1.本发明涉及环保技术领域,具体涉及一种废弃一次性口罩回收工艺及工艺中分离出口罩面料的分离池装置的设计。
背景技术:
2.随着新冠肺炎在全球大范围的传播,口罩累计使用量与日俱增,据世界卫生组织统计,全球日均口罩消耗量最高可达数十亿,每秒有12000只口罩被使用,但很多人都忽略了巨量一次性口罩废弃后的处理问题。由于一次性医用口罩本质上是塑料制品,简单的填埋或焚烧不仅消耗了大量的石油资源,还给本就严重的“白色污染”问题雪上加霜。
3.口罩主要分为面料,鼻梁条,耳带三个部分。其中口罩面料的主要材质为聚丙烯无纺布,鼻梁条的主要材质为聚烯烃树脂或者聚烯烃树脂包裹镀锌铁丝,耳带的主要材质为涤纶或锦纶和氨纶编织而成。
4.目前为止,还没有有效的的废弃一次性口罩回收方法。但现在废弃塑料回收主要有四种方法:一是高温焚烧法,通过回收口罩燃烧时产生的热量可以回收部分能源,但回收效率低,还会污染环境。二是填埋降解法,这一过程中口罩基本没有被回收,而且降解时间长,污染土壤。可以将口罩有效回收的只有机械回收法和化学回收法。但化学回收法工艺复杂且耗能巨大,并不适合回收口罩,所以口罩的机械回收是较为有效的方法。
5.口罩的可回收部分主要为口罩的面料部分。在回收的过程中面临的主要问题是如何把口罩面料从口罩中分离出来。本发明就是通过设计一种简单有效的回收工艺流程并根据重力沉降法设计回收工艺中较关键的分离池装置实现口罩和鼻梁条、耳带的分离,并通过把分离后的口罩面料和聚丙烯树脂进行共混,证明了在不明显降低拉伸强度的前提下,可改善树脂的加工性能和提高聚丙烯树脂的分解温度。
技术实现要素:
6.本发明的目的在于提供一种回收废弃一次性口罩的工艺流程和工艺流程中重要装置分离池的设计,通过该工艺流程,可以实现自动化回收废弃一次性口罩并生产出具有较高使用价值的产品。
7.本发明提供的一种废弃一次性口罩回收工艺的流程为:将废弃一次性口罩收集分拣,经紫外线消毒后,使用粉碎机粉碎,然后经过输送管道输送到分离池中,通过重力沉降法把口罩面料分离出来,经过清洗、烘干,然后和熔指为0.5
‑
10的聚丙烯树脂以质量比为1:9
‑
9:1的比例通过双螺杆混合挤出,然后造粒机造粒。
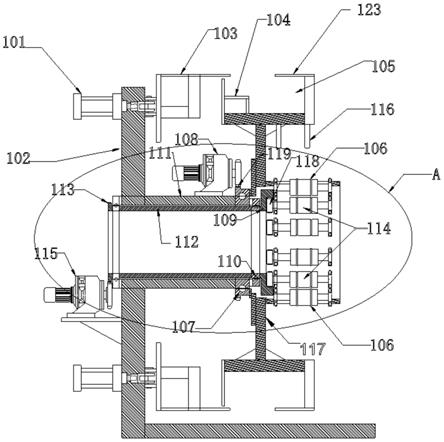
8.本发明提供的用于上述回收工艺的一种用于废弃一次性口罩回收分离出口罩面料的分离池设备包括口罩输入装置(1),分离池池体(2),和池体底部的用于清理池底废弃物的和升降机构(4)连接的滤网(3),筛网传送带(5)和其下方用于盛放从分离池池体中溢出的水的储水池(6),水管(7),离心泵(8),阀门(9)共同组成的水资源重复利用装置。
9.进一步的,所述口罩输入装置(1)与粉碎机出料口连接,位于分离池池体(2)上方,便于口罩碎片平铺于水面,可使口罩面料和鼻梁条、耳带充分分离。
10.进一步的,所述分离池池体(2)为一面有缺口,与缺口相对的另一面有进水口的水箱,且进水口比缺口面稍高,可以使池体中的水按照筛网传送带传送方向移动。所述筛网传送带(5)与分离池池体(2)的缺口部分连接,便于口罩面料随水流输送到筛网传送带(5)上。
11.进一步的,所述清理池底废弃物的装置由滤网(3)和升降机构(4)组成,位于分离池池体(2)底部。当口罩面料由于水流冲刷输送到筛网传送带(5)上后,升降装置(4)将滤网(3)升起,可清理滤网(3)上的鼻梁条和耳带,清理干净后升降装置(4)重新将滤网(3)带回原处。
12.进一步的,所述筛网传送带(5)位于储水池(6)上方,与分离池池体(2)的缺口部分连接,便于口罩面料随水流输送到筛网传送带(5)上并对口罩面料进行沥水处理。
