凹槽相互适配,便于和限位板24进行配合,对定模c10和定模a6起到限位作用。
38.作为本实施例的优选方案:底座1外侧的底部设有连接板,且电动推杆3的底部与连接板相连接,便于对电动推杆3的位置进行安装。
39.作为本实施例的优选方案:底座1顶部的四角处设有导向杆,动模5底部的四角处设备设有插孔,且导向杆与插孔相互适配,防止电动推杆3在推动动模5的过程中,动模5发生晃动,保证了动模5的稳定性。
40.作为本实施例的优选方案:定模c10的内部设有滑槽,限位柱2位于滑槽的内部,方便安装限位柱2。
41.作为本实施例的优选方案:定模c10顶部的一侧设有插槽,且插槽与插杆17相互适配,使得定模c10能够与动模5相连接
42.作为本实施例的优选方案:放置槽7倾斜30
°
设置于动模5的底部,且放置槽7预先埋于动模5的内部,便于对导向柱4起到导向的作用。
43.实施例1,如图1
‑
3所示,在进行注塑工作时,首先通过安装管20进行注塑工作,当注塑料达到指定的量时,使得安装管20跟随注塑料的液面上移,从而带动连接杆21上移,连接杆21在上移的过程中推动多组铰接板b19,进而带动铰接板a18进行翻转,使得铰接板a18卡入至通槽15的内部,对其进行封堵,使得注塑料不再流入模具内,从而起到一定的定量下料效果。
44.实施例2,如图1
‑
4所示,当注塑件凝固后,进行顶膜时,首先启动电动推杆3.电动推杆3带动动模5进行上移,使得导向柱4跟随动模5一起上移,定模a6在限位板24的限位作用下,无法跟随导向柱4上移,进而通过导向柱4的导向作用下,定模a6向左移动,使得定模a6与注塑件分离,在动模5移动的过程中,通过插杆17的作用下带动定模c10一起上移,进而将注塑件与定模b9分离开,当定模c10上移至指定位置处时,通过限位柱2的作用限制作用下不再上移,同时插杆17受到挤压逐渐将动模5的内部进行收缩,使得动模5不再与定模c10进行连接,使得注塑件与动模5进行分离,从而完成注塑件的脱模工作。
45.工作原理:在进行注塑工作时,首先通过安装管20进行注塑工作,当注塑料达到指定的量时,使得安装管20跟随注塑料的液面上移,从而带动连接杆21上移,连接杆21在上移的过程中推动多组铰接板b19,进而带动铰接板a18进行翻转,使得铰接板a18卡入至通槽15的内部,对其进行封堵,使得注塑料不再流入模具内;
46.当安装管20的内部出现堵塞时,拉动两组拉板12移动,使得插块13脱离至卡槽14的内部,并带动弹簧a11进行压缩,进而解除对底板27的固定状态,同时插杆17进行复位,从而推动弹簧b16进行上移,将底板27弹出,从而方便对底板27的拿取工作;
47.当注塑件凝固后,进行顶膜时,首先启动电动推杆3.电动推杆3带动动模5进行上移,使得导向柱4跟随动模5一起上移,定模a6在限位板24的限位作用下,无法跟随导向柱4上移,进而通过导向柱4的导向作用下,定模a6向左移动,使得定模a6与注塑件分离,在动模5移动的过程中,通过插杆17的作用下带动定模c10一起上移,进而将注塑件与定模b9分离开,当定模c10上移至指定位置处时,通过限位柱2的作用限制作用下不再上移,同时插杆17受到挤压逐渐将动模5的内部进行收缩,使得动模5不再与定模c10进行连接,使得注塑件与动模5进行分离,从而完成注塑件的脱模工作。
48.最后应当说明的是,以上内容仅用以说明本发明的技术方案,而非对本发明保护范围的限制,本领域的普通技术人员对本发明的技术方案进行的简单修改或者等同替换,均不脱离本发明技术方案的实质和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。