13.进一步的,所述储水池(6)为一个与分离池池体(2)共用缺口面的尖底水箱,水箱底部与水资源重复利用装置的水管(7)连接,可以回收从分离池池体中流下的水和口罩面料沥下的水。
14.进一步的,所述水资源重复利用装置由水管(7)、离心泵(8)和阀门(9)组成。水管(7)分别与储水池(6)底部和分离池池体(2)连接,使整个分离过程的水资源可以不断重复利用。
附图说明:
15.图1为废弃一次性口罩回收流程图;
16.图2为分离池原理图;
17.图3为重力沉降法分离口罩面料实验图;
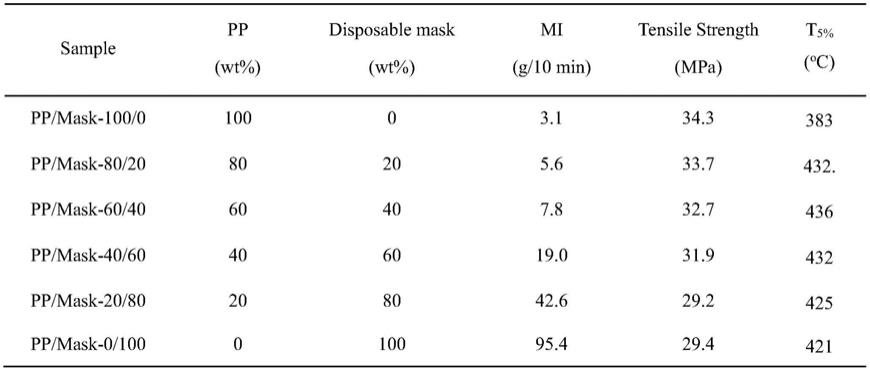
18.图4为不同比例pp和回收口罩共混材料的拉伸强度和熔融指数;
19.图5为不同比例pp和回收口罩共混材料的热重分析(tg)图。
具体实施方式
20.回收工艺具体实施方式:
21.实施例1:
22.1)将废弃一次性口罩在社区中统一收集分拣;
23.2)使用紫外线消毒机消毒;
24.3)用粉碎机将口罩粉碎成0.5cm2左右片状,便于口罩鼻梁条,耳带和面料分离;
25.4)粉碎后的口罩碎片通过输送装置从分离池上方输送到分离池中。在分离池池体中,口罩的鼻梁条和耳带由于重力作用沉降到和升降装置连接的滤网上,在口罩面料由于水流冲刷输送到筛网传送带上后,升降装置将滤网升起,可清理滤网上的鼻梁条和耳带,清理干净后升降装置重新将滤网带回原处,由筛网传送带沥下的水流入储水池中,储水池中的水资源可通过水资源重复利用装置实现循环利用。
26.5)筛网传送带将口罩面料输送到清洗槽中清洗,然后输送到烘干机烘干
27.6)烘干后的口罩面料碎片直接进入双螺杆挤出机中和牌号为t03,熔指为3g/10min的聚丙烯树脂以质量比5:5共混挤出,然后通过造粒机造粒。
28.实施例2:
29.步骤1)
‑
5)同实施例1
30.6)烘干后的口罩面料碎片直接进入双螺杆挤出机中和牌号为pph
‑
t03,熔指为3g/10min的聚丙烯树脂以质量比1:9共混挤出,然后通过造粒机造粒。
31.实施例3:
32.步骤1)
‑
5)同实施例1
33.6)烘干后的口罩面料碎片直接进入双螺杆挤出机中和牌号为hp500d,熔指为0.5g/10min的聚丙烯树脂以质量比5:5共混挤出,然后通过造粒机造粒。
34.本发明并不限于上述实施方式,采用与本发明上述实施相同或近似的工艺或结构,而得到的其他工艺或结构设计,均在本发明的保护范围之内。
35.回收后产品性能测试:
36.将口罩面料分离粉碎后,和聚丙烯树脂以质量比为0:100,20:80,40:60,60:40,80:20,100:0的比例通过双螺杆混合挤出,然后造粒机造粒。双螺杆挤出机各区的温度:一区175℃,二区185℃,三区175℃。
37.测试一:力学性能测试
38.按照国家标准《塑料拉伸性能的测定》(gb\t1040.3
‑
2006)第2部分,模塑和挤塑塑料的试验条件:哑铃型样条为长度75mm,窄平行宽度为58mm的,拉伸速度为10mm/min,室温25℃。实验所得数据如表1。
39.测试二:熔融指数测试
40.使用符合国家标准《塑料热塑性塑料熔体质量流动速率(mfr)和熔体体积流动速率(mvr)的测定》(gb/t3682
‑
2018)第1部分:标准方法的熔融指数测定仪,实验温度230℃,负荷2160g。实验所得数据如表1。
41.测试三:热重分析
42.使用热重分析仪,通n2保护,升温速率10℃/min,升温范围20
‑
800℃。实验所得数据如表1。
43.表1不同比例pp和回收口罩共混材料性能
44.
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。